Vous aimerez peut-être aussi
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementD'EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementPas encore d'évaluation
- Fauth 2005Document19 pagesFauth 2005Jeff DiffPas encore d'évaluation
- Laboratory Scale Pyrolysis of Organic FR PDFDocument5 pagesLaboratory Scale Pyrolysis of Organic FR PDFLotfi BrahimPas encore d'évaluation
- 2018, CO2 Capture and Electro-Conversion Into Valuable Organic Products A Batch and Continuous StudyDocument13 pages2018, CO2 Capture and Electro-Conversion Into Valuable Organic Products A Batch and Continuous StudyRitesh PatidarPas encore d'évaluation
- Ruthenium Catalyst For Treatment of Water Containing Concentrated Organic WasteDocument7 pagesRuthenium Catalyst For Treatment of Water Containing Concentrated Organic WastesunliasPas encore d'évaluation
- Vipppp4 BicakovaDocument14 pagesVipppp4 Bicakovahafeez khanPas encore d'évaluation
- ManuscriptDocument18 pagesManuscriptNguyen TrangPas encore d'évaluation
- Asnan GasifierDocument18 pagesAsnan GasifierAsnan MHPas encore d'évaluation
- Aplicações para o Dióxido de CarbonoDocument18 pagesAplicações para o Dióxido de CarbonoThiago Rodrigues SantosPas encore d'évaluation
- Co As Carbon Source For Fuel Synthesis: SciencedirectDocument5 pagesCo As Carbon Source For Fuel Synthesis: SciencedirectDanCosminPas encore d'évaluation
- Development of High-Performance Adsorbent Using KOH-impregnated Ricehusk-Based Activated Carbon For Indoor CO2 AdsorptionDocument16 pagesDevelopment of High-Performance Adsorbent Using KOH-impregnated Ricehusk-Based Activated Carbon For Indoor CO2 AdsorptionZackkPas encore d'évaluation
- Bimetallic CatalystDocument6 pagesBimetallic CatalystAkundi VsjPas encore d'évaluation
- Performance Analysis of RDF Gasification in A Two Stage Fluidized Bed-Plasma ProcessDocument11 pagesPerformance Analysis of RDF Gasification in A Two Stage Fluidized Bed-Plasma Processvitor_alberto_7Pas encore d'évaluation
- 10 3390@c6020021Document25 pages10 3390@c6020021Jean Carlo Jaén JiménezPas encore d'évaluation
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary Decompositioncosmicbabe_2000Pas encore d'évaluation
- Gas-Phase Mass Transfer Coefficient of CO in Different Alkanolamine Solutions Within Packed-Bed Absorption ColumnDocument10 pagesGas-Phase Mass Transfer Coefficient of CO in Different Alkanolamine Solutions Within Packed-Bed Absorption ColumnHamza AliPas encore d'évaluation
- Novel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasDocument12 pagesNovel Sorption-Enhanced Methanation With Simultaneous CO Removal For The Production of Synthetic Natural GasAmar GargPas encore d'évaluation
- 1 s2.0 S002195171830232X MainDocument12 pages1 s2.0 S002195171830232X MainGustavo gomesPas encore d'évaluation
- Experimental Studies On Carbon Dioxide Absorption Using Potassium Carbonate Solutions With Amino Acid SaltsDocument8 pagesExperimental Studies On Carbon Dioxide Absorption Using Potassium Carbonate Solutions With Amino Acid SaltsLucia RojasPas encore d'évaluation
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezPas encore d'évaluation
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionBiruk GetachewPas encore d'évaluation
- Fichas Bibliográficas CelyDocument21 pagesFichas Bibliográficas CelyDaniel loaizaPas encore d'évaluation
- Development of Novel CO Adsorbents For Capture of CO From Flue GasDocument13 pagesDevelopment of Novel CO Adsorbents For Capture of CO From Flue GasMayurkumar patilPas encore d'évaluation
- Liu, 2022 - CO2 Negative SMS and Other Biomasses ConversionDocument8 pagesLiu, 2022 - CO2 Negative SMS and Other Biomasses ConversionCarolina Restrepo LondoñoPas encore d'évaluation
- Fluidised ParticlesDocument17 pagesFluidised ParticlesBelen CRPas encore d'évaluation
- 2019NatComm CO2 Hydrogenation Hetero CatDocument15 pages2019NatComm CO2 Hydrogenation Hetero CatNgoc Anh TháiPas encore d'évaluation
- Phan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicDocument12 pagesPhan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicSơn PhanThanhPas encore d'évaluation
- Carbon 94 (2015) 243-255 (Koh)Document13 pagesCarbon 94 (2015) 243-255 (Koh)Chuah Chong YangPas encore d'évaluation
- Pilar Gayán, Iñaki Adánez-Rubio, Alberto Abad, Luis F. de Diego, Francisco García-Labiano, Juan AdánezDocument13 pagesPilar Gayán, Iñaki Adánez-Rubio, Alberto Abad, Luis F. de Diego, Francisco García-Labiano, Juan AdánezRobert MyersPas encore d'évaluation
- Journal of CO2 Utilization: Maciej Zajac, Jørgen Skibsted, Frank Bullerjahn, Jan SkocekDocument17 pagesJournal of CO2 Utilization: Maciej Zajac, Jørgen Skibsted, Frank Bullerjahn, Jan SkocekksrinivasPas encore d'évaluation
- Ref 1 RDDocument37 pagesRef 1 RDFerdi habibPas encore d'évaluation
- Applied Energy: Chuanwen Zhao, Yafei Guo, Changhai Li, Shouxiang LuDocument7 pagesApplied Energy: Chuanwen Zhao, Yafei Guo, Changhai Li, Shouxiang LuHongkung KrachangniwatPas encore d'évaluation
- Assessment of Natural Gashydrogen Blends As AnDocument15 pagesAssessment of Natural Gashydrogen Blends As AnRaulPas encore d'évaluation
- Plasma-Catalytic Dry Reforming of Methane Over Ni-Supported Catalysts in A Rotating Gliding Arc - Spouted Bed ReactorDocument13 pagesPlasma-Catalytic Dry Reforming of Methane Over Ni-Supported Catalysts in A Rotating Gliding Arc - Spouted Bed ReactorNguyễn TuânPas encore d'évaluation
- Carbon 04 00052Document19 pagesCarbon 04 00052Salome ValeriaPas encore d'évaluation
- 11R PDFDocument7 pages11R PDFMary Grace VelitarioPas encore d'évaluation
- Equilibrium ModelingDocument9 pagesEquilibrium ModelingVineet SinghPas encore d'évaluation
- A Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationDocument6 pagesA Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationAnonymous sVheFhq9PPas encore d'évaluation
- Carbonation-Calcination Cycle Using High Reactivity Calcium Oxide For Carbon Dioxide Separation From Flue GasDocument8 pagesCarbonation-Calcination Cycle Using High Reactivity Calcium Oxide For Carbon Dioxide Separation From Flue GasPola PoliPas encore d'évaluation
- Water Solubility in CO Mixtures: Experimental and Modelling InvestigationDocument10 pagesWater Solubility in CO Mixtures: Experimental and Modelling InvestigationUlfa Trianti AminPas encore d'évaluation
- Hydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al ODocument7 pagesHydrogen Production Via Steam Reforming of Methane With Simultaneous Co Capture Over Cao - Ca Al OMonica RoyPas encore d'évaluation
- Enhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionDocument6 pagesEnhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionWassachol SumarasinghaPas encore d'évaluation
- Conversion of Waste Plastics Into FuelsDocument7 pagesConversion of Waste Plastics Into FuelsEvans KasondePas encore d'évaluation
- 2011 - Reduction of Carbon Dioxide in Hydrothermal Craking of Polymer WastesDocument4 pages2011 - Reduction of Carbon Dioxide in Hydrothermal Craking of Polymer WastesMaría Andérez FernándezPas encore d'évaluation
- Carbon Capture Powered by Solar EnergyDocument6 pagesCarbon Capture Powered by Solar EnergyDiana Carolina Hernandez PuentesPas encore d'évaluation
- Iliuta Et al-2013-AIChE JournalDocument14 pagesIliuta Et al-2013-AIChE JournalJuan Pa GuerreroPas encore d'évaluation
- Reactions: Production of Fuels and Chemicals From A CO MixtureDocument17 pagesReactions: Production of Fuels and Chemicals From A CO MixtureSaniya MehtaPas encore d'évaluation
- High-Surface-Area Porous Carbons Produced by The MildDocument10 pagesHigh-Surface-Area Porous Carbons Produced by The MildRishyavandhan VPas encore d'évaluation
- Applied Thermal Engineering: Research PaperDocument6 pagesApplied Thermal Engineering: Research Paperanang darunnajaPas encore d'évaluation
- 2020 Jul Transforming CO2 To Jet Fuel Over Fe-Mn-K CatalystDocument12 pages2020 Jul Transforming CO2 To Jet Fuel Over Fe-Mn-K CatalystVivek ShrivastawPas encore d'évaluation
- Bore Ribo On 2018Document8 pagesBore Ribo On 2018Hêny CarlênicPas encore d'évaluation
- High Purity, Self-Sustained, Pressurized Hydrogen Production From Ammonia in A Catalytic Membrane ReactorDocument12 pagesHigh Purity, Self-Sustained, Pressurized Hydrogen Production From Ammonia in A Catalytic Membrane ReactorKhai Q TranPas encore d'évaluation
- Kinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO AdsorptionDocument7 pagesKinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO Adsorptionprash_13Pas encore d'évaluation
- Improved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingDocument4 pagesImproved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingsylviealPas encore d'évaluation
- Chemical Engineering & Processing: Process Intensiication: SciencedirectDocument9 pagesChemical Engineering & Processing: Process Intensiication: SciencedirectMuhammad HabibPas encore d'évaluation
- Expeerimental DtatDocument10 pagesExpeerimental DtatGeorge FuryPas encore d'évaluation
- SciencedirectDocument9 pagesSciencedirectraminPas encore d'évaluation
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologyclaudiacarranzafPas encore d'évaluation
- Jerzak Bieniek Magdziarz IJHEDocument16 pagesJerzak Bieniek Magdziarz IJHEadreskhn5Pas encore d'évaluation
- Bird - Blender Manual PDFDocument30 pagesBird - Blender Manual PDFJorge VeraPas encore d'évaluation
- Bird - Blender Manual PDFDocument30 pagesBird - Blender Manual PDFJorge VeraPas encore d'évaluation
- (Lorenzo F. Botannini) Wood Types, Properties, An PDFDocument257 pages(Lorenzo F. Botannini) Wood Types, Properties, An PDFJorge VeraPas encore d'évaluation
- Crutzen2002 PDFDocument1 pageCrutzen2002 PDFDaniel David ArangurenPas encore d'évaluation
- Giardino Marston 1999Document12 pagesGiardino Marston 1999Jorge VeraPas encore d'évaluation
- Cosmo - A Historical Perspective PDFDocument199 pagesCosmo - A Historical Perspective PDFJorge Vera100% (1)
- Fine PM TechDocument286 pagesFine PM TechJorge VeraPas encore d'évaluation
- Altafini, Wander, Barreto - Prediction of The Working Parameters of A Wood Waste Gasifier Through An Equilibrium ModelDocument15 pagesAltafini, Wander, Barreto - Prediction of The Working Parameters of A Wood Waste Gasifier Through An Equilibrium ModelJorge VeraPas encore d'évaluation
- Asadullah - Barriers of Commercial Power Generation Using Biomass GasificationDocument15 pagesAsadullah - Barriers of Commercial Power Generation Using Biomass GasificationJorge VeraPas encore d'évaluation
- Altafini, Wander, Barreto - Prediction of The Working Parameters of A Wood Waste Gasifier Through An Equilibrium ModelDocument15 pagesAltafini, Wander, Barreto - Prediction of The Working Parameters of A Wood Waste Gasifier Through An Equilibrium ModelJorge VeraPas encore d'évaluation
- Coltters, Rivas - Minimum Fluidation Velocity Correlations in Particulate SystemsDocument15 pagesColtters, Rivas - Minimum Fluidation Velocity Correlations in Particulate SystemsJorge VeraPas encore d'évaluation
- Material Safety Data Sheet BAL-28: I. General InformationDocument5 pagesMaterial Safety Data Sheet BAL-28: I. General InformationbayuPas encore d'évaluation
- Queensland Urban Drainage Manual PDFDocument459 pagesQueensland Urban Drainage Manual PDFAnthony Nguyen89% (9)
- Pipe Coat & LiningDocument22 pagesPipe Coat & Liningjadav parixeet100% (3)
- Biodigester Explaner Brochure BILASPURDocument2 pagesBiodigester Explaner Brochure BILASPURRahul Ravi SinghPas encore d'évaluation
- Heat Pumps and Energy StorageDocument8 pagesHeat Pumps and Energy StoragesanipoulouPas encore d'évaluation
- Safe Work Method StatementDocument5 pagesSafe Work Method StatementAnonymous RmzEd3jAPas encore d'évaluation
- Operations Report-Pakarab FertilizersDocument30 pagesOperations Report-Pakarab Fertilizersiqrakhan007100% (2)
- Tracer: Do PocketesterDocument20 pagesTracer: Do PocketesterNayive LancherosPas encore d'évaluation
- GDCH PresentationDocument11 pagesGDCH PresentationSohail Aziz Ahmad MalikPas encore d'évaluation
- Drain Pump DaikinDocument2 pagesDrain Pump DaikinJonathan GanPas encore d'évaluation
- Mohriak e Barros, 1990Document10 pagesMohriak e Barros, 1990jpoceanoPas encore d'évaluation
- Authentic BrochureDocument24 pagesAuthentic Brochureneerajpravi123Pas encore d'évaluation
- Role of Rock Mechanics in Mining Industry: Applications in Underground MiningDocument30 pagesRole of Rock Mechanics in Mining Industry: Applications in Underground MiningJahangir MalikPas encore d'évaluation
- Catalogo Valvole e Blocchi 2017 en WebDocument117 pagesCatalogo Valvole e Blocchi 2017 en WebWilson CanoPas encore d'évaluation
- Uncatalyzed Esterification of Biomass-Derived Carboxylic Acids PDFDocument154 pagesUncatalyzed Esterification of Biomass-Derived Carboxylic Acids PDFZeny NaranjoPas encore d'évaluation
- All The Water We NeedDocument9 pagesAll The Water We NeedAnne Stinnett100% (1)
- Gas & Condensate Production Facility Block DiagramDocument5 pagesGas & Condensate Production Facility Block DiagramAswin TrisaktiPas encore d'évaluation
- SOFEC CALM BUOY FINAL 3page RedDocument3 pagesSOFEC CALM BUOY FINAL 3page RedJ. Jorge TorresPas encore d'évaluation
- Sarasota County Comprehensive Plan - Transmittal Draft - Volume 1Document608 pagesSarasota County Comprehensive Plan - Transmittal Draft - Volume 1Suddhasattwa BandyopadhyayPas encore d'évaluation
- Uttar PradeshDocument24 pagesUttar PradeshharhelPas encore d'évaluation
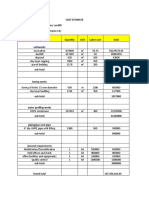
- Cost EstimateDocument1 pageCost EstimateCire OmalinPas encore d'évaluation
- WASREB Impact Report9Document92 pagesWASREB Impact Report9fjfjfjdjdjdjd jjfjfjfPas encore d'évaluation
- Tamera Biogas DigesterDocument16 pagesTamera Biogas DigesterMonika HöstereyPas encore d'évaluation
- (Type The Document Title) : Significance of The StudyDocument6 pages(Type The Document Title) : Significance of The StudyKristelle Charlotte CruzPas encore d'évaluation
- Development Control Rules - CMDA: The Main Divisions of DCRDocument10 pagesDevelopment Control Rules - CMDA: The Main Divisions of DCReshPas encore d'évaluation
- Test - WASH PM Assistant - TemplateDocument6 pagesTest - WASH PM Assistant - Templatealgodami100% (5)
- 24 Doctors With The Courage To Tell The Truth About Distilled WaterDocument22 pages24 Doctors With The Courage To Tell The Truth About Distilled WaterEnglishTutr100% (6)
- CH 12Document29 pagesCH 12Aljebre MohmedPas encore d'évaluation
- Semester 2 Final ReflectionDocument6 pagesSemester 2 Final Reflectionapi-202153663Pas encore d'évaluation
- L14-Multiphase Pumping & Subsea Processing (Compatibility Mode)Document26 pagesL14-Multiphase Pumping & Subsea Processing (Compatibility Mode)Laxmi Kant Prasad100% (1)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)
- The Perfumed Pages of History: A Textbook on Fragrance CreationD'EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationÉvaluation : 4 sur 5 étoiles4/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignD'EverandAn Applied Guide to Water and Effluent Treatment Plant DesignÉvaluation : 5 sur 5 étoiles5/5 (4)
- Water-Based Paint Formulations, Vol. 3D'EverandWater-Based Paint Formulations, Vol. 3Évaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesD'EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Distillation Design and Control Using Aspen SimulationD'EverandDistillation Design and Control Using Aspen SimulationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Chemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignD'EverandChemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignÉvaluation : 4 sur 5 étoiles4/5 (16)
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesD'EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesPas encore d'évaluation
- A New Approach to HAZOP of Complex Chemical ProcessesD'EverandA New Approach to HAZOP of Complex Chemical ProcessesPas encore d'évaluation
- The Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookD'EverandThe Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookPas encore d'évaluation
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsD'EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottÉvaluation : 4 sur 5 étoiles4/5 (6)
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Bioinspired Materials Science and EngineeringD'EverandBioinspired Materials Science and EngineeringGuang YangPas encore d'évaluation
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringD'EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionD'EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionPas encore d'évaluation