Vous aimerez peut-être aussi
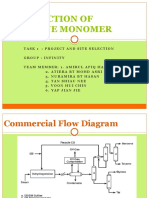
- Presentation StyreneDocument11 pagesPresentation StyreneJian JiePas encore d'évaluation
- Spp3042-Research Methods in EducationDocument28 pagesSpp3042-Research Methods in EducationJian JiePas encore d'évaluation
- PLC Full ReportDocument10 pagesPLC Full ReportJian Jie0% (1)
- 06 Chapter 37 (Complete)Document61 pages06 Chapter 37 (Complete)Jian JiePas encore d'évaluation
- Student - GerminationDocument5 pagesStudent - GerminationJian JiePas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Combustion in SI & CI EnginesDocument25 pagesCombustion in SI & CI EnginesVenkatesh KabraPas encore d'évaluation
- CompressorDocument27 pagesCompressorsoxal100% (1)
- Klbersynth - UH1 - 6-460Document6 pagesKlbersynth - UH1 - 6-460Chiranjeevi VijayaraghavanPas encore d'évaluation
- Argon Catalog-CompressedDocument12 pagesArgon Catalog-CompressedAPEX SON100% (2)
- Air PollutionDocument2 pagesAir PollutionBarani KingPas encore d'évaluation
- Controlling Wax Deposition Presence Hydrates-01!25!10Document85 pagesControlling Wax Deposition Presence Hydrates-01!25!10wjawichPas encore d'évaluation
- TB3 Water Quality Analysis Emergency SituationsDocument8 pagesTB3 Water Quality Analysis Emergency Situationsনিস্তব্ধতার প্রহরেPas encore d'évaluation
- Rongalit ST LiqDocument11 pagesRongalit ST LiqMayank DhawanPas encore d'évaluation
- Northstar NSB 190ft HT RedDocument2 pagesNorthstar NSB 190ft HT RedSahand Aras100% (1)
- Vragen Fasediagrammen Zuivere Componenten PDFDocument3 pagesVragen Fasediagrammen Zuivere Componenten PDFbilberPas encore d'évaluation
- 5 - API 570 Exam 100 QDocument23 pages5 - API 570 Exam 100 QSunny Thundil100% (11)
- An Updated Review On IPQC Tests For Sterile and Non Sterile ProductsDocument12 pagesAn Updated Review On IPQC Tests For Sterile and Non Sterile ProductsJvnPas encore d'évaluation
- Acid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunDocument9 pagesAcid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunMohammad TaherPas encore d'évaluation
- 1967-Gupta-Outgassing From Epoxy Resins and Methods For Its ReductionDocument3 pages1967-Gupta-Outgassing From Epoxy Resins and Methods For Its ReductionroxanaPas encore d'évaluation
- Chemical Injection SkidDocument6 pagesChemical Injection SkidRaheel SultanPas encore d'évaluation
- Stereoisomers Part 1Document14 pagesStereoisomers Part 1Mabelle DucusinPas encore d'évaluation
- 2074 1 2015 AMD2 Reff2020Document16 pages2074 1 2015 AMD2 Reff2020ocsspectroPas encore d'évaluation
- Hukum TermodinamikaDocument4 pagesHukum TermodinamikaMardianto Ra'bangPas encore d'évaluation
- B.pharm. Class NotesDocument817 pagesB.pharm. Class NotesMukesh TiwariPas encore d'évaluation
- Bref Polymer EsDocument319 pagesBref Polymer EsMaFher JimenezPas encore d'évaluation
- Band Theory 1Document26 pagesBand Theory 1Achmad AriebyoPas encore d'évaluation
- Heavy Metal Contamination: An Alarming Threat To Environment and Human HealthDocument23 pagesHeavy Metal Contamination: An Alarming Threat To Environment and Human HealthMalik HopePas encore d'évaluation
- Lab 2 - StoichiometryDocument4 pagesLab 2 - Stoichiometryapi-272470922100% (3)
- 1 Crab Meat Analog PreparationDocument4 pages1 Crab Meat Analog PreparationKizzy RenniePas encore d'évaluation
- Expansion Process of A Perfect Gas PDFDocument11 pagesExpansion Process of A Perfect Gas PDFRaza MutahirPas encore d'évaluation
- XY-6S-10 English ManualDocument28 pagesXY-6S-10 English ManualShishir Kumar100% (1)
- Msds Icr 122 LSFDocument12 pagesMsds Icr 122 LSFWisnu AbaraiPas encore d'évaluation
- ConversationDocument2 pagesConversationHiggilty PiggiltyPas encore d'évaluation
- Problem #2b: Chromium Crystallizes With A Body-Centered Cubic Unit Cell. The Radius of ADocument8 pagesProblem #2b: Chromium Crystallizes With A Body-Centered Cubic Unit Cell. The Radius of ARadica AyuPas encore d'évaluation
- Chem Unit 5 Transition Metals AnswersDocument13 pagesChem Unit 5 Transition Metals Answersareyouthere9250% (2)