Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
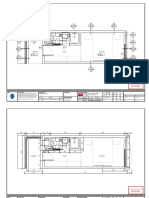
- Conopy & Passge WayDocument5 pagesConopy & Passge WayPaul KwongPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- 5.2.2 Excavation & FillingDocument6 pages5.2.2 Excavation & FillingPaul KwongPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Tender Presentation: Qingjian International (Myanmar) Group Development Co., LTDDocument1 pageTender Presentation: Qingjian International (Myanmar) Group Development Co., LTDPaul KwongPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Analysis of Myanmar Foreign Investment Law - Part 2Document5 pagesAnalysis of Myanmar Foreign Investment Law - Part 2Paul KwongPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 5.2.1 Concrete WorksDocument23 pages5.2.1 Concrete WorksPaul KwongPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- YCDC Notification No 9 1999Document16 pagesYCDC Notification No 9 1999Paul KwongPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Tax Flow ChartDocument1 pageTax Flow ChartPaul KwongPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- 5.2.3 Piling WorksDocument12 pages5.2.3 Piling WorksPaul KwongPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Architectural Material Specification for SC Auto Bus FactoryDocument4 pagesArchitectural Material Specification for SC Auto Bus FactoryPaul Kwong100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Vetting Sheet SampleDocument4 pagesVetting Sheet SamplePaul KwongPas encore d'évaluation
- Analysis of Myanmar's Foreign Investment Law - Part 1Document3 pagesAnalysis of Myanmar's Foreign Investment Law - Part 1Paul KwongPas encore d'évaluation
- Colliers International Yangon Condominium Report 4Q 2014Document4 pagesColliers International Yangon Condominium Report 4Q 2014Paul KwongPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Construction and Infrastructure Developments in Myanmar Feb 2014Document3 pagesConstruction and Infrastructure Developments in Myanmar Feb 2014Paul KwongPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- YCDC Notification No 9 1999Document16 pagesYCDC Notification No 9 1999Paul KwongPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Food and Beverage To Myanmar (Australia)Document5 pagesFood and Beverage To Myanmar (Australia)Paul KwongPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Doing Business in BurmaDocument2 pagesDoing Business in BurmaPaul KwongPas encore d'évaluation
- How To Develop Underdeveloped Countries Through Proper PlanningDocument3 pagesHow To Develop Underdeveloped Countries Through Proper PlanningPaul KwongPas encore d'évaluation
- Doing Business in Burma - Commercial Guide 2014 (US)Document68 pagesDoing Business in Burma - Commercial Guide 2014 (US)Paul KwongPas encore d'évaluation
- How To Develop Underdeveloped Countries Through Proper PlanningDocument3 pagesHow To Develop Underdeveloped Countries Through Proper PlanningPaul KwongPas encore d'évaluation
- Myanmar - A Nation in CrisisDocument19 pagesMyanmar - A Nation in CrisisPaul KwongPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Trade Policy Reform-Myanmar - As of 23 Sept 14Document21 pagesTrade Policy Reform-Myanmar - As of 23 Sept 14Paul KwongPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Myanmar Capital Gains Tax Rates, and Property Income TaxDocument8 pagesMyanmar Capital Gains Tax Rates, and Property Income TaxPaul KwongPas encore d'évaluation
- Material Catalogue Submission List (6-Aug-15)Document2 pagesMaterial Catalogue Submission List (6-Aug-15)Paul KwongPas encore d'évaluation
- Myanmar Government Reverses Prohibition On Foreign WinesDocument2 pagesMyanmar Government Reverses Prohibition On Foreign WinesPaul KwongPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Material Catalogue Submission List (19-Aug-15)Document1 pageMaterial Catalogue Submission List (19-Aug-15)Paul KwongPas encore d'évaluation
- Date Over-Due Don't Need To Submit Revise & Resubmit M&E Shop Drawing Register Combine Service Drawing & Structural Electrical and Mechanical Drawing (CSD & SEM) Updated Date: 25-Jul-15Document36 pagesDate Over-Due Don't Need To Submit Revise & Resubmit M&E Shop Drawing Register Combine Service Drawing & Structural Electrical and Mechanical Drawing (CSD & SEM) Updated Date: 25-Jul-15Paul KwongPas encore d'évaluation
- Myanmar New Tax LawDocument4 pagesMyanmar New Tax LawKo NgePas encore d'évaluation
- Shop Drawings Submission List (6-Aug-15)Document3 pagesShop Drawings Submission List (6-Aug-15)Paul KwongPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Tech SubDocument10 pagesTech SubPaul KwongPas encore d'évaluation
- TEC-042200 - MET-DoR-005 (Method Statement For Rectification For MEP Chasing at Block Walls)Document8 pagesTEC-042200 - MET-DoR-005 (Method Statement For Rectification For MEP Chasing at Block Walls)Alvene TagocPas encore d'évaluation
- MRS-DWG-DD-ST-01-SL-5003 - R0 - Detail - Steel Truss-2Document1 pageMRS-DWG-DD-ST-01-SL-5003 - R0 - Detail - Steel Truss-2arman gauPas encore d'évaluation
- 01 MS For Fcu - PSDocument11 pages01 MS For Fcu - PSASHWANIPas encore d'évaluation
- Final Mechanical SpecsDocument511 pagesFinal Mechanical Specsnour eldinPas encore d'évaluation
- Module 502 Paper 2Document8 pagesModule 502 Paper 2Nsikak EffiongPas encore d'évaluation
- Avida Mech. SpecDocument27 pagesAvida Mech. SpecMike BongolanPas encore d'évaluation
- Methanol injection package requisitionDocument19 pagesMethanol injection package requisitionAyahKenziePas encore d'évaluation
- C0498a-0009 (A) .Xls Pages Inc. Any Attach. 1 of 3Document3 pagesC0498a-0009 (A) .Xls Pages Inc. Any Attach. 1 of 3meeng2014Pas encore d'évaluation
- 2009 GreenbookDocument532 pages2009 GreenbookBonifacio Lopez100% (2)
- Richmond East Primary Care Centre 10551 Shellbridge Way, Suites 90 & 95 Richmond, BCDocument611 pagesRichmond East Primary Care Centre 10551 Shellbridge Way, Suites 90 & 95 Richmond, BCPaola GonzalezPas encore d'évaluation
- Request For Inspection (Rfi) : Project TitleDocument3 pagesRequest For Inspection (Rfi) : Project TitleehteshamPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Pham Hai CV - 08mayDocument5 pagesPham Hai CV - 08mayHieuPas encore d'évaluation
- Sustainability 09 00426 v2Document23 pagesSustainability 09 00426 v2rahul.srivastavaPas encore d'évaluation
- Check List For Alum DoorsDocument2 pagesCheck List For Alum DoorsYash Sharma100% (2)
- Kinds of Drawings Used in ConstructionDocument4 pagesKinds of Drawings Used in ConstructionElvis Jay EmboltorioPas encore d'évaluation
- Art Center Building Omdurman Tropical Diseases Hospital Bill of QuantitiesDocument34 pagesArt Center Building Omdurman Tropical Diseases Hospital Bill of QuantitiesSHASHIDHAR BPas encore d'évaluation
- Ehab Mohamed El-Masry's ResumeDocument16 pagesEhab Mohamed El-Masry's ResumeAhmad RaghebPas encore d'évaluation
- METHOD STATEMENT (Doors, Wardrobes & Vanity)Document18 pagesMETHOD STATEMENT (Doors, Wardrobes & Vanity)Edgar Ardinazo100% (2)
- 2663 Technical SpecificationDocument70 pages2663 Technical SpecificationCgpscAspirantPas encore d'évaluation
- Specs - Steel Pipe For Water TransmissionDocument36 pagesSpecs - Steel Pipe For Water TransmissionWalter Trajada100% (2)
- Ventilation Calculation 1591013185963Document8 pagesVentilation Calculation 1591013185963mak ksaPas encore d'évaluation
- HKIBIM Specification (Rev 3.0Document26 pagesHKIBIM Specification (Rev 3.0juanperez32Pas encore d'évaluation
- PMF-014-COM-056 - 02 Executive Summary of The Monthly Progress ReportDocument22 pagesPMF-014-COM-056 - 02 Executive Summary of The Monthly Progress ReportEng hassan hussienPas encore d'évaluation
- Specialized Allied Design ServicesDocument8 pagesSpecialized Allied Design ServicessmmPas encore d'évaluation
- Alpina Hotel Mockup Room - Architechture DrawingsDocument50 pagesAlpina Hotel Mockup Room - Architechture DrawingsperundingtsteohgmailcomPas encore d'évaluation
- Department of Public Works and HighwaysDocument7 pagesDepartment of Public Works and HighwaysZA TarraPas encore d'évaluation
- HANGERS SUPPORT ROYAL ATLANTIS HVAC PIPING EQUIPMENTDocument8 pagesHANGERS SUPPORT ROYAL ATLANTIS HVAC PIPING EQUIPMENTMY PCPas encore d'évaluation
- Method Statement For Installation of BMS M Tower PDFDocument16 pagesMethod Statement For Installation of BMS M Tower PDFAndrew HivPas encore d'évaluation
- CB 514 - Lec001 - V01Document14 pagesCB 514 - Lec001 - V01b.i.mousaPas encore d'évaluation
- 58-0100 FRP - Process - Vessels PDFDocument20 pages58-0100 FRP - Process - Vessels PDFmayukhguha1988Pas encore d'évaluation