Vous aimerez peut-être aussi
- ESTIMATE by Max FajardoDocument169 pagesESTIMATE by Max FajardoJay-Jay Japs88% (179)
- Const Estimate Made Easy by Engr. Ronald John R. CajillaDocument25 pagesConst Estimate Made Easy by Engr. Ronald John R. CajillaRonna Mae100% (2)
- Itp TransformerDocument2 pagesItp TransformerDwi Mulyanti DwimulyantishopPas encore d'évaluation
- Inspection and Test Plan For Battery Charger PDFDocument5 pagesInspection and Test Plan For Battery Charger PDFkrit_kasemPas encore d'évaluation
- Site Test Report AnalysisDocument32 pagesSite Test Report AnalysisThameemul BuhariPas encore d'évaluation
- 6.6KV Commissioning ProcedureDocument27 pages6.6KV Commissioning Procedurerahul_sun100% (3)
- T&C ManualDocument65 pagesT&C ManualKarthikeyan S100% (1)
- Inspection and Testing Transformer InstallationsDocument37 pagesInspection and Testing Transformer InstallationsJellyn Base100% (1)
- HV Test ProcedureDocument5 pagesHV Test ProcedureMuhammadRizaldiAfriliansyahPas encore d'évaluation
- Battery Charger Test ReportDocument11 pagesBattery Charger Test ReportUtku Can KılıçPas encore d'évaluation
- Current Transformer Testing SWP: 1. Purpose and ScopeDocument9 pagesCurrent Transformer Testing SWP: 1. Purpose and ScopeDEADMANPas encore d'évaluation
- Maintain Substations & Switchgear SafelyDocument7 pagesMaintain Substations & Switchgear Safelynana rustianaPas encore d'évaluation
- Composite, Nano & Bio Materials GuideDocument11 pagesComposite, Nano & Bio Materials Guidebrody100% (1)
- Waste Segregation Practices Among High School Students of Saint Michael College of CaragaDocument61 pagesWaste Segregation Practices Among High School Students of Saint Michael College of CaragaReinan Ezekiel Llagas100% (1)
- Inspection and Test Plan For Power Transformer PDFDocument6 pagesInspection and Test Plan For Power Transformer PDFSiva Kumar100% (1)
- Test Procedure - CT & PTDocument6 pagesTest Procedure - CT & PTmayur dhande100% (1)
- Inspection and Test Plan For Power TransformerDocument6 pagesInspection and Test Plan For Power TransformerkokaanilkumarPas encore d'évaluation
- Testing of TransformersDocument5 pagesTesting of Transformersjinojk100% (1)
- Inspection Procedure For Station Transformer PDFDocument16 pagesInspection Procedure For Station Transformer PDFsingha98100% (1)
- Pre-Commissioning Tests AC Equipment ListDocument5 pagesPre-Commissioning Tests AC Equipment ListnagarajanPas encore d'évaluation
- ITP For Cable Tray - Rev BDocument6 pagesITP For Cable Tray - Rev BDonny Subarja100% (1)
- ITP Electrical New MCCDocument3 pagesITP Electrical New MCCMpuwh 'Riczky Syaputra'Pas encore d'évaluation
- GIS Installation PDFDocument143 pagesGIS Installation PDFHicham Boutouche100% (2)
- Power Transformer Testing & Commissioning Procedure - Rev R0Document16 pagesPower Transformer Testing & Commissioning Procedure - Rev R0nanaPas encore d'évaluation
- Erection and Commissioning of Power TransformerDocument24 pagesErection and Commissioning of Power TransformerAnonymous wl7fgzivP0% (1)
- 220 KV Disconnector Installation Method StatementDocument8 pages220 KV Disconnector Installation Method StatementFareh KhanPas encore d'évaluation
- Erection Procedure For Control Battery - LatestDocument12 pagesErection Procedure For Control Battery - LatestAnmohieyPas encore d'évaluation
- Method of Statement For Current Transformer: Owner/Client Owner'S Engineer ContractorDocument9 pagesMethod of Statement For Current Transformer: Owner/Client Owner'S Engineer ContractorPandrayar MaruthuPas encore d'évaluation
- ET-SAT ProcedureDocument47 pagesET-SAT ProcedureSKS MMGTPas encore d'évaluation
- 01 - 4 Test Report For Power Transformer 1Document7 pages01 - 4 Test Report For Power Transformer 1PUSHPARAJ MAURYAPas encore d'évaluation
- 220kV RRVPNL Cable SpecificationDocument22 pages220kV RRVPNL Cable Specificationanurag_pugaliaaPas encore d'évaluation
- Lvac-Sat Procedure For Equipment Test-Ss1Document39 pagesLvac-Sat Procedure For Equipment Test-Ss1Balamurugan SelvarajPas encore d'évaluation
- Testing of CTDocument17 pagesTesting of CTsasikumarPas encore d'évaluation
- KP-00+++-MQ758-V0018-Rev 0-METHOD OF STATEMENT FOR EARTHING INSTALLATION WORKSDocument22 pagesKP-00+++-MQ758-V0018-Rev 0-METHOD OF STATEMENT FOR EARTHING INSTALLATION WORKSUtku Can KılıçPas encore d'évaluation
- Substation Pre Commissioning TestsDocument13 pagesSubstation Pre Commissioning Testsrasheed313100% (2)
- Cable Installation Check ListDocument1 pageCable Installation Check Listfadhlan hidayat100% (2)
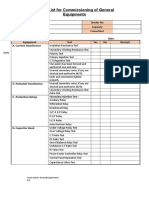
- Check List For Commissioning of General Equipments: S/S Name Tender No Make Capacity Contractor ConsultantDocument2 pagesCheck List For Commissioning of General Equipments: S/S Name Tender No Make Capacity Contractor ConsultantSatish KumarPas encore d'évaluation
- 7.7.20 Electrical Installation PDFDocument35 pages7.7.20 Electrical Installation PDFtanishq13Pas encore d'évaluation
- Method Statement - 115kV 100 MVA Transformer InstallationDocument75 pagesMethod Statement - 115kV 100 MVA Transformer Installationessam khalilPas encore d'évaluation
- High Pot Test ProcedureDocument5 pagesHigh Pot Test ProcedurebookbumPas encore d'évaluation
- Method Statement-MV Cable (132) Laying & TerminationDocument9 pagesMethod Statement-MV Cable (132) Laying & TerminationSriram VPas encore d'évaluation
- GIS Equipment Layout - Check ListDocument3 pagesGIS Equipment Layout - Check Listabhi120783Pas encore d'évaluation
- Erection Testing and CommissioningDocument30 pagesErection Testing and CommissioningEngr Muhammad Abu BakrPas encore d'évaluation
- Gms Ele Itp 001 HV & LV SwitchgearDocument12 pagesGms Ele Itp 001 HV & LV Switchgearnidnitrkl051296100% (1)
- PGCIL GIS Test Reqmts.Document56 pagesPGCIL GIS Test Reqmts.JaiPas encore d'évaluation
- Protective Relay Testing ProcedureDocument20 pagesProtective Relay Testing ProceduresathiyaseelanPas encore d'évaluation
- Cable Testing After InstallationDocument2 pagesCable Testing After InstallationEngr Kabir SaimPas encore d'évaluation
- Methods of Earth Resistance TestingDocument6 pagesMethods of Earth Resistance Testingsubu100% (1)
- Inspection and Test Plan (ITP) Sample IPAL PalembangDocument3 pagesInspection and Test Plan (ITP) Sample IPAL PalembangBudi TooleePas encore d'évaluation
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 pagesInspection and Test Plan For Switchgear: Before ManufacturingELE FutureWillPas encore d'évaluation
- 30MVA 25MVA 16MVA, 88-132 - 33kV TransformersDocument8 pages30MVA 25MVA 16MVA, 88-132 - 33kV Transformersanuragpugalia100% (1)
- Inspection Procedure For Unit Transformer PDFDocument13 pagesInspection Procedure For Unit Transformer PDFsingha980% (1)
- VT Test ProsedureDocument7 pagesVT Test ProsedureUtku Can KılıçPas encore d'évaluation
- Form For Electrical MCC New Check List PDFDocument1 pageForm For Electrical MCC New Check List PDFMpuwh 'Riczky Syaputra'Pas encore d'évaluation
- Current TransformerDocument12 pagesCurrent TransformerSyed AbbasPas encore d'évaluation
- Job Procedure 02 For TRANSFORMERDocument7 pagesJob Procedure 02 For TRANSFORMERSoumik KarPas encore d'évaluation
- Ac Panel Test ReportDocument14 pagesAc Panel Test ReportUtku Can KılıçPas encore d'évaluation
- Transformer Method StatementDocument13 pagesTransformer Method StatementHareesh R IyerPas encore d'évaluation
- Fat ReportDocument21 pagesFat Reportimtiaz_uddin_20% (1)
- Low Voltage Power Distribution and Motor Control Center Technical SpecificationDocument25 pagesLow Voltage Power Distribution and Motor Control Center Technical Specificationalstom100% (1)
- Switch GearDocument7 pagesSwitch GearpanduranganraghuramaPas encore d'évaluation
- Third Party Inspection For Control PanelDocument6 pagesThird Party Inspection For Control PanelNedunuri.Madhav MurthyPas encore d'évaluation
- Third Party Inspection For Power CableDocument6 pagesThird Party Inspection For Power CableBeareaterPas encore d'évaluation
- THE THIRD PART INSPECTION FOR VALVES - OdtDocument8 pagesTHE THIRD PART INSPECTION FOR VALVES - OdtVelibor StokicPas encore d'évaluation
- EQ01Document53 pagesEQ01PauloAndresSepulvedaPas encore d'évaluation
- Depth of FootingsDocument3 pagesDepth of FootingspaolocparreraPas encore d'évaluation
- IPE Section Properties PDFDocument1 pageIPE Section Properties PDFpaolocparreraPas encore d'évaluation
- 4-07-RWX4 Cladding SystemDocument18 pages4-07-RWX4 Cladding SystempaolocparreraPas encore d'évaluation
- Arabic PhrasesDocument6 pagesArabic Phrasespaolocparrera100% (2)
- DCP11 Section4Document15 pagesDCP11 Section4Mandeep SinghPas encore d'évaluation
- Arabic PhrasesDocument6 pagesArabic Phrasespaolocparrera100% (2)
- Tributary Areas IIDocument16 pagesTributary Areas IIsea_jazzPas encore d'évaluation
- Perlite Concrete Aggregate GuideDocument10 pagesPerlite Concrete Aggregate GuidepaolocparreraPas encore d'évaluation
- Perlite Concrete Aggregate GuideDocument10 pagesPerlite Concrete Aggregate GuidepaolocparreraPas encore d'évaluation
- LG AC Package TypeDocument300 pagesLG AC Package TypepaolocparreraPas encore d'évaluation
- List of Oil ZF PDFDocument16 pagesList of Oil ZF PDFJhon SyalfiandyPas encore d'évaluation
- Chemical Supplies Company ListingDocument757 pagesChemical Supplies Company ListingAmit Jage50% (4)
- AMS SyllabusDocument2 pagesAMS SyllabusPrajwal ChatraPas encore d'évaluation
- Rules For The Classification of Ships - Amendments To Part D - Materials and WeldingDocument22 pagesRules For The Classification of Ships - Amendments To Part D - Materials and WeldingPiang KamalPas encore d'évaluation
- Finite Element Analysis of The Stability of Tunnel Surrounding Rock With Weak Rock LayerDocument6 pagesFinite Element Analysis of The Stability of Tunnel Surrounding Rock With Weak Rock LayerVahid ShariatyPas encore d'évaluation
- 1059PTDocument1 page1059PTBastin John AntonyPas encore d'évaluation
- Sintering PlantDocument24 pagesSintering PlantB R Manikyala Rao100% (1)
- Position Paper: Agenda:Discussing The Solutions and Repercussions of Plastic On Environment Delegate: GermanyDocument2 pagesPosition Paper: Agenda:Discussing The Solutions and Repercussions of Plastic On Environment Delegate: GermanyKatherinePas encore d'évaluation
- LT Compressor Condensate Loading To The Road Tankers Through Buffer TankDocument2 pagesLT Compressor Condensate Loading To The Road Tankers Through Buffer TankMugesh KannaPas encore d'évaluation
- Underground Storage in Rock Caverns: Rajan K PillaiDocument37 pagesUnderground Storage in Rock Caverns: Rajan K PillaiBhaskar ReddyPas encore d'évaluation
- 108-1 SL ManualDocument19 pages108-1 SL ManualphongredPas encore d'évaluation
- Stable Ionic Liquid-Based Polymer Inclusion Membranes For Lithium and Magnesium SeparationDocument10 pagesStable Ionic Liquid-Based Polymer Inclusion Membranes For Lithium and Magnesium SeparationShivansh MishraPas encore d'évaluation
- Vacuum InterruptersDocument17 pagesVacuum InterruptersCARLOS LÓPEZPas encore d'évaluation
- Paes 310Document9 pagesPaes 310Jemina Jean Dorado SensanoPas encore d'évaluation
- FTIR Spectrometer AnalysisDocument16 pagesFTIR Spectrometer AnalysisßraiñlĕsšȜĭnšteĭñPas encore d'évaluation
- Training Program - SudanDocument4 pagesTraining Program - SudanKhalid HafezPas encore d'évaluation
- XDB102 3Document3 pagesXDB102 3Young WuPas encore d'évaluation
- Cutback Asphalt (Rapid-Curing Type) : Standard Specification ForDocument2 pagesCutback Asphalt (Rapid-Curing Type) : Standard Specification Fordong ganPas encore d'évaluation
- DrillingDocument36 pagesDrillingMax LuxPas encore d'évaluation
- Milling Speed & Feed Calculator - Inch To MetricDocument16 pagesMilling Speed & Feed Calculator - Inch To MetricAdnan MehmoodPas encore d'évaluation
- Kimray 112 SMT (Regulator)Document5 pagesKimray 112 SMT (Regulator)CARLOS SARMIENTOPas encore d'évaluation
- PivsuexDocument7 pagesPivsuextthenryPas encore d'évaluation
- Lecture 10 - Recovery Recrystallication and Grain GrowthDocument22 pagesLecture 10 - Recovery Recrystallication and Grain GrowthsimPas encore d'évaluation
- Why Using MCCB Instead of FusesDocument4 pagesWhy Using MCCB Instead of Fuses123peniscolaPas encore d'évaluation
- Moment ConnectionDocument15 pagesMoment Connectionnitin400Pas encore d'évaluation
- Milling Concept MILL 450 enDocument6 pagesMilling Concept MILL 450 enHeineken Ya PraneetpongrungPas encore d'évaluation
- Spark Plasma SinteringDocument24 pagesSpark Plasma Sinteringshrikant tambePas encore d'évaluation
- Technical Data Sheet: Rhenosin® TDocument2 pagesTechnical Data Sheet: Rhenosin® Tsimbua72Pas encore d'évaluation