Vous aimerez peut-être aussi
- Teste HidrostáticoDocument15 pagesTeste HidrostáticoPedro HenriquePas encore d'évaluation
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoD'EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoPas encore d'évaluation
- Questoes TwiDocument4 pagesQuestoes Twisrspinto100% (1)
- Instruçao Tecnica Modelo PMDocument2 pagesInstruçao Tecnica Modelo PMRodrigo PizarroPas encore d'évaluation
- XCMG Retroescavadeira XT870BRDocument2 pagesXCMG Retroescavadeira XT870BRMarcelo Monteiro Da Correggio50% (2)
- Check List Guindaste Veicular MuqueDocument3 pagesCheck List Guindaste Veicular MuqueImam Saifudin0% (1)
- IT-039 - Exame Prático de Ultrassom em Soldas - Instruções Ao CandidatoDocument8 pagesIT-039 - Exame Prático de Ultrassom em Soldas - Instruções Ao CandidatoCarlos EduardoPas encore d'évaluation
- VALORES ABENDI - FMP-014-AF - Rev43 - Tabela Exames de Qualificação - SNQC Jan Dez 2023 - SITEDocument3 pagesVALORES ABENDI - FMP-014-AF - Rev43 - Tabela Exames de Qualificação - SNQC Jan Dez 2023 - SITEcp3outletPas encore d'évaluation
- LP - EAD - Módulo 6 - Exercícios - Procedimento PR 001 - 20 QuestõesDocument3 pagesLP - EAD - Módulo 6 - Exercícios - Procedimento PR 001 - 20 QuestõesAdailson LimaPas encore d'évaluation
- Prova Geral - Curso de Inspetor de EquipamentosDocument67 pagesProva Geral - Curso de Inspetor de Equipamentosconect housePas encore d'évaluation
- Prova LP N2 Teórico EspecíficoDocument10 pagesProva LP N2 Teórico EspecíficoLuiz Eugênio dos Reis GomesPas encore d'évaluation
- Instrução Técnica LP Questões 1 e 2Document24 pagesInstrução Técnica LP Questões 1 e 2Andre SenosPas encore d'évaluation
- Líqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Document5 pagesLíqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Claudio BonzePas encore d'évaluation
- Questionário Abendi LPDocument15 pagesQuestionário Abendi LPjonathan wesley da costa100% (3)
- US Solda PR011 Rev11 PDFDocument29 pagesUS Solda PR011 Rev11 PDFJose De Arimateia Ferreira100% (1)
- Questionario Geral de LPDocument36 pagesQuestionario Geral de LPPatrik AlmeidaPas encore d'évaluation
- Líquido Penetrante N2 Teórico Geral (ABENDI)Document7 pagesLíquido Penetrante N2 Teórico Geral (ABENDI)Claudio Bonze100% (1)
- Procedimiento UTDocument40 pagesProcedimiento UTJosé CassinaPas encore d'évaluation
- Prova T.G3..Document8 pagesProva T.G3..celsoPas encore d'évaluation
- Liquido Penetrante - ABENDIDocument40 pagesLiquido Penetrante - ABENDIOemil AmorimPas encore d'évaluation
- Instrução de Ensaio PTDocument3 pagesInstrução de Ensaio PTJoao RochaPas encore d'évaluation
- 7 Tabela COMPLETA de Diluição de Medicamentos Injetáveis ESTÁGIO GUARACIABA 2017 Enfer VIDocument10 pages7 Tabela COMPLETA de Diluição de Medicamentos Injetáveis ESTÁGIO GUARACIABA 2017 Enfer VIWalfrido Farias Gomes75% (16)
- IT-020 - Instrução Técnica LP - Colorido - InoxDocument3 pagesIT-020 - Instrução Técnica LP - Colorido - InoxCleiton BuzeliPas encore d'évaluation
- Prova Teórica Específica US-N1-ME-2 3Document5 pagesProva Teórica Específica US-N1-ME-2 3cleytonws100% (1)
- Questionario de LPDocument69 pagesQuestionario de LPFranqui FernandesPas encore d'évaluation
- Cebraci EVSDocument19 pagesCebraci EVSDaniel de OliveiraPas encore d'évaluation
- Apresentação 6FBREDocument39 pagesApresentação 6FBRERicardo Timotheo100% (2)
- AmplificadorDocument36 pagesAmplificadorGetulio Figueira Camelo100% (2)
- Standard Abendi NA-001Document27 pagesStandard Abendi NA-001engprodmgPas encore d'évaluation
- Apostila Abende EvsDocument2 pagesApostila Abende EvsRScarlate100% (1)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Document2 pagesCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- PR-003 - Rev 12Document46 pagesPR-003 - Rev 12Fillipe ReisPas encore d'évaluation
- Instrução Técnica PMDocument3 pagesInstrução Técnica PMFabio Henrique SantosPas encore d'évaluation
- Prova LPDocument10 pagesProva LPFelipe de Aragona100% (1)
- Liquido PenetranteDocument5 pagesLiquido PenetranteSharyse Cristina CimelliPas encore d'évaluation
- Pte GDK 2Document2 pagesPte GDK 2CesarCoutoPas encore d'évaluation
- Teste de Líquido PenetranteDocument1 pageTeste de Líquido PenetranteFrancisco JúniorPas encore d'évaluation
- Questão Teórica Específico - LPDocument6 pagesQuestão Teórica Específico - LPGilvan SantosPas encore d'évaluation
- Phased ArrayDocument61 pagesPhased ArraywellingtonPas encore d'évaluation
- Norma Petrobras N-1281 Rev. GDocument16 pagesNorma Petrobras N-1281 Rev. GRodrigo Cesar BragaPas encore d'évaluation
- 5 Banco de Dados US-N4 Parte 1Document3 pages5 Banco de Dados US-N4 Parte 1Carlos WagnerPas encore d'évaluation
- Ebook 1 PDFDocument58 pagesEbook 1 PDFShirlei AlvesPas encore d'évaluation
- Instrução Técnica de END - US Medição de EspessuraDocument3 pagesInstrução Técnica de END - US Medição de EspessuraFabricio TorresPas encore d'évaluation
- Ensaio VisualDocument13 pagesEnsaio VisualFrancisco ReginaldoPas encore d'évaluation
- ORDEM DE SERVIÇO - Everton Pereira Moreira - VidraceiroDocument3 pagesORDEM DE SERVIÇO - Everton Pereira Moreira - Vidraceiromarcio gleison da silva santos100% (1)
- Prova Específica: 100078 / 0001 LP-N2: InstruçõesDocument5 pagesProva Específica: 100078 / 0001 LP-N2: InstruçõescelsoPas encore d'évaluation
- Teste de Avaliação Mediçao de Espessuras Por UltraDocument6 pagesTeste de Avaliação Mediçao de Espessuras Por UltraJoao Rocha100% (1)
- Abendi X ASNTDocument2 pagesAbendi X ASNTRalf SchwarzwalderPas encore d'évaluation
- APOSTILA de Ultrassom Industrial 2020Document41 pagesAPOSTILA de Ultrassom Industrial 2020Alex TotiPas encore d'évaluation
- Ultrassom Ultrassom: TreinamentoDocument174 pagesUltrassom Ultrassom: TreinamentosergioPas encore d'évaluation
- Arranjos Fisicos p2Document10 pagesArranjos Fisicos p2Rafael BicalhoPas encore d'évaluation
- Exame Prático - Instruções Ao Candidato - IT-004Document3 pagesExame Prático - Instruções Ao Candidato - IT-004Ailton Soares da SilvaPas encore d'évaluation
- Question Rio de Ensaio Visual de SoldaDocument4 pagesQuestion Rio de Ensaio Visual de Soldamarcelojcoelho1573100% (1)
- ACFM - ProvaDocument5 pagesACFM - ProvamarciovanessaPas encore d'évaluation
- Prova n1 Simulado p2Document12 pagesProva n1 Simulado p2Celso Brito100% (1)
- PR 015Document10 pagesPR 015Sidnei RodriguesPas encore d'évaluation
- FOrmulario de IT - LPDocument1 pageFOrmulario de IT - LPCaio ErnanePas encore d'évaluation
- PR 036 PDFDocument6 pagesPR 036 PDFEden SarmentoPas encore d'évaluation
- PR 036Document6 pagesPR 036Fabio CavalcantePas encore d'évaluation
- Correntes ParasitasDocument34 pagesCorrentes ParasitasandrebitaPas encore d'évaluation
- N-2414 - Inspeção em Serviço de Esferas de ArmazenamentoDocument10 pagesN-2414 - Inspeção em Serviço de Esferas de ArmazenamentoLuciano RezendePas encore d'évaluation
- Apresentação TOFD Rev 00 PDFDocument41 pagesApresentação TOFD Rev 00 PDFRonison Dos Santos100% (1)
- Aparelho de UltrassomDocument5 pagesAparelho de UltrassomEng_EglePas encore d'évaluation
- PR-001 Rev12Document39 pagesPR-001 Rev12MARCIAPas encore d'évaluation
- Pr001rev8 LPDocument40 pagesPr001rev8 LPMarcio da SilvaPas encore d'évaluation
- Procedimento LPDocument6 pagesProcedimento LPantoniolagoPas encore d'évaluation
- PR 001Document40 pagesPR 001Italo MenezesPas encore d'évaluation
- PR-001 Rev7 - LPDocument8 pagesPR-001 Rev7 - LPJeffersonCorreiaPas encore d'évaluation
- Procedimento LP - AbendiDocument40 pagesProcedimento LP - Abendibarach.engenhariaPas encore d'évaluation
- Processos Industriais SegurosDocument52 pagesProcessos Industriais Segurosmkvl1987Pas encore d'évaluation
- FMP-032 Rev 28 Qualificação - SNQC 2017 para o SiteDocument4 pagesFMP-032 Rev 28 Qualificação - SNQC 2017 para o SiteAdilsonCostaPas encore d'évaluation
- Manual Do Comprador Aço InoxDocument14 pagesManual Do Comprador Aço InoxKauê VelhoPas encore d'évaluation
- Catalogo Tecnico Conecçoes PDFDocument25 pagesCatalogo Tecnico Conecçoes PDFRafaelMeciasPas encore d'évaluation
- Casillas - Máquinas - Cálculos de TallerDocument3 pagesCasillas - Máquinas - Cálculos de TallerAdilsonCostaPas encore d'évaluation
- Excelência Na QualidadeDocument16 pagesExcelência Na QualidadeAdilsonCostaPas encore d'évaluation
- Catalogo Tabela Pesos e MedidasDocument40 pagesCatalogo Tabela Pesos e MedidasScarduelliPas encore d'évaluation
- Guia Aceleradoras STBR 2016 - v2 1Document28 pagesGuia Aceleradoras STBR 2016 - v2 1AdilsonCostaPas encore d'évaluation
- Xtreme CoachingDocument13 pagesXtreme CoachingAdilsonCostaPas encore d'évaluation
- CoachingDocument154 pagesCoachingk3nn3dy18Pas encore d'évaluation
- TCC - 042 - 2010 Controle de QualidadeDocument101 pagesTCC - 042 - 2010 Controle de QualidadejefersonjajPas encore d'évaluation
- Inspetor de Soldagem 2Document3 pagesInspetor de Soldagem 2AdilsonCostaPas encore d'évaluation
- Livro de VerdurasDocument60 pagesLivro de VerdurasArlene100% (1)
- Weld Inox E308 17Document1 pageWeld Inox E308 17AdilsonCostaPas encore d'évaluation
- Tecnicas de Apresentação Presencial e OnlineDocument28 pagesTecnicas de Apresentação Presencial e OnlineAndréa LimaPas encore d'évaluation
- Montagem de EquipamentoDocument2 pagesMontagem de EquipamentoAdilsonCostaPas encore d'évaluation
- Entenda o Que É A Taxa SELICDocument2 pagesEntenda o Que É A Taxa SELICAdilsonCostaPas encore d'évaluation
- Entenda o Que É A Taxa SELICDocument2 pagesEntenda o Que É A Taxa SELICAdilsonCostaPas encore d'évaluation
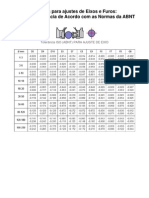
- Tabelas para Ajustes Eixos FurosDocument4 pagesTabelas para Ajustes Eixos FurosRone CarvalhoPas encore d'évaluation
- Jardins AgroflorestaisDocument2 pagesJardins AgroflorestaisMateus RosaPas encore d'évaluation
- NR 12 - TrefilaçãoDocument16 pagesNR 12 - TrefilaçãoCPSSTPas encore d'évaluation
- Semana 1 - ExerciciosDocument2 pagesSemana 1 - Exercicioswa_moreiraPas encore d'évaluation
- Questionário II - Passei Direto Pericia ContabilDocument8 pagesQuestionário II - Passei Direto Pericia ContabilMarcus SilvaPas encore d'évaluation
- FISPQ - Cloreto de SodioDocument4 pagesFISPQ - Cloreto de SodioluciaPas encore d'évaluation
- 1-s2 0-S2405896319309152-Main en PTDocument6 pages1-s2 0-S2405896319309152-Main en PTmgbuonome.musicPas encore d'évaluation
- ABPEM004Document3 pagesABPEM004UgoRibeiroPas encore d'évaluation
- Módulo 2-Os Caminhos Do DireitoDocument19 pagesMódulo 2-Os Caminhos Do DireitoGustavo SantanaPas encore d'évaluation
- CONTRARRAZOESDocument12 pagesCONTRARRAZOESRAFAEL BIANCHIPas encore d'évaluation
- Mappa Mat Uc2Document108 pagesMappa Mat Uc2ROSYANE FIGUEIREDO DA SILVAPas encore d'évaluation
- Modelagem Hidráulica Como Ferramenta de Gestão e Eficiência OperacionalDocument15 pagesModelagem Hidráulica Como Ferramenta de Gestão e Eficiência OperacionalHasta SiemprePas encore d'évaluation
- AULA 1 - TRABALHO DO SOLO - PPT Agricultura GeralDocument22 pagesAULA 1 - TRABALHO DO SOLO - PPT Agricultura GeralCustódio Araújo MiquitaioPas encore d'évaluation
- Simulação Servidor DHCPDocument3 pagesSimulação Servidor DHCPJunior PinheiroPas encore d'évaluation
- Manual de Biossegurança Instituto Octávio Magalhães FUNEDDocument70 pagesManual de Biossegurança Instituto Octávio Magalhães FUNEDMoysés AraújoPas encore d'évaluation
- Manual Mixx G6 - Rev05Document2 pagesManual Mixx G6 - Rev05felipebirbeire99Pas encore d'évaluation
- Exercício: Aluno (A) : Matrícula: DataDocument2 pagesExercício: Aluno (A) : Matrícula: DataMayron CruzPas encore d'évaluation
- Manual Radio Transmissor DX Control FullId-PDocument29 pagesManual Radio Transmissor DX Control FullId-PPedro Henrique Araújo0% (2)
- Como Fazer Uma Resenha 1 ModeloDocument1 pageComo Fazer Uma Resenha 1 Modeloedson leite777Pas encore d'évaluation
- Apresentação - Tubulação e Vasos de PressãoDocument43 pagesApresentação - Tubulação e Vasos de PressãoTuani CarvalhoPas encore d'évaluation
- Tairo, Hidroresfriamento e Embalagens Na ConservaçãoDocument10 pagesTairo, Hidroresfriamento e Embalagens Na ConservaçãoThayse RochaPas encore d'évaluation
- CHILDHOODBRASIL 2012 RelatorioDocument481 pagesCHILDHOODBRASIL 2012 RelatorioJulia CruzPas encore d'évaluation
- Tipos de Motores Elétricos, Quais São - Mundo Da ElétricaDocument13 pagesTipos de Motores Elétricos, Quais São - Mundo Da ElétricaThiago Laurindo 2Pas encore d'évaluation
- Catalogo Parceiros 2023 ZWCADDocument10 pagesCatalogo Parceiros 2023 ZWCADAllain Filgueira da SilvaPas encore d'évaluation