Vous aimerez peut-être aussi
- Estudios de Ad en Un Acero Able Super Duplex Uns32760-3ra Entrega-Rev1Document57 pagesEstudios de Ad en Un Acero Able Super Duplex Uns32760-3ra Entrega-Rev1chiliano23Pas encore d'évaluation
- Soldadura Por Gas y Oxiacetilénica para EntregaDocument29 pagesSoldadura Por Gas y Oxiacetilénica para EntregaCastro Molina LauraPas encore d'évaluation
- Fcaw TR1Document12 pagesFcaw TR1takeo Ramos chaconPas encore d'évaluation
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Aceros Debilmnte Aleados Resistente A Bajas TemperaturasDocument44 pagesAceros Debilmnte Aleados Resistente A Bajas TemperaturasRodrigo Cariz100% (2)
- Zuncho 15Document36 pagesZuncho 15Juan Carlos Vielma PerezPas encore d'évaluation
- Soldadura Entre Materiales DisimilesDocument35 pagesSoldadura Entre Materiales Disimilesarturoas77100% (1)
- Fcaw TR1Document10 pagesFcaw TR1takeo Ramos chaconPas encore d'évaluation
- Soldadura de MantenimientoDocument26 pagesSoldadura de MantenimientoLuis JaramilloPas encore d'évaluation
- Proceso GMAW PDFDocument89 pagesProceso GMAW PDFcristianmatusPas encore d'évaluation
- Conformado y curvado en la fabricación de tuberías. FMEC0108D'EverandConformado y curvado en la fabricación de tuberías. FMEC0108Pas encore d'évaluation
- 6ta Practica de Soldadura 1Document6 pages6ta Practica de Soldadura 1Felipe Romario Hilario QuispePas encore d'évaluation
- T-1-2-Rev 1 SOLDEO OXIGAS PDFDocument56 pagesT-1-2-Rev 1 SOLDEO OXIGAS PDFHilario Serrano FloresPas encore d'évaluation
- Taller 2Document21 pagesTaller 2Antonio AguilarPas encore d'évaluation
- Cap1 Nitruraión GaseosaDocument4 pagesCap1 Nitruraión GaseosajorgePas encore d'évaluation
- End Tubos de CalderasDocument12 pagesEnd Tubos de CalderasJIMYJJJHHHPas encore d'évaluation
- Tema 2 (Aceros Al Carbono)Document18 pagesTema 2 (Aceros Al Carbono)Luis Diaz-TriasPas encore d'évaluation
- Uniones Permanentes PDFDocument73 pagesUniones Permanentes PDFCarol Luz Chavez ChambillaPas encore d'évaluation
- Soldadura PDFDocument156 pagesSoldadura PDFHernando GuerreroPas encore d'évaluation
- Soldaduras Criticas y Seguridad en Estructuras Metálicas PDFDocument172 pagesSoldaduras Criticas y Seguridad en Estructuras Metálicas PDFcentaury2013Pas encore d'évaluation
- Tesis para El SENATI (VºBº) ...Document79 pagesTesis para El SENATI (VºBº) ...Aldo Aspilcueta Caya100% (4)
- Oxifuel WeldingDocument26 pagesOxifuel WeldingJuan Carlos Mamani. CalisayaPas encore d'évaluation
- Informe Procesos de SoldaduraDocument11 pagesInforme Procesos de SoldaduraViviana UrregoPas encore d'évaluation
- Soldeo OxigasDocument56 pagesSoldeo OxigasEdison GonzPas encore d'évaluation
- Manual para El Tratamiento TermicoDocument44 pagesManual para El Tratamiento TermicoALEJANDRO BERNAL SALAMANCAPas encore d'évaluation
- 12 Metalurgia Secundaria II y TerciariaDocument22 pages12 Metalurgia Secundaria II y TerciariaChristian Huerta SolanoPas encore d'évaluation
- Tema 1. - Introduccion Estructuras de AceroDocument128 pagesTema 1. - Introduccion Estructuras de AceroBoris Jickson Campos ZapataPas encore d'évaluation
- Zuncho-15 Soldadura PDFDocument36 pagesZuncho-15 Soldadura PDFRamon GutierrezPas encore d'évaluation
- Tubería Sin CosturaDocument17 pagesTubería Sin CosturaSara MontoyaPas encore d'évaluation
- SeminarioDocument101 pagesSeminarioLuis Oliva100% (1)
- Soldadura de Alambre TubularDocument122 pagesSoldadura de Alambre Tubularalberto celedonio garcia100% (1)
- Propiedades Mecánicas de Acero API 5L para Conducción de Hidrocarburos y GasDocument36 pagesPropiedades Mecánicas de Acero API 5L para Conducción de Hidrocarburos y GasAlejandra CarrilloPas encore d'évaluation
- Diplomado Gmaw ModificadoDocument54 pagesDiplomado Gmaw ModificadoTzory RmrzPas encore d'évaluation
- Manual de Soldadura 2015v2 PDFDocument207 pagesManual de Soldadura 2015v2 PDFc.bruscoPas encore d'évaluation
- Fatiga Creep SuperaleacionesDocument140 pagesFatiga Creep SuperaleacionesPedro JavierPas encore d'évaluation
- TEMA-Soldadura TIGDocument11 pagesTEMA-Soldadura TIGPaula Rodríguez CastroPas encore d'évaluation
- Laboratorio Saw.Document11 pagesLaboratorio Saw.Braulio ala andiaPas encore d'évaluation
- Curso de Soldadura y Corte de MaterialesDocument353 pagesCurso de Soldadura y Corte de Materialesedgard81Pas encore d'évaluation
- Tr2. Tecnología de La SoldaduraDocument9 pagesTr2. Tecnología de La SoldaduraEsthefany AmiasPas encore d'évaluation
- Procesos de Soldadura FinalDocument25 pagesProcesos de Soldadura Finalkrloz9999Pas encore d'évaluation
- Cuestionario Cursos ASMEDocument60 pagesCuestionario Cursos ASMEOrlando1949Pas encore d'évaluation
- Cuestionario de Soldadura Por Resistencia y Por LlamaDocument4 pagesCuestionario de Soldadura Por Resistencia y Por LlamaPatricia VelazquezPas encore d'évaluation
- Soldadura 20 Por 20 Arco 20 Sumergido 20 Curso 20 CompletoDocument78 pagesSoldadura 20 Por 20 Arco 20 Sumergido 20 Curso 20 Completonico10_thebestPas encore d'évaluation
- Soldadura IpnDocument18 pagesSoldadura IpnCristianIgnacioPerezLanderoPas encore d'évaluation
- Conf 11. PT II. Proceso SAWDocument10 pagesConf 11. PT II. Proceso SAWDenis Enrique Pino PuentePas encore d'évaluation
- Predial EspDocument105 pagesPredial EspJosé GabrielPas encore d'évaluation
- Proceso FCAWDocument34 pagesProceso FCAWJuan GranaraPas encore d'évaluation
- Esposión de LenguajeDocument5 pagesEsposión de LenguajeREYNA ISABEL RAMOS HINOSTROZAPas encore d'évaluation
- Banco de PreguntasDocument10 pagesBanco de PreguntasFernanda AvilésPas encore d'évaluation
- Trabajo de SoldaduraDocument65 pagesTrabajo de SoldaduraAndres GarciaPas encore d'évaluation
- Aleaciones Cromo-MolibdenoDocument51 pagesAleaciones Cromo-Molibdenolakarabin100% (2)
- Manual Soldadura Básica Uni3 PDFDocument11 pagesManual Soldadura Básica Uni3 PDFCamilo GeovannyPas encore d'évaluation
- Tema 1Document44 pagesTema 1Luis Diaz-TriasPas encore d'évaluation
- Aceros Criogenicos - Cancio AlataDocument72 pagesAceros Criogenicos - Cancio AlataCOMITE ELECTORAL DESCENTRALIZADO - ICAPas encore d'évaluation
- Bitácora Proyecto Final SoldaduraDocument20 pagesBitácora Proyecto Final SoldaduraMiguel Arcos ArevaloPas encore d'évaluation
- PCDM P3 VGJJ 8115Document13 pagesPCDM P3 VGJJ 8115Jesus Ska VergaraPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210D'EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Évaluation : 5 sur 5 étoiles5/5 (1)
- Inventario HazMat ATHDocument1 pageInventario HazMat ATHJ.CarrascoPas encore d'évaluation
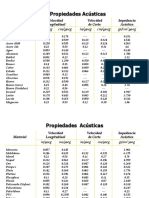
- D1 Tabla de Velocidades SonidoDocument2 pagesD1 Tabla de Velocidades SonidoJ.CarrascoPas encore d'évaluation
- Ultrasonido TofdDocument10 pagesUltrasonido TofdJ.Carrasco100% (1)
- Vocabulario de InglesDocument15 pagesVocabulario de InglesJ.CarrascoPas encore d'évaluation
- Retos de La Ing. Qca.Document13 pagesRetos de La Ing. Qca.J.CarrascoPas encore d'évaluation
- Qué Son Las AmunasDocument2 pagesQué Son Las AmunasJ.Carrasco67% (3)
- NCh290 1960 PDFDocument21 pagesNCh290 1960 PDFNabucodonosor6969Pas encore d'évaluation
- Tenacito 65 PDFDocument1 pageTenacito 65 PDFRomeroPas encore d'évaluation
- Diligenciamiento de Permisos para Trabajos en CalienteDocument4 pagesDiligenciamiento de Permisos para Trabajos en CalienteYenifer Bustamante PuelloPas encore d'évaluation
- Practica 02 - SOLDADURA CON ARCO ELECTRICO 1505Document12 pagesPractica 02 - SOLDADURA CON ARCO ELECTRICO 1505Sarahi DueñasPas encore d'évaluation
- Tipos de Procesos para La Manufactura de PolímerosDocument7 pagesTipos de Procesos para La Manufactura de Polímeroslubitt100% (3)
- Ficha Tecnica Soldadura SawDocument5 pagesFicha Tecnica Soldadura SawRoger RoaPas encore d'évaluation
- Diseño de Lineas de Transmision AereasDocument40 pagesDiseño de Lineas de Transmision AereasCristian Chata ClarosPas encore d'évaluation
- Informe de Practicas 1Document74 pagesInforme de Practicas 1Jacob QC100% (4)
- 020 Procedimiento Trabajo Seguro Con SoldaduraDocument12 pages020 Procedimiento Trabajo Seguro Con SoldaduraJennyAroca100% (1)
- Catalogo 1Document10 pagesCatalogo 1Jimmy David Espinoza MejiaPas encore d'évaluation
- Practicasdiseno PDFDocument41 pagesPracticasdiseno PDFBerny CuevasPas encore d'évaluation
- MONOMERODEMETILMETACRILATODocument5 pagesMONOMERODEMETILMETACRILATOYuri LandaPas encore d'évaluation
- Manual de Contratistas VehicostaDocument11 pagesManual de Contratistas Vehicostacoordinadora hseqPas encore d'évaluation
- Jammer Slot Machine PDFDocument9 pagesJammer Slot Machine PDFmongongo100% (1)
- Ingenieros Técnicos Arsenales Armada 41-73Document11 pagesIngenieros Técnicos Arsenales Armada 41-73Calumnia SupersónicaPas encore d'évaluation
- Estudios Realizados de Naves IndustrialesDocument45 pagesEstudios Realizados de Naves IndustrialesGeorge Luigui VTPas encore d'évaluation
- Utensilios de Silicona en Contacto Con AlimentosDocument35 pagesUtensilios de Silicona en Contacto Con AlimentosGeorgi Peragallo SommerPas encore d'évaluation
- Cuaderno de Informe Semanal 1 Soldadura de MantenimientoDocument13 pagesCuaderno de Informe Semanal 1 Soldadura de MantenimientoFernando Milla DavalosPas encore d'évaluation
- Anclajes NS-060-v.0.1 PDFDocument26 pagesAnclajes NS-060-v.0.1 PDFdnavarroPas encore d'évaluation
- Seguridad Trabajo en Caliente - SoldaduraDocument36 pagesSeguridad Trabajo en Caliente - Soldaduratatiana simancaPas encore d'évaluation
- Diseño Del Sistema de Sustentación de Un Horno de Crisol Basculante en El Laboratorio de Materiales y Procesos de La Universidad de CórdobaDocument32 pagesDiseño Del Sistema de Sustentación de Un Horno de Crisol Basculante en El Laboratorio de Materiales y Procesos de La Universidad de CórdobaWil GaviriaPas encore d'évaluation
- 4491 GMS PT Rudel 11 18Document12 pages4491 GMS PT Rudel 11 18sergioPas encore d'évaluation
- Ficha Técnica Maquina para SoldarDocument1 pageFicha Técnica Maquina para SoldarMari LópezPas encore d'évaluation
- Plan de Seguridad y Salud en El Trabajo - Jardin Pampa BajaDocument33 pagesPlan de Seguridad y Salud en El Trabajo - Jardin Pampa BajaAlonZo Ticona GarciaPas encore d'évaluation
- Plan de Mantenimiento Maquina de SoldarDocument4 pagesPlan de Mantenimiento Maquina de SoldarProyectos CivilesPas encore d'évaluation
- Sae 4140Document4 pagesSae 4140Jhon Edison Guerrero Galindo100% (1)
- Seguridad Durante La ConstruccionDocument24 pagesSeguridad Durante La ConstruccionJuvenal Quispe PumaPas encore d'évaluation
- Guia 2 Equipos de Protección PersonalDocument8 pagesGuia 2 Equipos de Protección PersonalFrancisco VargasPas encore d'évaluation
- Trabajo de Soldadura de MantenimientoDocument12 pagesTrabajo de Soldadura de MantenimientoCarla Gonzales EstradaPas encore d'évaluation
- Fichas Técnicas-Fcaw Esab-Aba-Ago-12-2014 PDFDocument17 pagesFichas Técnicas-Fcaw Esab-Aba-Ago-12-2014 PDFcaterineflorezPas encore d'évaluation