Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Annida Salsabila - 1700615Document4 pagesAnnida Salsabila - 1700615Annida SalsabilaPas encore d'évaluation
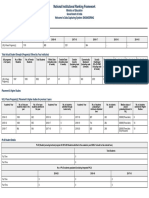
- ARCH NIRF FrameworkDocument63 pagesARCH NIRF FrameworkhsemargPas encore d'évaluation
- Structure 1Document2 pagesStructure 1hsemargPas encore d'évaluation
- National Index of Ranking Framework 2017Document36 pagesNational Index of Ranking Framework 2017patrodeskPas encore d'évaluation
- Structure of m4Document2 pagesStructure of m4hsemargPas encore d'évaluation
- National Index of Ranking Framework 2017Document36 pagesNational Index of Ranking Framework 2017patrodeskPas encore d'évaluation
- Structure of 2Document2 pagesStructure of 2hsemargPas encore d'évaluation
- 10 5923 J Ep 20170705 03Document6 pages10 5923 J Ep 20170705 03hsemargPas encore d'évaluation
- 01 DifferentialEquations Complete PDFDocument18 pages01 DifferentialEquations Complete PDFOğuzhan KocaPas encore d'évaluation
- Institute Name: RGUKT-RK Valley (IR-E-C-45102)Document7 pagesInstitute Name: RGUKT-RK Valley (IR-E-C-45102)hsemargPas encore d'évaluation
- Stress Solution at Crack Tip (Westergaard (1934) )Document7 pagesStress Solution at Crack Tip (Westergaard (1934) )theamanthePas encore d'évaluation
- SolidsDocument86 pagesSolidswePas encore d'évaluation
- Foundation Engg SyllabusDocument2 pagesFoundation Engg SyllabushsemargPas encore d'évaluation
- Engineering PDFDocument25 pagesEngineering PDFSouparna BanerjeePas encore d'évaluation
- 08 Plasticity 02 Stress AnalysisDocument7 pages08 Plasticity 02 Stress AnalysisAvijit DeyPas encore d'évaluation
- Answer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NameDocument1 pageAnswer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NamehsemargPas encore d'évaluation
- 2-Introduction To Structure and Bonding in MaterialsDocument9 pages2-Introduction To Structure and Bonding in MaterialsMohamed Em AliPas encore d'évaluation
- Chap8lect 2015Document70 pagesChap8lect 2015Tengku Arief Buana PerkasaPas encore d'évaluation
- Slip CastingDocument10 pagesSlip CastinghsemargPas encore d'évaluation
- Ubc 2009 Spring Kubiak AngelaDocument128 pagesUbc 2009 Spring Kubiak AngelahsemargPas encore d'évaluation
- Secondary Metallurgy PDFDocument63 pagesSecondary Metallurgy PDFhsemargPas encore d'évaluation
- Lec 8Document35 pagesLec 8hsemargPas encore d'évaluation
- Investment Cast Cobalt AlloysDocument10 pagesInvestment Cast Cobalt AlloyshsemargPas encore d'évaluation
- Solutions Manual SM Ch11-20Document88 pagesSolutions Manual SM Ch11-20Tham Wai Hung89% (9)
- Slip CastingDocument13 pagesSlip CastingRishi DasguptaPas encore d'évaluation
- 30 AirConditionarsDocument1 page30 AirConditionarshsemargPas encore d'évaluation
- RGUKT Audio QuoteDocument1 pageRGUKT Audio QuotehsemargPas encore d'évaluation
- © 1890 Nature Publishing GroupDocument4 pages© 1890 Nature Publishing GrouphsemargPas encore d'évaluation
- Central Library Tender FinalDocument28 pagesCentral Library Tender FinalhsemargPas encore d'évaluation
- Mse314 315 316Document390 pagesMse314 315 316hsemargPas encore d'évaluation
- Nickel and Its Alloys: U.S. Department of CommerceDocument164 pagesNickel and Its Alloys: U.S. Department of CommerceIonut Sorin100% (1)
- Weldability of Structural Steel PDFDocument48 pagesWeldability of Structural Steel PDFsurawutwijarnPas encore d'évaluation
- Filing, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportDocument22 pagesFiling, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportBabong KobPas encore d'évaluation
- Paulson - For PostingDocument22 pagesPaulson - For PostingaliPas encore d'évaluation
- Thyssenkrupp General Product Range Steel 2015 1Document104 pagesThyssenkrupp General Product Range Steel 2015 1droessaert_stijnPas encore d'évaluation
- Fundamentals of PreheatDocument2 pagesFundamentals of PreheatErivaldo ConstantPas encore d'évaluation
- MCQ WeldingDocument3 pagesMCQ WeldingMostafaRock100% (2)
- Tarnish & CorrosionDocument46 pagesTarnish & CorrosionShalu MondalPas encore d'évaluation
- HB Carbide Grade Selection Blank Design Guide 4821 LRDocument20 pagesHB Carbide Grade Selection Blank Design Guide 4821 LRCésarPas encore d'évaluation
- Tubulars - Connections (W250) Mar 08 - Part 3Document15 pagesTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- Phosphor Bronze To Bs 1400: Pb2Document1 pagePhosphor Bronze To Bs 1400: Pb2Suresh NairPas encore d'évaluation
- DRAFT Sample Welding Procedure GuidebookDocument3 pagesDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- Feather Mill SyDocument2 pagesFeather Mill SyalphatoolsPas encore d'évaluation
- Process For The Extraction andDocument11 pagesProcess For The Extraction andabaPas encore d'évaluation
- Welders QualificationDocument47 pagesWelders Qualificationidealparrot100% (3)
- Properties of Metals and AlloysDocument19 pagesProperties of Metals and AlloysIlhamsidiqPas encore d'évaluation
- AlloysDocument4 pagesAlloysMichaelPas encore d'évaluation
- Mill BearingsDocument3 pagesMill BearingsOmar Ahmed ElkhalilPas encore d'évaluation
- Metal CastingDocument93 pagesMetal CastinghashimtkmcePas encore d'évaluation
- Umicore BrazeTec Principles of BrazingDocument28 pagesUmicore BrazeTec Principles of BrazingsboergertPas encore d'évaluation
- TGN-M-04 Weld Procedure Comparison Struc SteelDocument5 pagesTGN-M-04 Weld Procedure Comparison Struc Steelmanoj983@gmail.comPas encore d'évaluation
- Chemistry Micro ProjectDocument29 pagesChemistry Micro Projectnikhil9923707734Pas encore d'évaluation
- Strength Characteristics of Go-Kart Rear Axle On Mechanical PropertiesDocument7 pagesStrength Characteristics of Go-Kart Rear Axle On Mechanical PropertiesInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocument2 pages1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanPas encore d'évaluation
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- Catalog Standard AbrasivesDocument80 pagesCatalog Standard AbrasivesBillPas encore d'évaluation
- Smelting in Cupola Furnace For Recarburization of Direct Reduction Iron (DRI)Document10 pagesSmelting in Cupola Furnace For Recarburization of Direct Reduction Iron (DRI)Niko RhamdaniPas encore d'évaluation
- Ch-5 DrillingDocument41 pagesCh-5 DrillingakshayPas encore d'évaluation
- Lecture01&02&03-Introduction Engineering Materials, Pig Iron Production, Steel ProductionDocument52 pagesLecture01&02&03-Introduction Engineering Materials, Pig Iron Production, Steel ProductionberhanePas encore d'évaluation