Vous aimerez peut-être aussi
- Manual Tecnico Bomba StanadyneDocument3 pagesManual Tecnico Bomba StanadyneIvo Silva100% (4)
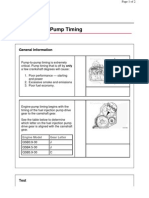
- Stanadyne de Pump Timing InstructionsDocument1 pageStanadyne de Pump Timing InstructionsPiotr Kowal100% (5)
- John Deere Fuel Injection Pump Repair & InstallationDocument8 pagesJohn Deere Fuel Injection Pump Repair & Installationjohncouey67% (6)
- Manual John Deere Bombas Iny.Document550 pagesManual John Deere Bombas Iny.Moises Carrera Angulo88% (25)
- Manual Tecnico Motor Power Tech de Deere 120cDocument550 pagesManual Tecnico Motor Power Tech de Deere 120cedwin quiroz93% (15)
- CTM385 - 19 - 22JUN05 Fuel 9 0Document834 pagesCTM385 - 19 - 22JUN05 Fuel 9 0joao11887% (15)
- Part 1 StanadyneDocument168 pagesPart 1 Stanadynemike leveck80% (5)
- JD 4045T Engine Cod FallaDocument455 pagesJD 4045T Engine Cod FallaFernando Ortiz80% (10)
- 222 enDocument48 pages222 enAspro Brazil Se Iglesias75% (8)
- Identificación John DeereDocument19 pagesIdentificación John DeereCeciliagorra100% (2)
- CTM400 - 19 - 02JUN05 Rep 9 0Document420 pagesCTM400 - 19 - 02JUN05 Rep 9 0Antony Moreno100% (4)
- Service Manual 6068 May 03Document661 pagesService Manual 6068 May 03A z D87% (31)
- 4045-6068 Electronicos, Manual ServicioDocument678 pages4045-6068 Electronicos, Manual Serviciojhon jairo trujillo100% (2)
- Delphi Katalog Duesen PDFDocument373 pagesDelphi Katalog Duesen PDFDavid Lincoln83% (6)
- DYNA102 Stanadyne PumpDocument4 pagesDYNA102 Stanadyne Pumpanurag_pai_1100% (3)
- Stanadyne DB4 (Manual) PDFDocument52 pagesStanadyne DB4 (Manual) PDFeber granados90% (49)
- Stanadyne de Pump Timing InstructionsDocument1 pageStanadyne de Pump Timing Instructionskonstantin chekan100% (1)
- Rebuild StanadyneDocument4 pagesRebuild StanadyneKevin TtitoPas encore d'évaluation
- Stanadyne Ds PumpDocument62 pagesStanadyne Ds Pumpvinnman87100% (5)
- CTM331 (1 4045T Engine Service)Document455 pagesCTM331 (1 4045T Engine Service)Cristobal Sanchez97% (34)
- PowerTech 4.5L &6.8L Diesel Engines - Level 12 Electronic Fuel System-Stanadyne DE10 Pump-CTM331Document550 pagesPowerTech 4.5L &6.8L Diesel Engines - Level 12 Electronic Fuel System-Stanadyne DE10 Pump-CTM331grand fir100% (39)
- 87704086A NEF 6 Cyl MechanicalDocument545 pages87704086A NEF 6 Cyl Mechanicalиван Троянов100% (1)
- Electronic Fuel InjectionSystems Deere Power Systems Group CTM68Document295 pagesElectronic Fuel InjectionSystems Deere Power Systems Group CTM68Furyontheroad100% (1)
- Jhon Deere 4045Document606 pagesJhon Deere 4045ubaldo caraballo100% (3)
- Service Manual 6068 May 03 PDFDocument661 pagesService Manual 6068 May 03 PDFjon88% (8)
- John DeereDocument18 pagesJohn DeereTrevor Burnett0% (5)
- John Deere Powertech 10.5L 12.5L Diesel Engine Repair Manual CTM100 PDFDocument450 pagesJohn Deere Powertech 10.5L 12.5L Diesel Engine Repair Manual CTM100 PDFAlbert Danicescu100% (9)
- Timig VP30 44 BoschDocument2 pagesTimig VP30 44 BoschGilberto Nunes Dualdo Junior100% (5)
- Ctm385 Eletronico Motor6090 Tier IIIDocument828 pagesCtm385 Eletronico Motor6090 Tier IIIIvo Silva100% (2)
- Stanadyne DB4 Manual PDFDocument52 pagesStanadyne DB4 Manual PDFDjebali Mourad100% (2)
- VP44 Electronic Inj Pump2Document6 pagesVP44 Electronic Inj Pump2Elmer Ong100% (6)
- John Deere Fuel Injection Pump Repair & Installation PDFDocument8 pagesJohn Deere Fuel Injection Pump Repair & Installation PDFscheisshandy33% (3)
- John Deere Roosa Master Injector Pump Manual SM-2045Document312 pagesJohn Deere Roosa Master Injector Pump Manual SM-2045GreenMountainGenerators93% (30)
- JD CTM255 6081 Fuel SystemDocument790 pagesJD CTM255 6081 Fuel Systemcatmand894% (16)
- Install and Time Camshaft and Fuel Injection PumpDocument4 pagesInstall and Time Camshaft and Fuel Injection Pumpjorgedavidgonzalez90% (10)
- Dpa Pump Delphi PDFDocument127 pagesDpa Pump Delphi PDFasadiqbalansari100% (8)
- Stanadyne Service Tool ManualDocument19 pagesStanadyne Service Tool ManualAnderson BombistaPas encore d'évaluation
- Stanadyne Sistema DB4Document52 pagesStanadyne Sistema DB4Fabricio Jiménez T100% (16)
- Engine Repair ManualDocument374 pagesEngine Repair ManualChief EngineerPas encore d'évaluation
- Appendix I JD Service Manual PDFDocument661 pagesAppendix I JD Service Manual PDFJoao Silva0% (1)
- John Deere - Alternators & Starter Motors - CTM77-18-Jul-05Document664 pagesJohn Deere - Alternators & Starter Motors - CTM77-18-Jul-05grand fir100% (2)
- Lucas CAV DPA Injection Pump Instruction BookDocument8 pagesLucas CAV DPA Injection Pump Instruction BookRicardo Jorge Horta Pequeno83% (12)
- Electronic Fuel Injection (Part 1) : Topic 6Document5 pagesElectronic Fuel Injection (Part 1) : Topic 6ARiez Marz BoRizPas encore d'évaluation
- The Robert BoschDocument15 pagesThe Robert BoschShahrizan Abdul Rahman100% (1)
- Bomba de Alta Presion Denso Hp0pdfDocument4 pagesBomba de Alta Presion Denso Hp0pdfMarcelo DieselPas encore d'évaluation
- Actuators and Troubleshooting: ActuatorDocument84 pagesActuators and Troubleshooting: Actuatorعماد عمرانPas encore d'évaluation
- MTC WorkshopDocument19 pagesMTC WorkshopSmart GopiPas encore d'évaluation
- Fuel PumpDocument4 pagesFuel PumpRajesh Kumar100% (2)
- Speed Changeover MechanismDocument103 pagesSpeed Changeover MechanismMuriel Remberto100% (10)
- Hydraulic SystemsDocument44 pagesHydraulic Systemsrizaazari4530100% (1)
- Vehicle Electrical Actuators GuideDocument40 pagesVehicle Electrical Actuators GuideBence M Zoltan100% (1)
- Fuel PumpsDocument8 pagesFuel Pumpskarthick_sailor100% (5)
- bài thầy đứcDocument23 pagesbài thầy đứcnguyenductai.lop93.lhpPas encore d'évaluation
- Fuel Pump1Document5 pagesFuel Pump1Jitendra KumarPas encore d'évaluation
- Back to Basics with Auto-Solve: Electronic Fuel Injection Sensors and Actuators (Part 1Document3 pagesBack to Basics with Auto-Solve: Electronic Fuel Injection Sensors and Actuators (Part 1Kar GayeePas encore d'évaluation
- Gasoline Engine Fuel Systems ExplainedDocument57 pagesGasoline Engine Fuel Systems ExplainedsmithworkPas encore d'évaluation
- Industrial Hydraulic CircuitsDocument16 pagesIndustrial Hydraulic CircuitskingkakingPas encore d'évaluation
- Construction and Manufacture of AutomobilesD'EverandConstruction and Manufacture of AutomobilesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingD'EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingÉvaluation : 5 sur 5 étoiles5/5 (1)
- This Is How You Can Activate Your AUTOCOMDELPHI Cars and Trucks 2014.3 Hex2stuffDocument4 pagesThis Is How You Can Activate Your AUTOCOMDELPHI Cars and Trucks 2014.3 Hex2stuffyamilmrPas encore d'évaluation
- MRCRC PPC KeyDocument1 pageMRCRC PPC KeyyamilmrPas encore d'évaluation
- LBX Spanish Ultralok Training EAME - SPDocument1 pageLBX Spanish Ultralok Training EAME - SPyamilmrPas encore d'évaluation
- DS100E Release 3 2011 Codes: VCI Number PPC Hardware Key PPC Max Key PPC Diesel Max KeyDocument30 pagesDS100E Release 3 2011 Codes: VCI Number PPC Hardware Key PPC Max Key PPC Diesel Max KeyyamilmrPas encore d'évaluation
- New Introduction: Parts BulletinDocument5 pagesNew Introduction: Parts BulletinyamilmrPas encore d'évaluation
- X2 5A Machine SpecificationsDocument3 pagesX2 5A Machine SpecificationsyamilmrPas encore d'évaluation
- X2 13 Rock Stopper FilterDocument2 pagesX2 13 Rock Stopper FilteryamilmrPas encore d'évaluation
- X2 10 Fuel Filter Replacement Procedure PDFDocument1 pageX2 10 Fuel Filter Replacement Procedure PDFyamilmrPas encore d'évaluation
- LBX Spanish Ultralok Training EAME - SPDocument28 pagesLBX Spanish Ultralok Training EAME - SPyamilmrPas encore d'évaluation
- 8670-8970 Operators ManualDocument283 pages8670-8970 Operators ManualyamilmrPas encore d'évaluation
- 80SA 9A Machine SpecificationsDocument2 pages80SA 9A Machine SpecificationsyamilmrPas encore d'évaluation
- 80SA 9A Machine Specifications PDFDocument2 pages80SA 9A Machine Specifications PDFyamilmrPas encore d'évaluation
- X2 10 Fuel Filter Replacement ProcedureDocument1 pageX2 10 Fuel Filter Replacement ProcedureyamilmrPas encore d'évaluation
- Tuflo 4005001000 Air CompressorDocument40 pagesTuflo 4005001000 Air CompressoryamilmrPas encore d'évaluation
- Kubota z482 d722Document81 pagesKubota z482 d722jaumegusPas encore d'évaluation
- X2 7 Resetting Service Screens Quick ReferenceDocument3 pagesX2 7 Resetting Service Screens Quick ReferenceyamilmrPas encore d'évaluation
- Emission Manuals - Peterbilt Exhaust Regeneration Operator's Manual SupplementDocument9 pagesEmission Manuals - Peterbilt Exhaust Regeneration Operator's Manual SupplementyamilmrPas encore d'évaluation
- Tabla de EquivalenciasDocument1 pageTabla de EquivalenciasyamilmrPas encore d'évaluation
- Flash ChartDocument1 864 pagesFlash ChartyamilmrPas encore d'évaluation
- Service Codes Display Monitor (S.N. 910056-951253)Document3 pagesService Codes Display Monitor (S.N. 910056-951253)yamilmr60% (5)
- Tabla de Equivalencias YPF Shell Esso ELF Castrol Petrobras Texaco Mobil Agip TotalDocument1 pageTabla de Equivalencias YPF Shell Esso ELF Castrol Petrobras Texaco Mobil Agip Totalmarce_menaPas encore d'évaluation
- 2013-01!26!194634 Peterbilt Model 387 Operators Manual Prior To 12-06 LowDocument188 pages2013-01!26!194634 Peterbilt Model 387 Operators Manual Prior To 12-06 LowyamilmrPas encore d'évaluation
- PDFDocument224 pagesPDFluiscterrazas96% (23)
- CaltermDocument1 pageCaltermyamilmrPas encore d'évaluation
- Supplemental Manuals - Peterbilt Model 587 Operator's Manual PDFDocument239 pagesSupplemental Manuals - Peterbilt Model 587 Operator's Manual PDFyamilmrPas encore d'évaluation
- Unit-1: Introduction: Question BankDocument12 pagesUnit-1: Introduction: Question BankAmit BharadwajPas encore d'évaluation
- Brother PT-2300, 2310, 2450 Service Manual PDFDocument113 pagesBrother PT-2300, 2310, 2450 Service Manual PDFMaxim100Pas encore d'évaluation
- 0030 Program Codes PDFDocument2 pages0030 Program Codes PDFCorel MachineryPas encore d'évaluation
- Spring Operating Mechanism: For High Voltage Circuit-BreakersDocument8 pagesSpring Operating Mechanism: For High Voltage Circuit-Breakersrimce77Pas encore d'évaluation
- Service Manual Incl. Parts KV-S3105C - KV-S3085Document274 pagesService Manual Incl. Parts KV-S3105C - KV-S3085smang1050% (2)
- Moeller PDFDocument86 pagesMoeller PDFMohamedPas encore d'évaluation
- Structure and Features: Strucfures of Cam FollowersDocument33 pagesStructure and Features: Strucfures of Cam FollowersAlejandro DerissoPas encore d'évaluation
- NSE2 Point Machine: Installation & Service ManualDocument50 pagesNSE2 Point Machine: Installation & Service ManualRafan TechPas encore d'évaluation
- Cam Operated Rotary Switches: Versatile Options for Circuit Control ApplicationsDocument32 pagesCam Operated Rotary Switches: Versatile Options for Circuit Control ApplicationsJar TesPas encore d'évaluation
- Theory of MachinesDocument70 pagesTheory of MachinesKSM CREATIONSPas encore d'évaluation
- Kleemann - Katalog DelovaDocument104 pagesKleemann - Katalog DelovakędzierzawyPas encore d'évaluation
- Aven TicsDocument100 pagesAven TicsyelmustafaaliPas encore d'évaluation
- Parts Catalog: Collator SystemDocument62 pagesParts Catalog: Collator SystemДрукарня Вінниця100% (1)
- Hero Motocorp Passion Plus Spare Parts Price List Jun 2020Document6 pagesHero Motocorp Passion Plus Spare Parts Price List Jun 2020kgmaheswaranPas encore d'évaluation
- Mechatronics Two-Mark QuestionsDocument150 pagesMechatronics Two-Mark QuestionsRajesh PandaPas encore d'évaluation
- Create A CAM Turning Setup: Learning ObjectivesDocument4 pagesCreate A CAM Turning Setup: Learning Objectivessaif SaadiPas encore d'évaluation
- Technical Drawing TextbookDocument104 pagesTechnical Drawing TextbookTatiana Johnson100% (3)
- ES 1 LE 1 Sample ExamDocument7 pagesES 1 LE 1 Sample ExamJoseph Lawrence CelestePas encore d'évaluation
- Cam and Follower Part 1Document7 pagesCam and Follower Part 1Safdar Ali NiaziPas encore d'évaluation
- Flow Table For Use in Tests of Hydraulic CementDocument6 pagesFlow Table For Use in Tests of Hydraulic CementJose Francisco Villarreal CanalesPas encore d'évaluation
- 7.5 Kva CatalogueDocument26 pages7.5 Kva CatalogueSandip MaitiPas encore d'évaluation
- Standar Llave Hidraulica EckelDocument52 pagesStandar Llave Hidraulica EckelLuis Brito100% (1)
- Engine Izusu 4h Shop ManualDocument0 pageEngine Izusu 4h Shop Manualsolserengsa100% (12)
- Experiment No: 1: Aim: - To Study Automated Flow Line (AFL) & Transfer Line MechanismDocument8 pagesExperiment No: 1: Aim: - To Study Automated Flow Line (AFL) & Transfer Line MechanismJust for funPas encore d'évaluation
- 23 Semiautomatic and Automatic LathesDocument24 pages23 Semiautomatic and Automatic LathesPRASAD326100% (4)
- ME 41 SyllabusDocument1 pageME 41 SyllabusElisha TanPas encore d'évaluation
- DPP 140 Blister Packing MachineDocument31 pagesDPP 140 Blister Packing MachineMuthia ShofiPas encore d'évaluation
- Iem CamsDocument70 pagesIem CamsNizar Pratama PutraPas encore d'évaluation
- KOM Interview Questions PDFDocument4 pagesKOM Interview Questions PDFsrinivas pavan kumar APas encore d'évaluation
- Autodesk Inventor - Cam and ValveDocument12 pagesAutodesk Inventor - Cam and ValveNdianabasi UdonkangPas encore d'évaluation