Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Glass and Glazing (Document)Document10 pagesGlass and Glazing (Document)maygracedigolPas encore d'évaluation
- Innovation in Civil Engineering 369Document20 pagesInnovation in Civil Engineering 369talatzahoorPas encore d'évaluation
- AP Silane BrochureDocument8 pagesAP Silane BrochureJose CastroPas encore d'évaluation
- Unsupported Edge Conditions of Insulating Glass UnitsDocument7 pagesUnsupported Edge Conditions of Insulating Glass UnitsAhmet Hüner100% (1)
- AY17 14 Anglo Scandinavian FindsDocument244 pagesAY17 14 Anglo Scandinavian FindsRichListerPas encore d'évaluation
- Benson's BurstsDocument5 pagesBenson's Burstsdcastrelos2000Pas encore d'évaluation
- Benson's BurstsDocument5 pagesBenson's Burstsdcastrelos2000Pas encore d'évaluation
- Active Loads and Signal Current ControlDocument10 pagesActive Loads and Signal Current ControlyogimgurtPas encore d'évaluation
- Measuring Junction NoiseDocument7 pagesMeasuring Junction Noisedcastrelos2000Pas encore d'évaluation
- ESL DesignDocument13 pagesESL Designdcastrelos20000% (1)
- 16-Bit D-Type Flip-Flop with 3-State Outputs PI74ALVTC16374Document9 pages16-Bit D-Type Flip-Flop with 3-State Outputs PI74ALVTC16374dcastrelos2000Pas encore d'évaluation
- Servo BiasDocument3 pagesServo Biasdcastrelos2000Pas encore d'évaluation
- BSC MathCadDocument11 pagesBSC MathCaddcastrelos2000Pas encore d'évaluation
- Semiconductor Application NoteDocument10 pagesSemiconductor Application NoteFarshad yazdi100% (2)
- Active Loads and Signal Current ControlDocument10 pagesActive Loads and Signal Current ControlyogimgurtPas encore d'évaluation
- Servo BiasDocument3 pagesServo Biasdcastrelos2000Pas encore d'évaluation
- Measuring Measuring Mics PDFDocument3 pagesMeasuring Measuring Mics PDFdcastrelos2000Pas encore d'évaluation
- Hattifant TPballs 2 A4.compressed PDFDocument1 pageHattifant TPballs 2 A4.compressed PDFdcastrelos2000Pas encore d'évaluation
- Honeywell Thermostat CM61NGDocument2 pagesHoneywell Thermostat CM61NGdcastrelos2000Pas encore d'évaluation
- Physics of Microwave OvenDocument8 pagesPhysics of Microwave Ovenabdel100% (1)
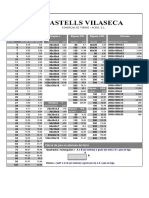
- Taula de Pesos I Mides de Tubs Rectangulars, Rodons I QuadratsDocument1 pageTaula de Pesos I Mides de Tubs Rectangulars, Rodons I Quadratsdcastrelos2000Pas encore d'évaluation
- FLIR Lepton Data BriefDocument50 pagesFLIR Lepton Data BriefcbspfrsPas encore d'évaluation
- Rodons Angles Bigues PlanxesDocument1 pageRodons Angles Bigues Planxesdcastrelos2000Pas encore d'évaluation
- ThesisteslaDocument96 pagesThesisteslangelectronic5226Pas encore d'évaluation
- Development of Low-Cost Tesla Transformer For High Performance Testing 115 KV Line Post InsulatorDocument5 pagesDevelopment of Low-Cost Tesla Transformer For High Performance Testing 115 KV Line Post Insulatordcastrelos2000Pas encore d'évaluation
- Index PDFDocument15 pagesIndex PDFdcastrelos2000Pas encore d'évaluation
- Technical Data!Document19 pagesTechnical Data!Emi CurlettoPas encore d'évaluation
- 26 June 2014 Webcast TDocument34 pages26 June 2014 Webcast Tdcastrelos2000Pas encore d'évaluation
- Chapter 2Document10 pagesChapter 2Amara BhargavPas encore d'évaluation
- Eupl enDocument7 pagesEupl enMing LiPas encore d'évaluation
- Kasp10.0 Rescue Disk enDocument81 pagesKasp10.0 Rescue Disk enHarilal SajanPas encore d'évaluation
- Toc PDFDocument15 pagesToc PDFdcastrelos2000Pas encore d'évaluation
- Power Topologies Quick Reference Guide: 5 DpnqpxfsupqpmphjftDocument7 pagesPower Topologies Quick Reference Guide: 5 Dpnqpxfsupqpmphjftdcastrelos2000Pas encore d'évaluation
- 5990 6999en PDFDocument7 pages5990 6999en PDFdcastrelos2000Pas encore d'évaluation
- ReadmeDocument2 pagesReadmewrite2arshad_mPas encore d'évaluation
- Glass Wool: General InformationDocument1 pageGlass Wool: General InformationYoutube TesterPas encore d'évaluation
- JICA WACS Manual Content FINALDocument62 pagesJICA WACS Manual Content FINALrjunaoPas encore d'évaluation
- Tiles Tiles Vitrified Tiles Vitrified Tiles Tiles: Store Location Product CatalogueDocument7 pagesTiles Tiles Vitrified Tiles Vitrified Tiles Tiles: Store Location Product CatalogueAmul KotharkarPas encore d'évaluation
- Fernandes 2019Document8 pagesFernandes 2019Jagan KbPas encore d'évaluation
- Materials: Comparison of Tensile and Compressive Properties of Carbon/Glass Interlayer and Intralayer Hybrid CompositesDocument13 pagesMaterials: Comparison of Tensile and Compressive Properties of Carbon/Glass Interlayer and Intralayer Hybrid CompositesSima DragosPas encore d'évaluation
- Windows, Doors and AccessoriesDocument18 pagesWindows, Doors and Accessoriesmatthew cometaPas encore d'évaluation
- Glass Configurator Datasheet 2023 03 27Document1 pageGlass Configurator Datasheet 2023 03 27Satrio PrakosoPas encore d'évaluation
- Ceramics, Glasses, and Superconductors Processing TechniquesDocument44 pagesCeramics, Glasses, and Superconductors Processing TechniquesSuleman Ayub100% (1)
- 10 1016@j Jnoncrysol 2015 11 028Document8 pages10 1016@j Jnoncrysol 2015 11 028Renato EvangelistaPas encore d'évaluation
- Indian Standard: Specification For Optical GlassDocument14 pagesIndian Standard: Specification For Optical GlassShalini ShanmugamPas encore d'évaluation
- University Physics Problems Chapter 17Document7 pagesUniversity Physics Problems Chapter 17Antigoni KolisiatiPas encore d'évaluation
- Physical or Chemical Change. Matter. Science EdelvivesDocument5 pagesPhysical or Chemical Change. Matter. Science EdelvivesBLANCA MASEROPas encore d'évaluation
- 10.2478 - Plua 2021 0020 PDFDocument8 pages10.2478 - Plua 2021 0020 PDFFarid MumarePas encore d'évaluation
- Astm G21 13Document5 pagesAstm G21 13AbinashBeheraPas encore d'évaluation
- Cookpot Consequences: Material LessonsDocument20 pagesCookpot Consequences: Material LessonsNPas encore d'évaluation
- Ultra Performance Building Materials: A Need of HourDocument29 pagesUltra Performance Building Materials: A Need of Hourvsrinath7_102555994Pas encore d'évaluation
- Brochure Vision-Lite SGDocument2 pagesBrochure Vision-Lite SGFrancisco FerreiraPas encore d'évaluation
- Lab Glass Stopcock For All PurposesDocument10 pagesLab Glass Stopcock For All PurposesFERMAR SCPas encore d'évaluation
- Hocking - Springerverlag.energy Use of 5 Different CupsDocument11 pagesHocking - Springerverlag.energy Use of 5 Different CupsSahil BansalPas encore d'évaluation
- Economic Mineral UsesDocument15 pagesEconomic Mineral UsesReynaldo NovianPas encore d'évaluation
- Glass Configurator Datasheet 2023 12 14Document2 pagesGlass Configurator Datasheet 2023 12 14Vinay SrivastavaPas encore d'évaluation
- IMO Resolution MSC 307(88) Test ReportDocument10 pagesIMO Resolution MSC 307(88) Test ReporthozanPas encore d'évaluation
- Fiber GlassDocument5 pagesFiber GlassJeffery NguPas encore d'évaluation
- Visual Flow Indicator With Flap & Scale Plate PDFDocument2 pagesVisual Flow Indicator With Flap & Scale Plate PDFClarkFedele27Pas encore d'évaluation
- Quality Guidelines For Doors and WindowsDocument9 pagesQuality Guidelines For Doors and WindowsPavan BurraPas encore d'évaluation