Vous aimerez peut-être aussi
- Week 6 Heat Transfer LectureDocument43 pagesWeek 6 Heat Transfer LectureArep SLeep Love100% (1)
- Fatigue Failure Resulting From Variable Loading 1-2Document24 pagesFatigue Failure Resulting From Variable Loading 1-2Rahul SinghPas encore d'évaluation
- Literature ReviewDocument3 pagesLiterature ReviewshrynikjainPas encore d'évaluation
- Crossflow Heat Exchanger Ex PDFDocument5 pagesCrossflow Heat Exchanger Ex PDFprinesst0% (1)
- Mech Lab Spring1Document5 pagesMech Lab Spring1TalhaPas encore d'évaluation
- A Bell-Type Annealing Furnac PDFDocument9 pagesA Bell-Type Annealing Furnac PDFfercho-kun satochiPas encore d'évaluation
- Mse Notes - Unit - 2Document12 pagesMse Notes - Unit - 2337-ME- KIRTHAN DEVADIGAPas encore d'évaluation
- Metallurgical Physical ChemistryDocument45 pagesMetallurgical Physical ChemistryAlvin Garcia PalancaPas encore d'évaluation
- Homework 1Document3 pagesHomework 1Hussain Ali MurtazaPas encore d'évaluation
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVPas encore d'évaluation
- HEAT and Mass Transfer: Course Code: NME-501Document36 pagesHEAT and Mass Transfer: Course Code: NME-501Chaubey AjayPas encore d'évaluation
- Tu-100 Basic Refrigeration TrainerDocument1 pageTu-100 Basic Refrigeration TrainerFamela GadPas encore d'évaluation
- Deep Bed Filter Unit: Technical Teaching EquipmentDocument3 pagesDeep Bed Filter Unit: Technical Teaching EquipmentJennifer MaamaryPas encore d'évaluation
- Unit1 - Fundamentals of DesignDocument57 pagesUnit1 - Fundamentals of DesignKunal AhiwalePas encore d'évaluation
- Heat Transfer Lab ManualDocument59 pagesHeat Transfer Lab ManualMarPas encore d'évaluation
- Chapter 4 Compressible FlowDocument34 pagesChapter 4 Compressible FlowSanthoshinii Ramalingam100% (1)
- Chapter2, Thick Walled CylinderDocument23 pagesChapter2, Thick Walled CylinderErik Allen100% (1)
- Riello Burner TI SeriesDocument9 pagesRiello Burner TI Serieschoong kok hoePas encore d'évaluation
- Corrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotDocument48 pagesCorrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotArielPas encore d'évaluation
- ThermometerDocument17 pagesThermometerJohn Hoban100% (1)
- The Lever Rule PDFDocument4 pagesThe Lever Rule PDFMathaneshan RajagopalPas encore d'évaluation
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersArunPas encore d'évaluation
- Types of BoilersDocument9 pagesTypes of BoilersAhmad CheemaPas encore d'évaluation
- Ceramic Heat Pipe For High Temperature Heat RecoveryDocument11 pagesCeramic Heat Pipe For High Temperature Heat RecoveryChander Prakash KamraPas encore d'évaluation
- Critical Thickness of InsulationDocument11 pagesCritical Thickness of Insulationدنيا قيس كاظمPas encore d'évaluation
- Physics 06-Temperature, Heat, and Thermodynamics (2018)Document113 pagesPhysics 06-Temperature, Heat, and Thermodynamics (2018)Kiyu ImanPas encore d'évaluation
- HMT Model QPDocument2 pagesHMT Model QPPoyyamozhi Nadesan RanjithPas encore d'évaluation
- Assignment #8: Q1. A Ceramic Matrix Composite Contains Internal Flaws As Large As 0.001 CM in Length. TheDocument1 pageAssignment #8: Q1. A Ceramic Matrix Composite Contains Internal Flaws As Large As 0.001 CM in Length. Theredviolet7371100% (1)
- Types of Plug Flow ReactorsDocument7 pagesTypes of Plug Flow ReactorsDhyrana Shaila100% (1)
- What Is A Jominy End Quench Test?Document18 pagesWhat Is A Jominy End Quench Test?faqhrulPas encore d'évaluation
- Introduction To Statics - MomentsDocument15 pagesIntroduction To Statics - MomentsHussein HassanPas encore d'évaluation
- Thermal Processing of Metals & AlloysDocument10 pagesThermal Processing of Metals & AlloysOyedotun Tunde0% (1)
- 07 Thermal StressDocument13 pages07 Thermal StressSundaravathanan ChellappanPas encore d'évaluation
- High Pressure BoilersDocument18 pagesHigh Pressure BoilersVivek VardhanPas encore d'évaluation
- Steam GeneratorDocument8 pagesSteam GeneratorFrancesco CordellaPas encore d'évaluation
- Compensation To Opening BC BhattacharyaDocument18 pagesCompensation To Opening BC BhattacharyaRADHE GRAPHICSPas encore d'évaluation
- Meen 360 Cheat SheetDocument1 pageMeen 360 Cheat SheetSaniya SohailPas encore d'évaluation
- Emissivity Table enDocument1 pageEmissivity Table enSinan YıldızPas encore d'évaluation
- Fuels and Combustion: - Calorific Value - Significance and Comparison Between LCV andDocument46 pagesFuels and Combustion: - Calorific Value - Significance and Comparison Between LCV andSandhya SundarPas encore d'évaluation
- Heat Exchangers in Refrigeration - English PDFDocument1 pageHeat Exchangers in Refrigeration - English PDFavramusPas encore d'évaluation
- Iron Carbon Phase DiagramDocument3 pagesIron Carbon Phase DiagramrabikmPas encore d'évaluation
- Through Hardening ProcessesDocument3 pagesThrough Hardening ProcessesPurushothama Nanje Gowda100% (2)
- Closed-Book Practice-Ch 11 (2015!03!16)Document17 pagesClosed-Book Practice-Ch 11 (2015!03!16)Juan100% (1)
- TorsionDocument14 pagesTorsionMuhammad Adeel TariqPas encore d'évaluation
- ch4-6 SlipDocument5 pagesch4-6 SlipAyesha Farooq100% (1)
- ThermalDocument48 pagesThermalChris RosarioPas encore d'évaluation
- Combustion AssignmentDocument30 pagesCombustion AssignmentMichael AlvarezPas encore d'évaluation
- Formal Report Exp6Document7 pagesFormal Report Exp6Rachel CajilesPas encore d'évaluation
- Work 4 - Perpandas-2019Document3 pagesWork 4 - Perpandas-2019hungPas encore d'évaluation
- Module 1: Introduction To Heat TransferDocument168 pagesModule 1: Introduction To Heat TransferMohit MittalPas encore d'évaluation
- Thermodynamics LectureDocument20 pagesThermodynamics LectureLuisaGomesPas encore d'évaluation
- IglooDocument28 pagesIglooMusthofa ZainurrohimPas encore d'évaluation
- Heating And Pouring: H= ρV (Cs (T -T) + H + C (Tp-Tm) )Document11 pagesHeating And Pouring: H= ρV (Cs (T -T) + H + C (Tp-Tm) )Praveen VijayPas encore d'évaluation
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktcePas encore d'évaluation
- Heat Treatment GC - 08Document54 pagesHeat Treatment GC - 08kr_abhijeet72356587Pas encore d'évaluation
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- Lab PHY 2Document16 pagesLab PHY 2Shivraj ChougulePas encore d'évaluation
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerPas encore d'évaluation
- Heat Treatment ProcessesDocument7 pagesHeat Treatment ProcessesArjun H NambiarPas encore d'évaluation
- Thermomechanical Processing of High-Strength Low-Alloy SteelsD'EverandThermomechanical Processing of High-Strength Low-Alloy SteelsPas encore d'évaluation
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelPas encore d'évaluation
- Distributed LoadDocument29 pagesDistributed LoadNordiana IdrisPas encore d'évaluation
- Hot Chamber Die Casting ProcessDocument1 pageHot Chamber Die Casting ProcessNordiana IdrisPas encore d'évaluation
- Engineering Mechanics: StaticsDocument22 pagesEngineering Mechanics: StaticsNordiana IdrisPas encore d'évaluation
- Chapter 1: Elasticity: Das14203 Physics IiDocument34 pagesChapter 1: Elasticity: Das14203 Physics IiNordiana IdrisPas encore d'évaluation
- Safety RulesDocument2 pagesSafety RulesNordiana IdrisPas encore d'évaluation
- Tsetse TrapsDocument58 pagesTsetse TrapsNordiana IdrisPas encore d'évaluation
- Tutorial 2 Hydrostatics 1Document2 pagesTutorial 2 Hydrostatics 1Nordiana IdrisPas encore d'évaluation
- Similarity: Rosdi Bin Ab. Rahman Jabatan Kejuruteraan Mekanikal Pusat Pengajian DiplomaDocument14 pagesSimilarity: Rosdi Bin Ab. Rahman Jabatan Kejuruteraan Mekanikal Pusat Pengajian DiplomaNordiana IdrisPas encore d'évaluation
- 4 Effect of Acceleration On Static FluidDocument15 pages4 Effect of Acceleration On Static FluidNordiana IdrisPas encore d'évaluation
- Budjet: Unit Price Per Unit TotalDocument3 pagesBudjet: Unit Price Per Unit TotalNordiana IdrisPas encore d'évaluation
- Prepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasDocument26 pagesPrepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasNordiana IdrisPas encore d'évaluation
- 專題製作Document90 pages專題製作Nordiana IdrisPas encore d'évaluation
- Arc Welding: Prof. H. K. Khaira MSME Deptt., MANIT, BhopalDocument49 pagesArc Welding: Prof. H. K. Khaira MSME Deptt., MANIT, BhopalNordiana IdrisPas encore d'évaluation
- Declare A, B, Wallet, Balance, Total Price: StartDocument3 pagesDeclare A, B, Wallet, Balance, Total Price: StartNordiana IdrisPas encore d'évaluation
- RPP-04 Fluid Mechanics DAM 31503Document6 pagesRPP-04 Fluid Mechanics DAM 31503Nordiana IdrisPas encore d'évaluation
- Communication Apprehension in The English Language ClassroomDocument3 pagesCommunication Apprehension in The English Language ClassroomNordiana IdrisPas encore d'évaluation
- Safety RulesDocument2 pagesSafety RulesNordiana IdrisPas encore d'évaluation
- CodingDocument8 pagesCodingNordiana IdrisPas encore d'évaluation
- Project BackgroundDocument1 pageProject BackgroundNordiana IdrisPas encore d'évaluation
- Declare A, B, Wallet, Balance, Total Price: StartDocument9 pagesDeclare A, B, Wallet, Balance, Total Price: StartNordiana IdrisPas encore d'évaluation
- Hydraulics: The Heart of Your Machine: Backhoe LoadersDocument20 pagesHydraulics: The Heart of Your Machine: Backhoe LoadersNordiana IdrisPas encore d'évaluation
- Dam 20803Document6 pagesDam 20803Nordiana IdrisPas encore d'évaluation
- Edm Die SinkingDocument3 pagesEdm Die SinkingNordiana IdrisPas encore d'évaluation
- DDD2063 Pneumatic & Hydraulic: Signal Processing Devices in Pilot Operated PneumaticsDocument23 pagesDDD2063 Pneumatic & Hydraulic: Signal Processing Devices in Pilot Operated PneumaticsNordiana IdrisPas encore d'évaluation
- Tutorial 1 ElasticityDocument2 pagesTutorial 1 ElasticityNordiana IdrisPas encore d'évaluation
- Isometric Drawing - 2d WireframeDocument29 pagesIsometric Drawing - 2d WireframeNordiana IdrisPas encore d'évaluation
- Typical Road Structure Cross Section PDFDocument5 pagesTypical Road Structure Cross Section PDFbilalPas encore d'évaluation
- Chicken LonganisaDocument3 pagesChicken LonganisaLemuel Jr MitchaoPas encore d'évaluation
- WP AssignmentDocument10 pagesWP AssignmentMuhammad Bin TahirPas encore d'évaluation
- FR4Document2 pagesFR4Luis MárquezPas encore d'évaluation
- Creusabro MDocument4 pagesCreusabro MhealgosePas encore d'évaluation
- Penawaran Harga: BrandDocument4 pagesPenawaran Harga: Brandmuhammad rizkyPas encore d'évaluation
- WDF ClassificationDocument37 pagesWDF ClassificationBerkan FidanPas encore d'évaluation
- 2 - Defects & RemediesDocument29 pages2 - Defects & RemediesShivam Aggarwal100% (2)
- Reinforced Concrete DesignDocument4 pagesReinforced Concrete Designedmar limPas encore d'évaluation
- Lesson-Guide-G9 - Q2 M3 Chemistry On TemplateDocument32 pagesLesson-Guide-G9 - Q2 M3 Chemistry On TemplateEvelyn AndosonPas encore d'évaluation
- MSDS Listing AlphabeticalDocument9 pagesMSDS Listing AlphabeticalAdrian RodriguezPas encore d'évaluation
- Apparel Materials Standards Manual 1Document61 pagesApparel Materials Standards Manual 1Fahad FarooqiPas encore d'évaluation
- Contoh Laporan No 5 Tahun 2014 (Lampiran XLVII)Document3 pagesContoh Laporan No 5 Tahun 2014 (Lampiran XLVII)muhammad sahabPas encore d'évaluation
- Irganox 1010/1076Document2 pagesIrganox 1010/1076Hadjer ZitounePas encore d'évaluation
- Guide 14: SSPC: The Society For Protective CoatingsDocument4 pagesGuide 14: SSPC: The Society For Protective CoatingsanoopkumarPas encore d'évaluation
- Technical Data Sheet Armoslip CPDocument2 pagesTechnical Data Sheet Armoslip CP8cs5829x8sPas encore d'évaluation
- Chemistry Project Class 12Document17 pagesChemistry Project Class 12ujjwalpokhrel4960Pas encore d'évaluation
- B403-12 Standard Specification For Magnesium-Alloy Investment CastingsDocument4 pagesB403-12 Standard Specification For Magnesium-Alloy Investment CastingsmithileshPas encore d'évaluation
- CE-112 Lecture 1Document25 pagesCE-112 Lecture 1Muhammad Israr KhanPas encore d'évaluation
- First Quarter Exam Science 7Document5 pagesFirst Quarter Exam Science 7Mr-Butay IntanoPas encore d'évaluation
- Dodoma 150Document1 pageDodoma 150Kusekwa MtokambalyPas encore d'évaluation
- The Effect of Conditioning Methods and Chain Length of Xanthate On The Flotation of A Nickel OreDocument3 pagesThe Effect of Conditioning Methods and Chain Length of Xanthate On The Flotation of A Nickel OreRidwan SeptiawanPas encore d'évaluation
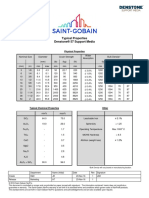
- Denstone® 57 Support Media Typical PropertiesDocument1 pageDenstone® 57 Support Media Typical PropertiesJuan Victor Sulvaran ArellanoPas encore d'évaluation
- CCRR 0263Document8 pagesCCRR 0263Laurentiu Flaviu DarabanPas encore d'évaluation
- MCVDDocument4 pagesMCVDShailaja UdtewarPas encore d'évaluation
- Course Outline For Reinforced Concrete IDocument2 pagesCourse Outline For Reinforced Concrete ITefera TemesgenPas encore d'évaluation
- Welding ConsumablesDocument86 pagesWelding ConsumablesLương Hồ Vũ100% (1)
- Witsco Mock Examination: Integrated Science Objective QuestionsDocument5 pagesWitsco Mock Examination: Integrated Science Objective Questionsedward nodzoPas encore d'évaluation
- Materials For Engineering 20ME11T Unit IVDocument17 pagesMaterials For Engineering 20ME11T Unit IVThanmay JS67% (3)