Vous aimerez peut-être aussi
- PS SB 5510 Eng 05Document23 pagesPS SB 5510 Eng 05fajar abadiPas encore d'évaluation
- Conveyor Belt Splicing GuideDocument41 pagesConveyor Belt Splicing GuideFelipe MascayanoPas encore d'évaluation
- Anhui Vocational and Technical College of Mining: Graduation Project (Thesis)Document27 pagesAnhui Vocational and Technical College of Mining: Graduation Project (Thesis)Anonymous ahdhFMaPas encore d'évaluation
- Me 353 CepDocument23 pagesMe 353 CepMuneer AhmedPas encore d'évaluation
- Catalogo Bandas Mectrol-GatesDocument68 pagesCatalogo Bandas Mectrol-GatesMerinoCrisFerPas encore d'évaluation
- PPM HPM AngDocument16 pagesPPM HPM Ang26110Pas encore d'évaluation
- RTR BearingDocument52 pagesRTR Bearingjhon3748Pas encore d'évaluation
- GatesMectrol Belt Pulley CatalogDocument54 pagesGatesMectrol Belt Pulley CatalogSergio AlvesPas encore d'évaluation
- Training Report - 1466958477542Document24 pagesTraining Report - 1466958477542Anuj JainPas encore d'évaluation
- Campanella Tese LaserDocument52 pagesCampanella Tese LaserEdPas encore d'évaluation
- PNS 113 RebarsDocument12 pagesPNS 113 RebarsKenneth Z. Peniano100% (3)
- 2 RollersDocument128 pages2 RollersCésarRenatoCopacondoriCuaylaPas encore d'évaluation
- IN PLANT TRAINING AT JK FENNER (INDIA) LTDDocument8 pagesIN PLANT TRAINING AT JK FENNER (INDIA) LTDVengadasubramanianPas encore d'évaluation
- Flexible HosesDocument79 pagesFlexible HosesSantosh ShettyPas encore d'évaluation
- Rig Master CatalogDocument52 pagesRig Master CatalogThomas StempienPas encore d'évaluation
- Idler Selection PDFDocument13 pagesIdler Selection PDFkhuong_unoPas encore d'évaluation
- Amot Thermostatic Control ValveDocument15 pagesAmot Thermostatic Control ValveShivakumarPas encore d'évaluation
- Quad Ring SealDocument30 pagesQuad Ring SealNaveen PrasadPas encore d'évaluation
- CEMC Screw Conveyor Manual 2.20Document107 pagesCEMC Screw Conveyor Manual 2.20GABYGABYGABYGABY100% (1)
- Everything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVertuokumusPas encore d'évaluation
- Installation Practices FOR Cable Raceway Systems: The Okonite CompanyDocument56 pagesInstallation Practices FOR Cable Raceway Systems: The Okonite CompanyharlyganPas encore d'évaluation
- Hoisting Rigging FundamentalsDocument89 pagesHoisting Rigging FundamentalsRoger Loomis100% (2)
- Apex Belting Conveyor HandbookDocument102 pagesApex Belting Conveyor Handbooksasha_seferovic1874Pas encore d'évaluation
- Steelcord splice design standardDocument10 pagesSteelcord splice design standardREZAPas encore d'évaluation
- Analysis and Modelling of Crate and Bottle Separator: DesignDocument27 pagesAnalysis and Modelling of Crate and Bottle Separator: DesignSileshPas encore d'évaluation
- Conduits, Culverts, and Pipes Design ManualDocument87 pagesConduits, Culverts, and Pipes Design Manual2003_335Pas encore d'évaluation
- Peikko Ties Guide - Connect Sandwich Panel Layers with Diagonal, Ladder and Beam TiesDocument8 pagesPeikko Ties Guide - Connect Sandwich Panel Layers with Diagonal, Ladder and Beam TiesRomandas AleknaviciusPas encore d'évaluation
- Gasket Fabricators Association Technical HandbookDocument19 pagesGasket Fabricators Association Technical HandbookTHETHINHPas encore d'évaluation
- Handbook For Machining GuidelinesDocument135 pagesHandbook For Machining GuidelinesSyed NawazPas encore d'évaluation
- EM 1110-2-2701-Vertical Lift GateDocument61 pagesEM 1110-2-2701-Vertical Lift Gatebasilecoq100% (2)
- Group 1 - Final ReportDocument70 pagesGroup 1 - Final Reportany onePas encore d'évaluation
- HDPE High Density Polyethylene Manual 9 2010 SFSDocument45 pagesHDPE High Density Polyethylene Manual 9 2010 SFSGnabBangPas encore d'évaluation
- Elektro Otporno Zavarivanje PDFDocument30 pagesElektro Otporno Zavarivanje PDFMiroslav LukačevićPas encore d'évaluation
- 2023 01 Gasket-HandbookDocument216 pages2023 01 Gasket-Handbookrbnotosagoro100% (1)
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJPas encore d'évaluation
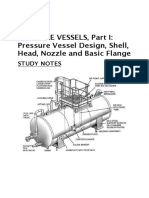
- Pressure Vessel Design FundamentalsDocument20 pagesPressure Vessel Design Fundamentalsmhd abdou86% (7)
- Datasheet B Thermostatic Control ValveDocument16 pagesDatasheet B Thermostatic Control ValveMogtaba OsmanPas encore d'évaluation
- AWS C5.1-73 Plasma Arc Welding PDFDocument76 pagesAWS C5.1-73 Plasma Arc Welding PDFkrishnatejanitdgpPas encore d'évaluation
- Helpful Hints 2Document68 pagesHelpful Hints 2Uygur Zeren100% (5)
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76Pas encore d'évaluation
- Fajas Varias MarcasDocument12 pagesFajas Varias Marcasjose2525Pas encore d'évaluation
- DU Sliding Material SpecificationsDocument55 pagesDU Sliding Material SpecificationsMichał AmborPas encore d'évaluation
- Design of Liner Puller PresentationDocument29 pagesDesign of Liner Puller PresentationKirubel MogesPas encore d'évaluation
- Project of Design by Group 3Document54 pagesProject of Design by Group 3etayhailu100% (4)
- 3.conveyor Belt Selection-Design For High Speed ConveyorsDocument17 pages3.conveyor Belt Selection-Design For High Speed ConveyorsAshok KumarPas encore d'évaluation
- Gunnebo Lifting ClassicDocument20 pagesGunnebo Lifting ClassicYosses Sang NahkodaPas encore d'évaluation
- BearingDocument22 pagesBearingbbmokshPas encore d'évaluation
- Gs-Hydro Hydraulic Piping Standard Handbook Revision 1Document200 pagesGs-Hydro Hydraulic Piping Standard Handbook Revision 1Haris StavrouPas encore d'évaluation
- Schunk Sealing RingsDocument20 pagesSchunk Sealing Ringspeach5Pas encore d'évaluation
- Conveyer Belts: Group MembersDocument20 pagesConveyer Belts: Group MembersSaifullah KhawarPas encore d'évaluation
- Machine Design Elements and AssembliesD'EverandMachine Design Elements and AssembliesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Prompting Science and Engineering Students in Practical TrigonometryD'EverandPrompting Science and Engineering Students in Practical TrigonometryPas encore d'évaluation
- Pocket Guide to Preventing Process Plant Materials Mix-upsD'EverandPocket Guide to Preventing Process Plant Materials Mix-upsPas encore d'évaluation
- Carbon Anode Based Li-IonDocument119 pagesCarbon Anode Based Li-IonhimubuetPas encore d'évaluation
- Activity Illumination On Task Surface (Lux)Document3 pagesActivity Illumination On Task Surface (Lux)himubuetPas encore d'évaluation
- Mobile Elevating Work PlatformsDocument64 pagesMobile Elevating Work Platformshimubuet100% (1)
- Beltmaster Berekeningen-Transport PDFDocument16 pagesBeltmaster Berekeningen-Transport PDFyaidragonPas encore d'évaluation
- Location, location, location: Choosing stair placementDocument7 pagesLocation, location, location: Choosing stair placementhimubuetPas encore d'évaluation
- Engineering: ManualDocument85 pagesEngineering: Manualsabinum100% (3)
- Modular belts guideDocument20 pagesModular belts guidehimubuetPas encore d'évaluation
- Chain Pull CalculationsDocument39 pagesChain Pull Calculationsmech_abhi100% (2)
- Beam Assembly - 2Document1 pageBeam Assembly - 2himubuetPas encore d'évaluation
- COP Rack Safety Inspections V2 1 Final PDFDocument22 pagesCOP Rack Safety Inspections V2 1 Final PDFhimubuet100% (1)
- Casio Efa 131 SettingsDocument4 pagesCasio Efa 131 Settingsimitgm100% (1)
- Steel Alloys Guide for Heavy-Duty CastingsDocument6 pagesSteel Alloys Guide for Heavy-Duty CastingsSanthosh LingappaPas encore d'évaluation
- Construction Electrical Boq NewDocument7 pagesConstruction Electrical Boq Newmudassir mPas encore d'évaluation
- 3x3 AR AFFF C6 Rev140815Document2 pages3x3 AR AFFF C6 Rev140815Beshoy RedaPas encore d'évaluation
- Chemical Compatibility Chart From IsmDocument14 pagesChemical Compatibility Chart From IsmRozaq Alfan WPas encore d'évaluation
- PP Copolimero - Lloyndellbasell Adstif Ea648pDocument1 pagePP Copolimero - Lloyndellbasell Adstif Ea648parmandoPas encore d'évaluation
- TECHNICAL SPEC SHEETDocument2 pagesTECHNICAL SPEC SHEETDaniel Garces DavilaPas encore d'évaluation
- A Level Chemistry Papers Nov2010 PDFDocument249 pagesA Level Chemistry Papers Nov2010 PDFByakuya BleachPas encore d'évaluation
- Utilization of Banana Peel Powder in ConcreteDocument2 pagesUtilization of Banana Peel Powder in ConcreteEditor IJTSRDPas encore d'évaluation
- Expt 5 Carboxylic Acids and EstersDocument5 pagesExpt 5 Carboxylic Acids and EstersmendozakaceeyPas encore d'évaluation
- Die Manufacturing NewDocument37 pagesDie Manufacturing NewaramacataPas encore d'évaluation
- Semi ConductorDocument4 pagesSemi ConductorSchrodinger's CatPas encore d'évaluation
- Supplying and Using EnergyDocument19 pagesSupplying and Using Energylinm@kilvington.vic.edu.auPas encore d'évaluation
- Base OIL SN-650: CharacteristicsDocument1 pageBase OIL SN-650: CharacteristicsAlzahraa TradingPas encore d'évaluation
- Arteche DS Vru-36 enDocument2 pagesArteche DS Vru-36 enFacturas SempsaPas encore d'évaluation
- Esacote Pu 39: Technical Data SheetDocument2 pagesEsacote Pu 39: Technical Data SheetShambhatiaPas encore d'évaluation
- LR LRV LLRDocument8 pagesLR LRV LLRAnonymous CMS3dL1TPas encore d'évaluation
- Materials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertDocument10 pagesMaterials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertJiNx AngPas encore d'évaluation
- Design Methodology for Bonded-Bolted Composite JointsDocument97 pagesDesign Methodology for Bonded-Bolted Composite JointsAnonymous 1rLNlqUPas encore d'évaluation
- Types of Waste: Liquid, Solid, Hazardous, Organic, RecyclableDocument7 pagesTypes of Waste: Liquid, Solid, Hazardous, Organic, RecyclableJan CirujanoPas encore d'évaluation
- TDS Disperbyk-108 en PDFDocument2 pagesTDS Disperbyk-108 en PDFpattycastillojPas encore d'évaluation
- What Is The Difference Between Membrane and Shell in ETABSDocument1 pageWhat Is The Difference Between Membrane and Shell in ETABSadil_khan648100% (1)
- 01c SNCurvesDocument42 pages01c SNCurvesNandar HlaingPas encore d'évaluation
- Fire and Fire ExtinguishmentDocument28 pagesFire and Fire ExtinguishmentRahul RamachandranPas encore d'évaluation
- PP 106-110 Modeling & Simulation of Water Gas Shift Reaction JALPADocument5 pagesPP 106-110 Modeling & Simulation of Water Gas Shift Reaction JALPAEditorijset IjsetPas encore d'évaluation
- Formation of Different Types of Igneous RocksDocument14 pagesFormation of Different Types of Igneous RocksJanaeirah Delos ReyesPas encore d'évaluation
- Questionpaper Paper1C January2015 PDFDocument36 pagesQuestionpaper Paper1C January2015 PDFChahinese FahsiPas encore d'évaluation
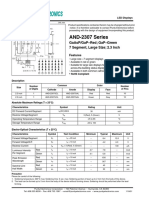
- Ptoelectronics Ptoelectronics Ptoelectronics: AND-2307 SeriesDocument2 pagesPtoelectronics Ptoelectronics Ptoelectronics: AND-2307 SeriesLuis Angel PPas encore d'évaluation
- W&A Hollowcore PanelsDocument2 pagesW&A Hollowcore PanelsWhite RabbitPas encore d'évaluation
- 66 KV Submarine Cable Systems For Offshore WindDocument20 pages66 KV Submarine Cable Systems For Offshore WindAnonymous 1AAjd0Pas encore d'évaluation
- Rhoplex Ac 3001Document12 pagesRhoplex Ac 3001hongducxxxPas encore d'évaluation