Vous aimerez peut-être aussi
- BurilesDocument5 pagesBurilesLaura Garcia50% (2)
- Aceros para Herramientas Templadas en AguaDocument7 pagesAceros para Herramientas Templadas en AguaJorge VarelaPas encore d'évaluation
- Principios de CombustionDocument5 pagesPrincipios de CombustionIan EstradaPas encore d'évaluation
- Catálogo General 2007 SuntecDocument231 pagesCatálogo General 2007 SuntecJuan Sorley100% (1)
- Tipos de Bombas en LineaDocument15 pagesTipos de Bombas en LineaSandoval Alvaro67% (3)
- A.P.U. ExcelDocument3 pagesA.P.U. ExcelGiancarlo Coral LeonPas encore d'évaluation
- Herramientas de CorteDocument4 pagesHerramientas de CorteStiven LopezPas encore d'évaluation
- Herramientas SierrasDocument8 pagesHerramientas SierrasTatiana SalazarPas encore d'évaluation
- Tarea 4Document10 pagesTarea 4daniela morenoPas encore d'évaluation
- Características Técnicas de Las BrocasDocument16 pagesCaracterísticas Técnicas de Las BrocasHerlis Esmith Mija TacurePas encore d'évaluation
- Aceros para MatricesDocument7 pagesAceros para MatricesLuis ArellanoPas encore d'évaluation
- Presentación Herramientas de CorteDocument9 pagesPresentación Herramientas de CorteGama MontelongoPas encore d'évaluation
- Manufactura AvanzadaDocument31 pagesManufactura AvanzadaIngrid PaniaguaPas encore d'évaluation
- Herramientas de Corte y Sistema de Sujecion 2Document15 pagesHerramientas de Corte y Sistema de Sujecion 2ma_el_ocaPas encore d'évaluation
- Herramientas de CorteDocument19 pagesHerramientas de Cortejhezabel belmonte0% (1)
- Procesos Manufactura I02 193613Document10 pagesProcesos Manufactura I02 193613Irving Isaac Sanchez CastañedaPas encore d'évaluation
- Clasificación de Las Herramientas de CorteDocument22 pagesClasificación de Las Herramientas de CortejecmalaverPas encore d'évaluation
- Libro Juan AcostaDocument18 pagesLibro Juan AcostaANDRES ANTHONY ACOSTA ALVITRESPas encore d'évaluation
- Composicion de BrocasDocument9 pagesComposicion de BrocasjessicaPas encore d'évaluation
- Piedras y Puntas AbrasivasDocument5 pagesPiedras y Puntas Abrasivasmaycol borghardtPas encore d'évaluation
- Curso MecanizadoDocument62 pagesCurso MecanizadoLeonel Medina RojasPas encore d'évaluation
- Herramientas de Corte o BurilDocument9 pagesHerramientas de Corte o Buriljsebas635Pas encore d'évaluation
- Principales Materiales Usados para Herramientas de CorteDocument11 pagesPrincipales Materiales Usados para Herramientas de CorteLuis Cortez100% (1)
- Tecnologia de Las Herramientas de CorteDocument16 pagesTecnologia de Las Herramientas de CorteYoanela VargasPas encore d'évaluation
- Informe Herramientas de Corte MecanizadoDocument14 pagesInforme Herramientas de Corte MecanizadoMArio PerezPas encore d'évaluation
- BROCASDocument9 pagesBROCASDiego AlfonzoPas encore d'évaluation
- RESUMENDocument11 pagesRESUMENloqueandosmithPas encore d'évaluation
- Trabajo de Proceso de Separación de VirutasDocument11 pagesTrabajo de Proceso de Separación de Virutasmarjorie quintero100% (1)
- Afilado de BurilDocument13 pagesAfilado de BurilRolando Rivera Lopez100% (3)
- Unidad - 2 - Actividad 2.1 - AVILA - LOPEZ - HUGO OMARDocument17 pagesUnidad - 2 - Actividad 2.1 - AVILA - LOPEZ - HUGO OMARHugo AvilaPas encore d'évaluation
- Pia ManufacturaDocument6 pagesPia ManufacturaJoel RamírezPas encore d'évaluation
- Partes de Una BrocaDocument10 pagesPartes de Una BrocaLyorick0% (1)
- Act7-Sistemas de ManufacturaDocument7 pagesAct7-Sistemas de Manufacturamaximo hernandezPas encore d'évaluation
- Taller de ManufacturaDocument12 pagesTaller de ManufacturaJimena LozadaPas encore d'évaluation
- Tipos de Materiales de Herramientas de CorteDocument4 pagesTipos de Materiales de Herramientas de CorteDayana LizethPas encore d'évaluation
- Las BrocasDocument11 pagesLas BrocasmonicaPas encore d'évaluation
- Materiales para Herramientas (Acabado-Mini)Document18 pagesMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- Herramientas de Corte (MANUFACTURA)Document63 pagesHerramientas de Corte (MANUFACTURA)gdssdgdsgPas encore d'évaluation
- Brocas para Taladrado MecanicoDocument24 pagesBrocas para Taladrado MecanicoCristian Angel ValdiviaPas encore d'évaluation
- El Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30ºDocument3 pagesEl Ángulo de La Cuña de Una Cuchilla para Trabajar La Madera Debe Estar Entre 24º y 30º7pecosolPas encore d'évaluation
- Materiales y Geometría para Herramientas de MecanizadoDocument9 pagesMateriales y Geometría para Herramientas de MecanizadoJosé MorenoPas encore d'évaluation
- AserradoDocument2 pagesAserradoRoy HidalgoPas encore d'évaluation
- Brocas Espirales y La Norma DinDocument14 pagesBrocas Espirales y La Norma DinDiego Herrera MautinoPas encore d'évaluation
- PRACTICA Forja DE CONFORMADODocument14 pagesPRACTICA Forja DE CONFORMADOWil NM0% (1)
- Protesis FijaDocument19 pagesProtesis FijaRobertoChirinosPas encore d'évaluation
- Clase 1 - Mantenimiento Del Motor y Sus Sistemas Auxiliares OKDocument31 pagesClase 1 - Mantenimiento Del Motor y Sus Sistemas Auxiliares OKMadelein SilvaPas encore d'évaluation
- Tema 21 El Corte Caracteristicas de Las HerramientasDocument17 pagesTema 21 El Corte Caracteristicas de Las HerramientasKaterinChambiTorresPas encore d'évaluation
- Herramientas de CorteDocument32 pagesHerramientas de CorteMaiite HerreraPas encore d'évaluation
- Herramientas de Corte para El Torno y La FresadoraDocument9 pagesHerramientas de Corte para El Torno y La Fresadoracarlos martinesPas encore d'évaluation
- Brocas para Taladrado Mecanico 2015Document25 pagesBrocas para Taladrado Mecanico 2015Novoa SebaPas encore d'évaluation
- Herramientas Torno - Grupo1Document8 pagesHerramientas Torno - Grupo1Yubitza Arias GarciaPas encore d'évaluation
- Sierra SableDocument14 pagesSierra Sableyenser mogollónPas encore d'évaluation
- Materiales para Herramientas de CorteDocument3 pagesMateriales para Herramientas de CorteJOSSELIN ABIGAIL VILLACIS LOPEZPas encore d'évaluation
- Herramientas de Corte para El Torno y La FresadoraDocument9 pagesHerramientas de Corte para El Torno y La FresadoraMarta SanchezPas encore d'évaluation
- Trabajo Semana 10Document8 pagesTrabajo Semana 10JosepPas encore d'évaluation
- Instituto Tecnologico de Los MochisDocument7 pagesInstituto Tecnologico de Los MochisJesus Lopez FigueroaPas encore d'évaluation
- Orden de Los Metales en Función de Su DurezaDocument4 pagesOrden de Los Metales en Función de Su DurezakaynPas encore d'évaluation
- Materiales para Herramientas de Corte: Ing. Antonio Hernan Gonzalez AguilarDocument16 pagesMateriales para Herramientas de Corte: Ing. Antonio Hernan Gonzalez AguilarGeovanny Fuentes SalazarPas encore d'évaluation
- 7 Materiales Utilizados en Matrices Que Debe ConocerDocument4 pages7 Materiales Utilizados en Matrices Que Debe ConocerJose Manuel LopezPas encore d'évaluation
- Acero de Alta VelocidadDocument7 pagesAcero de Alta VelocidadVeronica DiazPas encore d'évaluation
- Tecnologia de Corte Parte 1Document6 pagesTecnologia de Corte Parte 1Sander Vargas GutierrezPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Clase 2Document13 pagesClase 2KrissPoncePas encore d'évaluation
- Lima - Hildebrandt en Sus TreceDocument32 pagesLima - Hildebrandt en Sus TreceKrissPoncePas encore d'évaluation
- Cotización 115-2021 Servicio de Monitoreo Ambiental - Ing. Ponce Krisxia PonceDocument6 pagesCotización 115-2021 Servicio de Monitoreo Ambiental - Ing. Ponce Krisxia PonceKrissPoncePas encore d'évaluation
- F 08 01 Formato de Requerimiento 1Document1 pageF 08 01 Formato de Requerimiento 1KrissPoncePas encore d'évaluation
- P.T.E Rieman Contratistas y Consultores - Reingesac 2021Document8 pagesP.T.E Rieman Contratistas y Consultores - Reingesac 2021KrissPoncePas encore d'évaluation
- Reporte 01440AAA043Document1 pageReporte 01440AAA043KrissPoncePas encore d'évaluation
- Triptico de Nom 018Document2 pagesTriptico de Nom 018Jazmin Berenice GutierrezPas encore d'évaluation
- Caratula, y Prim PGDocument8 pagesCaratula, y Prim PGKrissPoncePas encore d'évaluation
- Cuadro HuancaneDocument684 pagesCuadro HuancaneKrissPoncePas encore d'évaluation
- Tema 014 Sistema Litoral PDFDocument13 pagesTema 014 Sistema Litoral PDFSteven BennettPas encore d'évaluation
- Iso 14001 2015 Cambios NovedadesDocument30 pagesIso 14001 2015 Cambios NovedadesGa Ce J ManuelPas encore d'évaluation
- 0d9b6d 0016Document3 pages0d9b6d 0016KrissPoncePas encore d'évaluation
- Tabla Programas PAEC BR 2017Document33 pagesTabla Programas PAEC BR 2017Soledad AlexandraPas encore d'évaluation
- La Sierra CircularDocument34 pagesLa Sierra CircularKrissPoncePas encore d'évaluation
- Con Respecto A La Cultura de PlanificaciónDocument2 pagesCon Respecto A La Cultura de PlanificaciónKrissPoncePas encore d'évaluation
- Documents - Tips Informe n001 CompatibilidadDocument3 pagesDocuments - Tips Informe n001 CompatibilidadKrissPoncePas encore d'évaluation
- Anexo 3 TDR Eia PachacutecDocument22 pagesAnexo 3 TDR Eia PachacutecAve Vi EsPas encore d'évaluation
- Iso 14001 2015 Cambios NovedadesDocument30 pagesIso 14001 2015 Cambios NovedadesGa Ce J ManuelPas encore d'évaluation
- Dialnet ImpactoAmbientalDelManejoDeDesechosSolidosOrdinari 4835817Document8 pagesDialnet ImpactoAmbientalDelManejoDeDesechosSolidosOrdinari 4835817KrissPoncePas encore d'évaluation
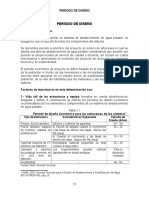
- Periodo de DiseñoDocument4 pagesPeriodo de DiseñoDavidCastellanosPas encore d'évaluation
- Universidad Nacional Del Santa: LICITACION PUBLICA N°0003-2008-Uns/Ce - Iee Por Concurso OfertaDocument75 pagesUniversidad Nacional Del Santa: LICITACION PUBLICA N°0003-2008-Uns/Ce - Iee Por Concurso OfertaKrissPoncePas encore d'évaluation
- Se Dice Que Una Corriente Es Alterna Si Cambia de Sentido PeriódicamenteDocument7 pagesSe Dice Que Una Corriente Es Alterna Si Cambia de Sentido PeriódicamenteKrissPoncePas encore d'évaluation
- Triptico 2 Semana Medio Ambiente 2014Document1 pageTriptico 2 Semana Medio Ambiente 2014KrissPoncePas encore d'évaluation
- Libro DUED ModelamientoDocument72 pagesLibro DUED ModelamientoKrissPoncePas encore d'évaluation
- 22 Analisis de AguaDocument3 pages22 Analisis de AguaKrissPoncePas encore d'évaluation
- BibliografiaDocument4 pagesBibliografiaKrissPoncePas encore d'évaluation
- Pip Form. Eval. PunoDocument24 pagesPip Form. Eval. PunoKrissPoncePas encore d'évaluation
- Documento - Perfil ModeloDocument96 pagesDocumento - Perfil ModeloKrissPoncePas encore d'évaluation
- Principales Métodos de Trabajo de Transformación en FrioDocument1 pagePrincipales Métodos de Trabajo de Transformación en FrioKrissPoncePas encore d'évaluation
- Craqueo Catalitico PDFDocument10 pagesCraqueo Catalitico PDFLuis CoronadoPas encore d'évaluation
- Laboratorio 10 - Electro ZincDocument7 pagesLaboratorio 10 - Electro ZincFrancisco Eduardo Gil HurtadoPas encore d'évaluation
- Cap. 6 Armaduras PDFDocument28 pagesCap. 6 Armaduras PDFJuan Jose MF100% (1)
- Silabo Seminario CNCDocument4 pagesSilabo Seminario CNCFernando SánchezPas encore d'évaluation
- NiqueladoDocument16 pagesNiqueladoTatiana Pila FonsecaPas encore d'évaluation
- Confinamiento de Los SuelosDocument3 pagesConfinamiento de Los SuelosEmmy LansPas encore d'évaluation
- Protocolo SUNAFILDocument71 pagesProtocolo SUNAFILJULIOPas encore d'évaluation
- Lixiviación de La Calcopirita en Medios CloruradosDocument17 pagesLixiviación de La Calcopirita en Medios CloruradosJordan GonzalezPas encore d'évaluation
- Ruta CriticaDocument1 pageRuta CriticaCarlos Enrique Cusi BarrientosPas encore d'évaluation
- Portones AmericanosDocument3 pagesPortones AmericanosMelissaRamirezPas encore d'évaluation
- Sgs-Terex 670Document8 pagesSgs-Terex 670MoisesPas encore d'évaluation
- Análisis Del Ciclo de Vida Del Envase (Unidad)Document32 pagesAnálisis Del Ciclo de Vida Del Envase (Unidad)Alex Taylor's VersionPas encore d'évaluation
- Conclusion EsDocument2 pagesConclusion EsEdwin CardenasPas encore d'évaluation
- 02.12. - Metrado Cerco Perimetrico PTARDocument3 pages02.12. - Metrado Cerco Perimetrico PTARsergioPas encore d'évaluation
- SobrecimientosDocument6 pagesSobrecimientosMarlem ShearelPas encore d'évaluation
- Procedimiento para La Densidad de Un Sistema de Poliuretano RigidoDocument6 pagesProcedimiento para La Densidad de Un Sistema de Poliuretano RigidoMike OrtizPas encore d'évaluation
- Estudio de Elementos RoscadosDocument6 pagesEstudio de Elementos RoscadosJaime ChavezPas encore d'évaluation
- La Guía Completa Sobre PlomeríaDocument1 233 pagesLa Guía Completa Sobre PlomeríaJorge Paùl Castro MendozaPas encore d'évaluation
- Trabajo Servicios Auxiliares MinerosDocument10 pagesTrabajo Servicios Auxiliares MinerosMaxs Joel Carbajal GarciaPas encore d'évaluation
- Precio de Paridad - Precios Históricos 09.03.2023Document32 pagesPrecio de Paridad - Precios Históricos 09.03.2023Oscar PolancoPas encore d'évaluation
- Diseno de Viga Doblemente Reforzada ACIDocument9 pagesDiseno de Viga Doblemente Reforzada ACIOswaldo SuárezPas encore d'évaluation
- Fundamentos de La Inyección GasolinaDocument78 pagesFundamentos de La Inyección GasolinaNicolas Heraldo Alarcon Rios100% (1)
- ListadePrecios2008 Alquiler EquiposDocument4 pagesListadePrecios2008 Alquiler EquiposFredy Omar Caraballo AlvarezPas encore d'évaluation
- Brocas Espirales y La Norma DinDocument14 pagesBrocas Espirales y La Norma DinDiego Herrera MautinoPas encore d'évaluation
- Ejercicios NaturalesDocument2 pagesEjercicios NaturalesGabriel AmadioPas encore d'évaluation
- Catalogo HRFG 8PDocument8 pagesCatalogo HRFG 8PomauriciojPas encore d'évaluation