Vous aimerez peut-être aussi
- AccountsDocument11 pagesAccountsaashishPas encore d'évaluation
- 1501510961reading Comprehension Strategies PDFDocument6 pages1501510961reading Comprehension Strategies PDFaashishPas encore d'évaluation
- KelloggDocument3 pagesKelloggaashishPas encore d'évaluation
- SampleQuestion2017 IsiDocument7 pagesSampleQuestion2017 IsiShrivathsan KSPas encore d'évaluation
- Vocabulary Words CAT PDFDocument4 pagesVocabulary Words CAT PDFqwfwPas encore d'évaluation
- Tec1 12706 EnglishDocument3 pagesTec1 12706 EnglishaashishPas encore d'évaluation
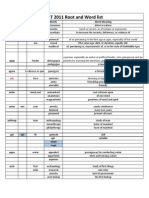
- List of RootsDocument15 pagesList of RootsRaja NagaiahPas encore d'évaluation
- Precision Marketing for Dove Hair & SkinDocument5 pagesPrecision Marketing for Dove Hair & SkinHarshit SinghPas encore d'évaluation
- COMBINATORICS KEY CONCEPTS AND THEORYDocument34 pagesCOMBINATORICS KEY CONCEPTS AND THEORYPranNathPas encore d'évaluation
- Permutation and Combination For CAT QuestionsDocument6 pagesPermutation and Combination For CAT QuestionsaashishPas encore d'évaluation
- ME Interview Part - II PDFDocument3 pagesME Interview Part - II PDFSADIQ KHATTAKPas encore d'évaluation
- Affix Recent Passport Size Colour PhotographDocument3 pagesAffix Recent Passport Size Colour PhotographaashishPas encore d'évaluation
- Disk Formatting LinuxDocument1 pageDisk Formatting LinuxaashishPas encore d'évaluation
- Res BiomassDocument10 pagesRes BiomassaashishPas encore d'évaluation
- Disk Formatting WinDocument1 pageDisk Formatting WinaashishPas encore d'évaluation
- Software Engineer - Front End: Key ResponsibilitiesDocument2 pagesSoftware Engineer - Front End: Key ResponsibilitiesaashishPas encore d'évaluation
- Proposed Scheme 2014-15 BE MECH Final PDFDocument177 pagesProposed Scheme 2014-15 BE MECH Final PDFaashishPas encore d'évaluation
- MSL PicDocument1 pageMSL PicaashishPas encore d'évaluation
- TRG RportDocument14 pagesTRG RportaashishPas encore d'évaluation
- WA0032 RBI NotificationDocument3 pagesWA0032 RBI NotificationPGurusPas encore d'évaluation
- Bourdon1 PPSXDocument13 pagesBourdon1 PPSXaashishPas encore d'évaluation
- WA0032 RBI NotificationDocument3 pagesWA0032 RBI NotificationPGurusPas encore d'évaluation
- Powder MetallurgyDocument7 pagesPowder MetallurgyManjunath GowdaPas encore d'évaluation
- HermiteDocument2 pagesHermiteaashishPas encore d'évaluation
- HexagonDocument2 pagesHexagonaashishPas encore d'évaluation
- Ace CVDocument3 pagesAce CVaashish100% (1)
- Bogie SectionDocument5 pagesBogie SectionaashishPas encore d'évaluation
- Ph.D. Application to IISER Mohali Dept. of Biological SciencesDocument1 pagePh.D. Application to IISER Mohali Dept. of Biological SciencesaashishPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Explosion Light & Fittings Brochure 2023Document23 pagesExplosion Light & Fittings Brochure 2023hashibpervez.shvenergybdPas encore d'évaluation
- Compound Wall Tender for KadapaDocument90 pagesCompound Wall Tender for Kadapadiv_misPas encore d'évaluation
- IPE SakibBhaiMagicChothaDocument55 pagesIPE SakibBhaiMagicChothaTousif SadmanPas encore d'évaluation
- CPAR Summary ReportDocument7 pagesCPAR Summary ReportVandana MehraPas encore d'évaluation
- EMAN11Document3 pagesEMAN11Borje DelonPas encore d'évaluation
- Ladle Flow Control Refractories and EquipmentTITLELadle Control Refractory SolutionsDocument8 pagesLadle Flow Control Refractories and EquipmentTITLELadle Control Refractory SolutionsÍcaro GavaPas encore d'évaluation
- Fluid and Power Products 757Document6 pagesFluid and Power Products 757Panagiotis DiakidisPas encore d'évaluation
- Field Training at Gaiban Builders and Developers, IchalkarajiDocument30 pagesField Training at Gaiban Builders and Developers, IchalkarajiSameer Satpute100% (1)
- T&D Equipment Covering All Product DivisionsDocument59 pagesT&D Equipment Covering All Product Divisionssenthil.39667410Pas encore d'évaluation
- Automatic Flight Control SystemsDocument610 pagesAutomatic Flight Control SystemsEmmanuel Constantino Vargas100% (1)
- Group 4: Amit Sarda - Esha Sharma - Meeta Arya - Swati SachdevaDocument8 pagesGroup 4: Amit Sarda - Esha Sharma - Meeta Arya - Swati SachdevaAmit SardaPas encore d'évaluation
- B2B Chapter 12 - GRP PresentationDocument18 pagesB2B Chapter 12 - GRP PresentationsbhongadePas encore d'évaluation
- EN VEGASWING 61 Relay (DPDT)Document40 pagesEN VEGASWING 61 Relay (DPDT)Fredy TorresPas encore d'évaluation
- MVP TemplateDocument24 pagesMVP Templatepriyanka jainPas encore d'évaluation
- Introduction To Tibco BusinessworksDocument53 pagesIntroduction To Tibco BusinessworksChandrashakerMadepallyPas encore d'évaluation
- Opening Ceremony ScriptDocument4 pagesOpening Ceremony ScriptKristine De Leon DelantePas encore d'évaluation
- From Research To Revenue: Module 3: Preparation of Patent Search & Analysis ReportDocument34 pagesFrom Research To Revenue: Module 3: Preparation of Patent Search & Analysis ReportBanty MehtaPas encore d'évaluation
- MTCDocument6 pagesMTCNauman Zia100% (1)
- Lotus and F1 Engines: A History of InnovationDocument10 pagesLotus and F1 Engines: A History of InnovationshahrizalPas encore d'évaluation
- 5B3 PDFDocument4 pages5B3 PDFWilber LucasPas encore d'évaluation
- Byk B-G 7 Disperbyk-Tf enDocument2 pagesByk B-G 7 Disperbyk-Tf enAlvaro Nerviani AltieriPas encore d'évaluation
- Supplier Audit FormDocument11 pagesSupplier Audit FormXionPas encore d'évaluation
- PDF Sample of Bill of MaterialsDocument10 pagesPDF Sample of Bill of MaterialsJAMES LEBRONPas encore d'évaluation
- ITIL Foundation Examination Sample A v5.1Document11 pagesITIL Foundation Examination Sample A v5.1Vanchhit KharePas encore d'évaluation
- Oracle R12 iSupplier User Guide: View Invoices & PaymentsDocument50 pagesOracle R12 iSupplier User Guide: View Invoices & PaymentsConrad RodricksPas encore d'évaluation
- August 2016 - InternationalDocument88 pagesAugust 2016 - InternationalLeonardo GarroPas encore d'évaluation
- Khusna 1805 5275 1 Ed Cipto 6Document8 pagesKhusna 1805 5275 1 Ed Cipto 6AROTE ADVENTUREPas encore d'évaluation
- MasterControl Change Control™Document2 pagesMasterControl Change Control™mastercontroldotcomPas encore d'évaluation
- Indexable Drills - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDocument7 pagesIndexable Drills - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsPas encore d'évaluation
- Knorr Bremse TebsDocument6 pagesKnorr Bremse Tebsenzo7259Pas encore d'évaluation