Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Materials 16 02870Document26 pagesMaterials 16 02870aamirmubPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Ballistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmorDocument15 pagesBallistic Resistance of Novel Amorphous-Alloy-Reinforced Perforated ArmoraamirmubPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Öz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnDocument14 pagesÖz and Öztürk - 2022 - Effect of Carbon Filler-Modified Epoxy Adhesive OnaamirmubPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Effect of GNP and MWCNT Addition On Lap ShearDocument6 pagesEffect of GNP and MWCNT Addition On Lap ShearaamirmubPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- 2014 SCIEI May Sydney Conf Proceedings IACSITDocument5 pages2014 SCIEI May Sydney Conf Proceedings IACSITaamirmubPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Multiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpnerDocument11 pagesMultiscale Modeling of Human Bone: Y. W. Kwon B. R. ClumpneraamirmubPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Patient-Specific Bone Multiscale Modelling FracturDocument67 pagesPatient-Specific Bone Multiscale Modelling FracturaamirmubPas encore d'évaluation
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDocument6 pagesA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Progressive Failure Analysis of FRC Containing HoleDocument16 pagesProgressive Failure Analysis of FRC Containing HoleaamirmubPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Multiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesDocument24 pagesMultiobjective Optimization of Mechanical Properties Based On The Composition of AdhesivesaamirmubPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Mil STD 709dDocument30 pagesMil STD 709daamirmubPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Lightweight Ceramic Composite Armour SystemDocument5 pagesLightweight Ceramic Composite Armour SystemaamirmubPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Experimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)Document12 pagesExperimental Investigation On The Ballistic Resistance of Monolithic and Multi-Layred Plates Against Ogival-Nose Rigid Projectiles (2012)aamirmubPas encore d'évaluation
- Design and Characteristics of Hybrid Composite Armor Subjected To Projectile Impact (2013)Document6 pagesDesign and Characteristics of Hybrid Composite Armor Subjected To Projectile Impact (2013)aamirmubPas encore d'évaluation
- Computer Methods in Biomechanics and Biomedical EngineeringDocument10 pagesComputer Methods in Biomechanics and Biomedical EngineeringaamirmubPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Liu, Jacob2012Document12 pagesLiu, Jacob2012aamirmubPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Modelling and Simulation of Brittle ArmourDocument166 pagesModelling and Simulation of Brittle ArmouraamirmubPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
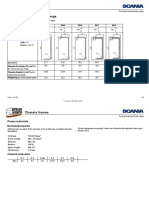
- Scania Chassis FramesDocument6 pagesScania Chassis Framesaamirmub100% (1)
- Design of A Lightweight Heavy Goods Vehicle TrailerDocument17 pagesDesign of A Lightweight Heavy Goods Vehicle TraileraamirmubPas encore d'évaluation
- CNC Programming Intro & Code PDFDocument127 pagesCNC Programming Intro & Code PDFAswath SridharPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Eaton Industrial Special Process List (SPL)Document5 pagesEaton Industrial Special Process List (SPL)amirkhakzad498Pas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- TEACHERS' ORGANIZATIONAL COMMITMENT, TEACHING EFFICACY BELIEF AND LEVEL OF PERFORMANCE in RELATION TO THEIR PUPILS' ATTITuDES Towards MathematicsDocument8 pagesTEACHERS' ORGANIZATIONAL COMMITMENT, TEACHING EFFICACY BELIEF AND LEVEL OF PERFORMANCE in RELATION TO THEIR PUPILS' ATTITuDES Towards MathematicsJay GalangPas encore d'évaluation
- 2021 Redding CatalogDocument44 pages2021 Redding CatalogRobert AugerPas encore d'évaluation
- Curriculum Vitae: Alex Gnanamani.KDocument4 pagesCurriculum Vitae: Alex Gnanamani.KDIJUPas encore d'évaluation
- Battista Mondin, Saint Thomas Aquinas' Philosophy. in The Commentary To The Sentences (Inglés) PDFDocument134 pagesBattista Mondin, Saint Thomas Aquinas' Philosophy. in The Commentary To The Sentences (Inglés) PDFFray Daniel Sisa NiñoPas encore d'évaluation
- MSA 516 Application Controls PowerPoint PresentationDocument21 pagesMSA 516 Application Controls PowerPoint PresentationPrince Ric100% (1)
- Jurnal Internasional Pijat BayiDocument5 pagesJurnal Internasional Pijat BayiAna SafitriPas encore d'évaluation
- Design MatrixDocument1 pageDesign MatrixThakur Kali DassPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- HPC Module 1Document48 pagesHPC Module 1firebazzPas encore d'évaluation
- Lastexception 63811739610Document11 pagesLastexception 63811739610BPas encore d'évaluation
- PMRC Mar Va 115Document11 pagesPMRC Mar Va 115adamsaufimahmud1988Pas encore d'évaluation
- Seal Kit Seal KitDocument61 pagesSeal Kit Seal KitМаксим Стратила0% (1)
- G-10 Biology, 3rd Work Sheet On Nervous SystemDocument3 pagesG-10 Biology, 3rd Work Sheet On Nervous SystemhannahPas encore d'évaluation
- TOS 8 Household ServicesDocument2 pagesTOS 8 Household ServicesGalvez ChaChaPas encore d'évaluation
- Cambridge O Level: PHYSICS 5054/42Document16 pagesCambridge O Level: PHYSICS 5054/42Lapu LapuPas encore d'évaluation
- PhotoshopCC KBSCDocument4 pagesPhotoshopCC KBSCHusk EisbornPas encore d'évaluation
- 30 Contoh Soal Passive Voice Pilihan Ganda Dan JawabannyaDocument13 pages30 Contoh Soal Passive Voice Pilihan Ganda Dan Jawabannyafutrika saragi100% (1)
- Additional Instructions For Mailing Your Package: Drop Off LocatorDocument2 pagesAdditional Instructions For Mailing Your Package: Drop Off LocatorEthanPas encore d'évaluation
- 040 X52-62-72 UNIC-flex V1Document63 pages040 X52-62-72 UNIC-flex V1Антон Сорока100% (2)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Government Polytechnic, Pune: ET2107 - NODocument8 pagesGovernment Polytechnic, Pune: ET2107 - NOG012 Bhise AniketPas encore d'évaluation
- Non-Parametric TestsDocument1 pageNon-Parametric TestssdvdsvPas encore d'évaluation
- First Aid For Accident With HFC/HCFCDocument2 pagesFirst Aid For Accident With HFC/HCFCSrini VasanPas encore d'évaluation
- 2014 04 14 Veterinary Instrumentation Presented The Simon Award 2014 For Outstanding Contribution in The Field of Veterinary Surgery To Michael Guilliard MA, VetMB, CertSAO, FRCVSDocument2 pages2014 04 14 Veterinary Instrumentation Presented The Simon Award 2014 For Outstanding Contribution in The Field of Veterinary Surgery To Michael Guilliard MA, VetMB, CertSAO, FRCVSHenry ScheinPas encore d'évaluation
- Powerpoint TrainingDocument22 pagesPowerpoint TrainingDenise SuPas encore d'évaluation
- Iso SpinDocument5 pagesIso SpinjhgsgsPas encore d'évaluation
- Omb ValvesDocument52 pagesOmb ValvesCesar SotoPas encore d'évaluation
- Gep Primary Water Resource Aug12 NSWDocument50 pagesGep Primary Water Resource Aug12 NSWNitin AroraPas encore d'évaluation
- Cover Modul 4 TMJ 2012Document7 pagesCover Modul 4 TMJ 2012Haura Nadya AmaliaPas encore d'évaluation
- Sully: The Untold Story Behind the Miracle on the HudsonD'EverandSully: The Untold Story Behind the Miracle on the HudsonÉvaluation : 4 sur 5 étoiles4/5 (103)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterD'EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterPas encore d'évaluation
- The End of Craving: Recovering the Lost Wisdom of Eating WellD'EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellÉvaluation : 4.5 sur 5 étoiles4.5/5 (83)