Vous aimerez peut-être aussi
- Informe de Mantenimiento y Reparacion de Esmeril de BancoDocument2 pagesInforme de Mantenimiento y Reparacion de Esmeril de BancoJacquelineMijaFarro67% (3)
- CORREAS-PLANAS TeoriaDocument4 pagesCORREAS-PLANAS TeoriaJacquelineMijaFarroPas encore d'évaluation
- Tornillo MicrométricoDocument7 pagesTornillo MicrométricoJacquelineMijaFarroPas encore d'évaluation
- Tornillo MicrométricoDocument7 pagesTornillo MicrométricoJacquelineMijaFarroPas encore d'évaluation
- Faja Plana - Senati 2016 - HT 02Document11 pagesFaja Plana - Senati 2016 - HT 02JacquelineMijaFarro80% (5)
- 000027Document10 pages000027Juan Posada GPas encore d'évaluation
- ESTAMPADODocument7 pagesESTAMPADODavid NeyraPas encore d'évaluation
- Francisco Bello Proyecto Final Maquinas HerramientasDocument9 pagesFrancisco Bello Proyecto Final Maquinas HerramientasAnonymous R0wfJVqJzVPas encore d'évaluation
- MotoescrepaDocument15 pagesMotoescrepaJose Gonzzalezz CruzzPas encore d'évaluation
- Como Centrar El Con Trap Unto Del Torno 722Document12 pagesComo Centrar El Con Trap Unto Del Torno 722DamjavPas encore d'évaluation
- Investigacion de ENGRANES y PRACTICADocument8 pagesInvestigacion de ENGRANES y PRACTICASergio FernandoPas encore d'évaluation
- Tipos de ArmasDocument57 pagesTipos de Armasemelymelissa50% (2)
- Tabla de Valvulas y Cilindros de Automatizacion IIDocument7 pagesTabla de Valvulas y Cilindros de Automatizacion IITania Torres100% (1)
- Inv. 2 MicrometrosDocument16 pagesInv. 2 MicrometrosPiter WellsPas encore d'évaluation
- Molinos de Bolas Allis Chalmers de 9Document4 pagesMolinos de Bolas Allis Chalmers de 9Gustavo Adolfo Ramírez Hernández100% (1)
- Catalogo BachoDocument514 pagesCatalogo BachoSUNNTOPas encore d'évaluation
- Qué Es El Tractor de OrugaDocument1 pageQué Es El Tractor de OrugaJuan Ronald HuamanPas encore d'évaluation
- Concepto Del JeansDocument4 pagesConcepto Del JeansStefany AgudeloPas encore d'évaluation
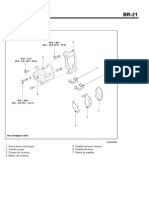
- Frenos Kia RioDocument14 pagesFrenos Kia RioAnonymous LyS95WbWvPas encore d'évaluation
- Grupo Conico Volvo PDFDocument39 pagesGrupo Conico Volvo PDFLuis Enrique Ñaupari Villarruel100% (4)
- F34405 (MO) Sierra para Carne 6801 (ESP)Document12 pagesF34405 (MO) Sierra para Carne 6801 (ESP)Luis Alvarez CruzPas encore d'évaluation
- Generalidades Sobre Las RoscarDocument4 pagesGeneralidades Sobre Las RoscarRicardo Vash LázaroPas encore d'évaluation
- Maquinas HerramientasDocument15 pagesMaquinas Herramientasדזשהאָנני טאָנאַטאָPas encore d'évaluation
- Procedimiento Trabajo en AlturaDocument9 pagesProcedimiento Trabajo en AlturaJuan Pino EcheverríaPas encore d'évaluation
- Rodamientos IDocument51 pagesRodamientos IPaola Andrea Cardona Serna100% (1)
- Descripción de La Maquinaria y Equipo A UtilizarDocument8 pagesDescripción de La Maquinaria y Equipo A UtilizarPedro Pablo Guerrero AnzurezPas encore d'évaluation
- Árbol de Levas Conjunto de Carcasa de Cojinete, ReemplazoDocument7 pagesÁrbol de Levas Conjunto de Carcasa de Cojinete, ReemplazoHamilton Miranda100% (1)
- Proceso de Montaje y Desmontaje de Hormigonera - AlercogeDocument8 pagesProceso de Montaje y Desmontaje de Hormigonera - AlercogeEdwardAlejandroPoncePas encore d'évaluation
- Cepillo de CodoDocument11 pagesCepillo de CodoCarmen Ayala RoblesPas encore d'évaluation
- Vocabulary IseIIIDocument1 pageVocabulary IseIIIGaspar Abellán Gascón100% (1)
- Examen Recuperacion E1 Procesos de Mecanizado - TeoriaDocument2 pagesExamen Recuperacion E1 Procesos de Mecanizado - TeoriaJosé Miguel DíazPas encore d'évaluation
- Calibrador de AlturasDocument24 pagesCalibrador de Alturasjmcpatric123Pas encore d'évaluation
- Matrices de Control Operacional VacíasDocument15 pagesMatrices de Control Operacional VacíasCarlos Giraldo50% (2)
- La Cepilladora de Codo PDFDocument24 pagesLa Cepilladora de Codo PDFMICHEL FRANK TEJADA PERFECTOPas encore d'évaluation
- Energia Solar Helioplan Manual InstalacionDocument40 pagesEnergia Solar Helioplan Manual InstalacionMaria Fernández RamilPas encore d'évaluation