Vous aimerez peut-être aussi
- Ejercicio 19 CódigoDocument2 pagesEjercicio 19 CódigoSaurumBlackPas encore d'évaluation
- Parametros DHDocument39 pagesParametros DHSaurumBlackPas encore d'évaluation
- Orientación 2Document24 pagesOrientación 2SaurumBlackPas encore d'évaluation
- EjerciciosGradosDeLibertad2 RodriguezDiegoDocument13 pagesEjerciciosGradosDeLibertad2 RodriguezDiegoSaurumBlackPas encore d'évaluation
- 11 EjercicioDocument1 page11 EjercicioSaurumBlackPas encore d'évaluation
- 7 EjercicioDocument2 pages7 EjercicioSaurumBlackPas encore d'évaluation
- 12 ImpulsoDocument2 pages12 ImpulsoSaurumBlackPas encore d'évaluation
- D3-1 MasabandaJDocument7 pagesD3-1 MasabandaJSaurumBlackPas encore d'évaluation
- Tema 4 Flip-Flops 2009Document70 pagesTema 4 Flip-Flops 2009cibd12Pas encore d'évaluation
- 1 Ejercicio1Document1 page1 Ejercicio1SaurumBlackPas encore d'évaluation
- AnalisisDocument2 pagesAnalisisSaurumBlackPas encore d'évaluation
- 5 EjercicioDocument2 pages5 EjercicioSaurumBlackPas encore d'évaluation
- 12 EscalonDocument2 pages12 EscalonSaurumBlackPas encore d'évaluation
- TRABAJO 2da UNIDADDocument10 pagesTRABAJO 2da UNIDADSaurumBlackPas encore d'évaluation
- AnalisisDocument2 pagesAnalisisSaurumBlackPas encore d'évaluation
- D3-1 MasabandaJDocument7 pagesD3-1 MasabandaJSaurumBlackPas encore d'évaluation
- CaratulaDocument1 pageCaratulaSaurumBlackPas encore d'évaluation
- D3-2 Masabanda JDocument5 pagesD3-2 Masabanda JSaurumBlackPas encore d'évaluation
- Comprobación Por MatlabDocument2 pagesComprobación Por MatlabSaurumBlackPas encore d'évaluation
- Proyecto3 Grupo4 ImuesGeovanny MasabandaJavierDocument60 pagesProyecto3 Grupo4 ImuesGeovanny MasabandaJavierSaurumBlackPas encore d'évaluation
- Proyecto 3ra U Sistemas de Control 202051Document2 pagesProyecto 3ra U Sistemas de Control 202051SaurumBlackPas encore d'évaluation
- CaratulaDocument1 pageCaratulaSaurumBlackPas encore d'évaluation
- Deber 3.2 - Masabanda Javier - 5609Document8 pagesDeber 3.2 - Masabanda Javier - 5609SaurumBlackPas encore d'évaluation
- Propuesta de ProyectoDocument2 pagesPropuesta de ProyectoSaurumBlackPas encore d'évaluation
- Bomba CavitacionDocument2 pagesBomba CavitacionSaurumBlackPas encore d'évaluation
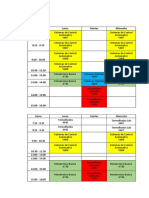
- Horario 2020Document4 pagesHorario 2020SaurumBlackPas encore d'évaluation
- Proyecto3 Grupo4Document45 pagesProyecto3 Grupo4SaurumBlackPas encore d'évaluation
- Piezas SoldadasDocument43 pagesPiezas SoldadasSaurumBlackPas encore d'évaluation
- Modelado de Sistemas DinamicosDocument48 pagesModelado de Sistemas DinamicosEfrain Anselmo0% (1)
- Tablas Lab 1Document5 pagesTablas Lab 1SaurumBlackPas encore d'évaluation
- Diplomacia AmbientalDocument25 pagesDiplomacia AmbientalSebastian VictoriaPas encore d'évaluation
- Ética Profesional en EducaciónDocument13 pagesÉtica Profesional en EducaciónCristian Javier Moguel RamírezPas encore d'évaluation
- Soy AsertivoDocument2 pagesSoy Asertivoalexg_298379Pas encore d'évaluation
- Ciclo BiogeoquímicoDocument3 pagesCiclo BiogeoquímicoDaniel Apolos Zamora VasquezPas encore d'évaluation
- (CC) (25494735) Carmen Rosa Delgado de Pino 3Document1 page(CC) (25494735) Carmen Rosa Delgado de Pino 3Daniel Alejandro Rojas JoaquiPas encore d'évaluation
- INFO2020 - Taller de Illustrator PDFDocument3 pagesINFO2020 - Taller de Illustrator PDFleidy seguraPas encore d'évaluation
- Control Automático de Un Motor de C.D.Document3 pagesControl Automático de Un Motor de C.D.Alondran Torres PerezPas encore d'évaluation
- Paper Técnico 4 Lecciones Aportadas Por El Terremoto de Caracas A La IncorporacióDocument25 pagesPaper Técnico 4 Lecciones Aportadas Por El Terremoto de Caracas A La IncorporacióNayla VelazcoPas encore d'évaluation
- Componentes Fisicos de La Infraestructura Del TransporteDocument20 pagesComponentes Fisicos de La Infraestructura Del TransporteAndrés AsturiasPas encore d'évaluation
- Pruebas Estdidticas HomosteseacidadDocument36 pagesPruebas Estdidticas HomosteseacidadLaura GuarguatiPas encore d'évaluation
- Tiempos Verbales en Inglés.Document41 pagesTiempos Verbales en Inglés.Rafael SánchezPas encore d'évaluation
- Brochure de Big DataDocument9 pagesBrochure de Big Dataeduardo_soriano_36Pas encore d'évaluation
- s8 3 Prim Dia 2Document5 pagess8 3 Prim Dia 2Kiara Isabella Chambergo LibonPas encore d'évaluation
- Martin Del Campo-Perez - Maria Elena-M1c3g27-144-1Document4 pagesMartin Del Campo-Perez - Maria Elena-M1c3g27-144-1Angel Hassiel Martin del CampoPas encore d'évaluation
- Matriz de Riesgo Psicosocial Actividad 6Document11 pagesMatriz de Riesgo Psicosocial Actividad 6Diana Colorado0% (1)
- Sopa de Letras de Propiedades de Los MetalesDocument1 pageSopa de Letras de Propiedades de Los MetalesKitzel Freyre Castro50% (2)
- Investigacion Anova Por Bloques Bocos Unidad 4 Estadistica Infenrencial 2Document14 pagesInvestigacion Anova Por Bloques Bocos Unidad 4 Estadistica Infenrencial 2Iván JuncoPas encore d'évaluation
- Qué Es El Método CuantitativoDocument10 pagesQué Es El Método Cuantitativoluis perezPas encore d'évaluation
- Inteligencia de Parámetros DiapositivasDocument25 pagesInteligencia de Parámetros DiapositivasPastorita Graterol100% (2)
- Circuitos RectificadoresDocument7 pagesCircuitos Rectificadoresfrancisco martinezPas encore d'évaluation
- Extinción de Los Dinosaurios InformaciónDocument9 pagesExtinción de Los Dinosaurios InformaciónSantiago AriasPas encore d'évaluation
- YanakonaDocument98 pagesYanakonaAngela WhsmPas encore d'évaluation
- Análisis y Crítica Literaria. Métodos, Instrumentos y Técnicas.Document9 pagesAnálisis y Crítica Literaria. Métodos, Instrumentos y Técnicas.Ernesto Piñeiro GarcíaPas encore d'évaluation
- Didactica Del Vocabulario en La Eso Estudio Empirico 0Document545 pagesDidactica Del Vocabulario en La Eso Estudio Empirico 0DulceminiminePas encore d'évaluation
- Textos GAMDocument163 pagesTextos GAMequipotag100% (1)
- Avanti 2.0Document7 pagesAvanti 2.0jpabloextPas encore d'évaluation
- AST ModificadoDocument2 pagesAST ModificadoQG QG AndrésPas encore d'évaluation
- Actividad 3.1Document4 pagesActividad 3.1Daniela RamosPas encore d'évaluation
- 16S 1650 IVECO O.D.-nº 0091 008 006-Fev-2005 - 1297095070-071 - 092 PDFDocument43 pages16S 1650 IVECO O.D.-nº 0091 008 006-Fev-2005 - 1297095070-071 - 092 PDFÁlvaro Ricardo Lopatiuk100% (1)
- 400115-CBS-QA-PRO-002-F01 Formato de EncuestaDocument2 pages400115-CBS-QA-PRO-002-F01 Formato de EncuestaWalter de la Cruz RamirezPas encore d'évaluation