Vous aimerez peut-être aussi
- CNC Programacion EjemplosDocument4 pagesCNC Programacion Ejemploslisent2012Pas encore d'évaluation
- Control NuméricoDocument5 pagesControl NuméricoTristán YulmenPas encore d'évaluation
- Procesos de manufactura con control numéricoDocument10 pagesProcesos de manufactura con control numéricoMartin Aranda TorresPas encore d'évaluation
- Electiva 2 Tercer CorteDocument6 pagesElectiva 2 Tercer CorteLIZETH MALLERLY VILLABONPas encore d'évaluation
- Materia de Compresores CNC y RefrigerantesDocument10 pagesMateria de Compresores CNC y RefrigerantesLius Felipe GomezPas encore d'évaluation
- Historia del control numéricoDocument5 pagesHistoria del control numéricoAlejandro CastellanosPas encore d'évaluation
- CNC FuncionesDocument5 pagesCNC FuncionesRoberto HernandezPas encore d'évaluation
- Introducción Al Control Numérico ComputarizadoDocument22 pagesIntroducción Al Control Numérico ComputarizadojuanPas encore d'évaluation
- Marco Teorico CNCDocument4 pagesMarco Teorico CNCfarame7100% (1)
- Clasificacion de Sistemas NumericosDocument5 pagesClasificacion de Sistemas NumericosLïïzMōnrôyVïïlläbonPas encore d'évaluation
- Marco TeoricoDocument34 pagesMarco TeoricoFranciscoPas encore d'évaluation
- Fresadora CNCDocument10 pagesFresadora CNCSally OrtegaPas encore d'évaluation
- Control Numerico ComputarizadoDocument8 pagesControl Numerico ComputarizadoWilfredo Joel Acuña SanchezPas encore d'évaluation
- 4Document6 pages4BRAYAN ESTEVEZPas encore d'évaluation
- Control NuméricoDocument28 pagesControl NuméricoPOLLO12394% (17)
- CNC controla movimientos fabricaciónDocument7 pagesCNC controla movimientos fabricaciónEsk SosaPas encore d'évaluation
- Introducción A La Tecnología CNCDocument8 pagesIntroducción A La Tecnología CNCJuan Pablo PujotaPas encore d'évaluation
- Control Numerico ComputarizadoDocument18 pagesControl Numerico ComputarizadoginnebraPas encore d'évaluation
- Introducción A La Tecnología CNCDocument12 pagesIntroducción A La Tecnología CNCabrahamPas encore d'évaluation
- Articulo CNCDocument24 pagesArticulo CNCJohn FPas encore d'évaluation
- Introducción Al C NDocument4 pagesIntroducción Al C NElmer Gabriel Chan PechPas encore d'évaluation
- Fabrica Tu Propio Router CNC PDFDocument140 pagesFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Tu Propio Router CNCDocument140 pagesTu Propio Router CNCNCARRILLO8167% (6)
- CNC: Control Numérico ComputarizadoDocument12 pagesCNC: Control Numérico Computarizado4681007006Pas encore d'évaluation
- CNCDocument5 pagesCNCDiegoKodnerPas encore d'évaluation
- CNC MecanizadoDocument10 pagesCNC MecanizadojonathanPas encore d'évaluation
- CNC y CodigosDocument10 pagesCNC y CodigosJose CurielPas encore d'évaluation
- Apuntes CNCDocument19 pagesApuntes CNCMatias VelasquezPas encore d'évaluation
- Introducción CNCDocument5 pagesIntroducción CNCSebastian Rivera LazoPas encore d'évaluation
- Introducción Al Control Numérico ComputarizadoDocument22 pagesIntroducción Al Control Numérico ComputarizadoJohan Emmanuel Rogel BanderasPas encore d'évaluation
- Tecnologia CNCDocument7 pagesTecnologia CNCAlbert Master GarfiasPas encore d'évaluation
- CNCDocument7 pagesCNCjhimbo12Pas encore d'évaluation
- Trabajo Final CNCDocument54 pagesTrabajo Final CNCDaniel CastilloPas encore d'évaluation
- CNCDocument4 pagesCNCjorge0ortiz-10Pas encore d'évaluation
- Sistemas de Maquinas de Control NuméricoDocument10 pagesSistemas de Maquinas de Control NuméricoGermán SerranoPas encore d'évaluation
- El CNC ShieldDocument20 pagesEl CNC ShieldmaynorPas encore d'évaluation
- Introducción al CNCDocument22 pagesIntroducción al CNCjacobPas encore d'évaluation
- Control Numérico Computarizado e Impresora 3dDocument14 pagesControl Numérico Computarizado e Impresora 3dAndres PatiñoPas encore d'évaluation
- Historia Torno y Fresadora CNCDocument3 pagesHistoria Torno y Fresadora CNCgmbPas encore d'évaluation
- Resumen Ejecutivo CNCDocument3 pagesResumen Ejecutivo CNCdaf1830Pas encore d'évaluation
- Historia de La Fresadora CNCDocument2 pagesHistoria de La Fresadora CNCrafaelechuga83% (6)
- El Control Numérico o Control Decimal NuméricoDocument3 pagesEl Control Numérico o Control Decimal NuméricoLuis NavaPas encore d'évaluation
- Maquinas Herramientas CNCDocument17 pagesMaquinas Herramientas CNCdavidPas encore d'évaluation
- Anteproyecto 6.0Document15 pagesAnteproyecto 6.0Efraín CórdovaPas encore d'évaluation
- Tarea 1Document17 pagesTarea 1Luis VazquezPas encore d'évaluation
- 1.3 Control Numerico Ramiro Ramirez Cadena 9no U Ing IndustrialDocument3 pages1.3 Control Numerico Ramiro Ramirez Cadena 9no U Ing IndustrialRam RamcadenPas encore d'évaluation
- Maquinas de Mecanización CNC: Néstor Fabian Salamanca VelascoDocument21 pagesMaquinas de Mecanización CNC: Néstor Fabian Salamanca VelascoNestor velascoPas encore d'évaluation
- Introducción a la fabricación con control numérico (CNCDocument13 pagesIntroducción a la fabricación con control numérico (CNCAldo IsaacPas encore d'évaluation
- Práctica de CNCDocument14 pagesPráctica de CNCTani Abi Nanis HernandezPas encore d'évaluation
- Maquinado CNCDocument10 pagesMaquinado CNCSamaí PachecoPas encore d'évaluation
- Introduccion A Las Maquinas de CNCDocument6 pagesIntroduccion A Las Maquinas de CNCRicardo Rivas Zuñiga100% (1)
- MecanicaDocument5 pagesMecanicaDiego DiazPas encore d'évaluation
- Máquinas CNC: definición, funcionamiento y aplicacionesDocument6 pagesMáquinas CNC: definición, funcionamiento y aplicacionesRa CaPas encore d'évaluation
- Partes Principales de Una Maquina de CNCDocument13 pagesPartes Principales de Una Maquina de CNCJhon CastroPas encore d'évaluation
- Control Numero Computarizado (CNC)Document4 pagesControl Numero Computarizado (CNC)santiago100% (1)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109D'EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Pas encore d'évaluation
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalD'EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalÉvaluation : 5 sur 5 étoiles5/5 (4)
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109D'EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Évaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209D'EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Pas encore d'évaluation
- General 22Document1 pageGeneral 22Franzyzko MarínPas encore d'évaluation
- Proaire Salamanca-Celaya - Irapuato 2013 2022Document164 pagesProaire Salamanca-Celaya - Irapuato 2013 2022Emmanuel Reyes PedrazaPas encore d'évaluation
- 201302151047420.04 PS EconomicoDocument20 pages201302151047420.04 PS EconomicoFranzyzko MarínPas encore d'évaluation
- Claves de RadioDocument12 pagesClaves de RadioGRANDCOM68% (38)
- Modificado Fgui06!02!19 (2) Informes Bimestrales SSPDocument2 pagesModificado Fgui06!02!19 (2) Informes Bimestrales SSPFranzyzko MarínPas encore d'évaluation
- El Impacto Socioeconómico de La Industria Automotriz en Celaya (Verifin)Document55 pagesEl Impacto Socioeconómico de La Industria Automotriz en Celaya (Verifin)Franzyzko MarínPas encore d'évaluation
- PreguntasDocument2 pagesPreguntasFranzyzko MarínPas encore d'évaluation
- O 2745377Document26 pagesO 2745377Franzyzko MarínPas encore d'évaluation
- PreguntasDocument2 pagesPreguntasFranzyzko MarínPas encore d'évaluation
- Resumen EjecutivoDocument17 pagesResumen EjecutivoFranzyzko MarínPas encore d'évaluation
- Modificado FGUI06!02!19 (1) Cart Termin SSPDocument1 pageModificado FGUI06!02!19 (1) Cart Termin SSPFranzyzko MarínPas encore d'évaluation
- Claves PoliciacasDocument6 pagesClaves PoliciacasEDUARDO HERNANDEZ RAMIREZ86% (109)
- Dibujo Tecnico Spencer Novac 0001Document46 pagesDibujo Tecnico Spencer Novac 0001Hema HerMar100% (2)
- Informe Circulo de MhorDocument22 pagesInforme Circulo de MhorFranzyzko MarínPas encore d'évaluation
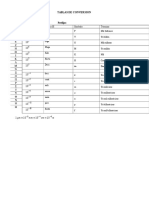
- Conversiones y unidades SIDocument65 pagesConversiones y unidades SIFranzyzko Marín100% (1)
- RFSHMATDocument26 pagesRFSHMATyoshioflorentino100% (1)
- Tabla de Unidades PDFDocument7 pagesTabla de Unidades PDFoscarinostrozaPas encore d'évaluation
- Calendar I Oes ColDocument1 pageCalendar I Oes ColFranzyzko MarínPas encore d'évaluation
- Seguridad Taller MecanicoDocument124 pagesSeguridad Taller MecanicoFreddy Males SantosPas encore d'évaluation
- Clculo Mec Cajas Mecnicas 1308615297 Phpapp02 110620191858 Phpapp02Document35 pagesClculo Mec Cajas Mecnicas 1308615297 Phpapp02 110620191858 Phpapp02Franzyzko MarínPas encore d'évaluation
- Motor EstrellaDocument11 pagesMotor EstrellaErin WickPas encore d'évaluation
- Formula RioDocument2 pagesFormula RioFranzyzko MarínPas encore d'évaluation
- Caso LEAR CorpDocument37 pagesCaso LEAR CorpFranzyzko MarínPas encore d'évaluation
- Reglamento de Talleres y Laboratorios Del Área AutomotrizDocument3 pagesReglamento de Talleres y Laboratorios Del Área AutomotrizPäblö Ïván CïfüëntësPas encore d'évaluation
- Diseño de Mecanismos - Analisis y Sintesis (ErdmanDocument663 pagesDiseño de Mecanismos - Analisis y Sintesis (ErdmanHector Serrano Santos95% (61)
- Manual de Seguridad en TalleresDocument88 pagesManual de Seguridad en TalleresFrancisco Esparza100% (1)
- Informacion Seminario Seguridad e Higiene 2015Document18 pagesInformacion Seminario Seguridad e Higiene 2015Franzyzko MarínPas encore d'évaluation
- ReglamentoSeguridad TallerMecanico CIDocument4 pagesReglamentoSeguridad TallerMecanico CICheke BrionesPas encore d'évaluation
- 3 - Tutorial ElectrónicaDocument220 pages3 - Tutorial ElectrónicaAngel S. RodriguezPas encore d'évaluation
- Tics en BodegasDocument92 pagesTics en BodegasJUAN ANTONIOPas encore d'évaluation
- Ejemplo de Resumen y AnexosDocument13 pagesEjemplo de Resumen y AnexoscanelonPas encore d'évaluation
- Charla y Evaluacion Sobre Proteccion AuditivaDocument2 pagesCharla y Evaluacion Sobre Proteccion AuditivaLina GalloPas encore d'évaluation
- Temario Mtro. Ricardo Adán Madrid TrejoDocument4 pagesTemario Mtro. Ricardo Adán Madrid TrejoEg AbaPas encore d'évaluation
- Diseño interfaz webDocument6 pagesDiseño interfaz webLeandro BionePas encore d'évaluation
- Foda TimiDocument2 pagesFoda TimiJulio Florencio YactayoPas encore d'évaluation
- PD1 VelardeDocument7 pagesPD1 VelardeSebastiam VelardePas encore d'évaluation
- Método de LerchsDocument8 pagesMétodo de LerchsjtrigoramosPas encore d'évaluation
- Manual de Cadena Del Valor de La Producción de CobreDocument36 pagesManual de Cadena Del Valor de La Producción de Cobrecristian gonzalezPas encore d'évaluation
- Lenguaje Corporal PDFDocument6 pagesLenguaje Corporal PDFJoel Alejandro Martinez Sanchez100% (1)
- 05 - Clase Práctica 01 Instalar Linux Centos 7Document12 pages05 - Clase Práctica 01 Instalar Linux Centos 7JIMMY ROMARIO GUERRERO VILLAMARPas encore d'évaluation
- Estándares TIA EIADocument2 pagesEstándares TIA EIAMauricio Javier Restrepo Sierra estPas encore d'évaluation
- Crear Calendario Con PublisherDocument7 pagesCrear Calendario Con PublishereuitiobelenPas encore d'évaluation
- Consolidado Trabajo Colaborativo LogisticaDocument35 pagesConsolidado Trabajo Colaborativo LogisticaNINA VARGASPas encore d'évaluation
- Practica CanaletasDocument5 pagesPractica Canaletasapi-295843426Pas encore d'évaluation
- Conmutadores - PresentacionDocument18 pagesConmutadores - PresentacionJesús CorreaPas encore d'évaluation
- Manual de Catia v5Document314 pagesManual de Catia v5myr30Pas encore d'évaluation
- Introducción a los métodos cualitativosDocument329 pagesIntroducción a los métodos cualitativosSenogard NogardPas encore d'évaluation
- Grafos PlanosDocument5 pagesGrafos PlanosJuanPas encore d'évaluation
- Lab 06 - MS Project 2013 - MacrosDocument16 pagesLab 06 - MS Project 2013 - MacrosMay Ben EstherPas encore d'évaluation
- Performance TIPS ABAPDocument11 pagesPerformance TIPS ABAPGabriela SoriaPas encore d'évaluation
- 91571-Manual 1199Document196 pages91571-Manual 1199Vanesa Martinez50% (2)
- Algoritmos - Computacion IIDocument30 pagesAlgoritmos - Computacion IIVenus CorinaPas encore d'évaluation
- Ramirez Suntasig Lab2.2 CuantificacionDocument8 pagesRamirez Suntasig Lab2.2 CuantificacionDanny SPPas encore d'évaluation
- Ejercicos en Atmega 164p Uso de Conversor A/D y Comunicacion SerialDocument7 pagesEjercicos en Atmega 164p Uso de Conversor A/D y Comunicacion SerialWilmer Villegas Codena0% (1)
- EMCALI Comunicado Daruma v4 06012012Document6 pagesEMCALI Comunicado Daruma v4 06012012Paul Andres Pedroza MartinezPas encore d'évaluation
- Trabajo de Investigacion Ingenieria de Software II - ModificadoDocument7 pagesTrabajo de Investigacion Ingenieria de Software II - ModificadoGuillermo E Martinez ClPas encore d'évaluation
- Manual de UsuarioDocument2 pagesManual de UsuarioAngel G Diaz CamposPas encore d'évaluation
- Método de Cardano y FerrariDocument5 pagesMétodo de Cardano y Ferrarielbola_2000Pas encore d'évaluation
- Uso Del InternetDocument10 pagesUso Del InternetKta JPas encore d'évaluation