Vous aimerez peut-être aussi
- A Case Study of Different Limestone During Quick Lime and Slaked-Lime Production PDFDocument7 pagesA Case Study of Different Limestone During Quick Lime and Slaked-Lime Production PDFGuglielmo CancelliPas encore d'évaluation
- The Effects of Limestone Characteristics and Calcination Temperature To The Reactivity of The QuicklimeDocument7 pagesThe Effects of Limestone Characteristics and Calcination Temperature To The Reactivity of The QuicklimeHassan Funsho AkandePas encore d'évaluation
- Cisy Evaluation-of-Pelletized-Artificial-Geopolymer-Aggregate-Manufactured-From-Volcano-AshDocument6 pagesCisy Evaluation-of-Pelletized-Artificial-Geopolymer-Aggregate-Manufactured-From-Volcano-AshBasil JosephPas encore d'évaluation
- Gorni G. Frontiers Materials 2017Document14 pagesGorni G. Frontiers Materials 2017Giulio GorniPas encore d'évaluation
- Utilization of PaperDocument8 pagesUtilization of PaperKatherine RamírezPas encore d'évaluation
- Artigo Igor CregoDocument7 pagesArtigo Igor CregoeclisongeoPas encore d'évaluation
- Article Njy 1531 - 075420Document11 pagesArticle Njy 1531 - 075420DIZA SolangePas encore d'évaluation
- Kavya PaperDocument5 pagesKavya PaperNAVEEN KUMAR S NPas encore d'évaluation
- Ijcps Ijcps Ijcps Ijcps: International Journal of Chemical and Pharmaceutical Sciences 2014, Sep., Vol. 5Document7 pagesIjcps Ijcps Ijcps Ijcps: International Journal of Chemical and Pharmaceutical Sciences 2014, Sep., Vol. 5briyan rhPas encore d'évaluation
- 2 67 1588404633 20ijmperdjun202020Document8 pages2 67 1588404633 20ijmperdjun202020TJPRC PublicationsPas encore d'évaluation
- Materials Today: Proceedings: Sanju Tanwar, Dhirendra MathurDocument6 pagesMaterials Today: Proceedings: Sanju Tanwar, Dhirendra MathurNicolas Cardenas AcevedoPas encore d'évaluation
- ContentServer 1.93 71Document8 pagesContentServer 1.93 71giampierrePas encore d'évaluation
- Microwave-Assisted Synthesis and Characterization of Cao NanoparticlesDocument7 pagesMicrowave-Assisted Synthesis and Characterization of Cao NanoparticlesBeth JiménezPas encore d'évaluation
- Preparation of Silica Nanoparticles From Geothermal Sludge Via Sol-Gel MethodDocument6 pagesPreparation of Silica Nanoparticles From Geothermal Sludge Via Sol-Gel MethodadityaverrysaputraPas encore d'évaluation
- (2017-10p) IOP MSE - Effect of Pulp...Document6 pages(2017-10p) IOP MSE - Effect of Pulp...ClearyPas encore d'évaluation
- Investigation The Calcite HydrophobisationDocument10 pagesInvestigation The Calcite HydrophobisationDaniel L. FrandsenPas encore d'évaluation
- Size-Controlled Synthesis of Magnetite (Fe3O4)Document7 pagesSize-Controlled Synthesis of Magnetite (Fe3O4)122866Pas encore d'évaluation
- Preparation and Properties of Nano-Sized Ag and Ag S Particles in Biopolymer MatrixDocument9 pagesPreparation and Properties of Nano-Sized Ag and Ag S Particles in Biopolymer MatrixJihon marPas encore d'évaluation
- Synthesis and Characterization of Magnesium Borate Via Sol Gel Method and Electrospinning MethodDocument6 pagesSynthesis and Characterization of Magnesium Borate Via Sol Gel Method and Electrospinning MethodEditor IJTSRDPas encore d'évaluation
- TGA LimestoneDocument5 pagesTGA LimestoneRodolfo Real CorralesPas encore d'évaluation
- Gorni Nanomaterials 2019Document16 pagesGorni Nanomaterials 2019Giulio GorniPas encore d'évaluation
- Paper-Silica Sand Due To Influence CalcinationDocument6 pagesPaper-Silica Sand Due To Influence CalcinationAfles Petrus RayaPas encore d'évaluation
- RSC Advances: CommunicationDocument5 pagesRSC Advances: Communicationshoeb321Pas encore d'évaluation
- One Pot Synthesis, Characterization of ZN GO Nanocomposite For The Electrochemical Decoloration of A Textile DyeDocument7 pagesOne Pot Synthesis, Characterization of ZN GO Nanocomposite For The Electrochemical Decoloration of A Textile DyeEditor IJTSRDPas encore d'évaluation
- Structure, Morphology, and Optical Properties of Amorphous and Nanocrystalline Gallium Oxide Thin FilmsDocument7 pagesStructure, Morphology, and Optical Properties of Amorphous and Nanocrystalline Gallium Oxide Thin Filmstunganh1110Pas encore d'évaluation
- 132 JMES 512 2013 SadikDocument6 pages132 JMES 512 2013 SadikVajid KhanPas encore d'évaluation
- Nonoxide Ceramic Composites With Superior Mechanical Properties Based On SiC and Si3N4Document6 pagesNonoxide Ceramic Composites With Superior Mechanical Properties Based On SiC and Si3N4Florina CPas encore d'évaluation
- Ijmet 10 01 005Document10 pagesIjmet 10 01 005IAEME PUBLICATIONPas encore d'évaluation
- Synergetic UtilisationDocument8 pagesSynergetic UtilisationArun GuptaPas encore d'évaluation
- 1 s2.0 S1452398123062375 MainDocument13 pages1 s2.0 S1452398123062375 MainherayatiPas encore d'évaluation
- 94 Ijmperdoct201994Document8 pages94 Ijmperdoct201994TJPRC PublicationsPas encore d'évaluation
- Ceramic Composites With Improved Thermo-MechanicalDocument7 pagesCeramic Composites With Improved Thermo-MechanicalMihai MarinPas encore d'évaluation
- A Comparative Study On Antibacterial Properties of Mgo Nanoparticles Prepared Under Different Calcination TemperatureDocument7 pagesA Comparative Study On Antibacterial Properties of Mgo Nanoparticles Prepared Under Different Calcination TemperatureAmir ChaNdiaPas encore d'évaluation
- Kenapa Pengendapan 4 DerajatDocument6 pagesKenapa Pengendapan 4 DerajatPutri SherlyPas encore d'évaluation
- Covalent Attaching Protein To Graphene Oxide Via Diimide-Activated AmidationDocument4 pagesCovalent Attaching Protein To Graphene Oxide Via Diimide-Activated AmidationClaramaria RodriguezPas encore d'évaluation
- Journal of Nanoscience and TechnologyDocument3 pagesJournal of Nanoscience and TechnologyRODHIANSYAH DJAYASINGAPas encore d'évaluation
- Production of High Quality Magnesium ChlorideDocument10 pagesProduction of High Quality Magnesium ChlorideHırt ZırtPas encore d'évaluation
- XRD Microstructural Analysis of Mullites Obtained From Kaolinite Alumina MixturesDocument10 pagesXRD Microstructural Analysis of Mullites Obtained From Kaolinite Alumina MixturesAntonio SilvaPas encore d'évaluation
- Nanomaterials 08 01069Document21 pagesNanomaterials 08 01069ANSHIDA ROUNA A N IMS21031Pas encore d'évaluation
- Custom Formulation of Red Ceramics With Clay, Sewage Sludge and Forest WasteDocument7 pagesCustom Formulation of Red Ceramics With Clay, Sewage Sludge and Forest WasteAlejandro Victor Estremadoyro CuevaPas encore d'évaluation
- Synthesis of Highly Magnetic Iron Oxide Nanomaterials From Waste Iron by One-Step ApproachDocument11 pagesSynthesis of Highly Magnetic Iron Oxide Nanomaterials From Waste Iron by One-Step ApproachIgorCoreixasPas encore d'évaluation
- Comparative Analysis of Cadmium Doped Magnesium Ferrite MG CD Fe O (X 0.0, 0.2, 0.4, 0.6) NanoparticlesDocument5 pagesComparative Analysis of Cadmium Doped Magnesium Ferrite MG CD Fe O (X 0.0, 0.2, 0.4, 0.6) Nanoparticlesehagar60Pas encore d'évaluation
- Bhavikatti Ijest 2010 02Document8 pagesBhavikatti Ijest 2010 02Рикардо Мендоса РодрігесPas encore d'évaluation
- Application of Electric Arc Furnace Slag: Alenka Rastovčan-Mioč, Tahir Sofilić, Boro MiočDocument9 pagesApplication of Electric Arc Furnace Slag: Alenka Rastovčan-Mioč, Tahir Sofilić, Boro MiočmilepnPas encore d'évaluation
- Pelagia Research Library: Precipitation of Nano-Magnesium Hydroxide From Bittern Using Ultrasound IrradiationDocument13 pagesPelagia Research Library: Precipitation of Nano-Magnesium Hydroxide From Bittern Using Ultrasound IrradiationChemical Ferdi IzzecsonPas encore d'évaluation
- Materials: A Study On Tannery Sludge As A Raw Material For Cement MortarDocument14 pagesMaterials: A Study On Tannery Sludge As A Raw Material For Cement MortarKumar PallavPas encore d'évaluation
- Synthesis of maghemite (γ-Fe O) nanoparticles by thermal-decomposition of magnetite (Fe O) nanoparticlesDocument5 pagesSynthesis of maghemite (γ-Fe O) nanoparticles by thermal-decomposition of magnetite (Fe O) nanoparticlesZahid FarooqPas encore d'évaluation
- On The Relation Between The Used Organic Sulphur Salts and The Properties of Cadmium Sulphide NanocrystalsDocument11 pagesOn The Relation Between The Used Organic Sulphur Salts and The Properties of Cadmium Sulphide NanocrystalsInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Green Synthesis ZN ODocument4 pagesGreen Synthesis ZN OOsma Muñoz GarciaPas encore d'évaluation
- 1 s2.0 S0272884222038500 MainDocument10 pages1 s2.0 S0272884222038500 MainArunPas encore d'évaluation
- Preparation and Characterization of Zinc-Copper Oxide Doped PMMA FilmsDocument7 pagesPreparation and Characterization of Zinc-Copper Oxide Doped PMMA FilmsManu FaujdarPas encore d'évaluation
- Silver Nanoparticles Impregnated Zeolites Derived From Coal Fly Ash: Effect of The Silver Loading On Adsorption of Mercury (II)Document8 pagesSilver Nanoparticles Impregnated Zeolites Derived From Coal Fly Ash: Effect of The Silver Loading On Adsorption of Mercury (II)Hameed HusseinPas encore d'évaluation
- PhysicsDocument145 pagesPhysicsFrancelino A. X. ConceicaoPas encore d'évaluation
- Preparation and Characterization of Graphite Nano SheetsDocument7 pagesPreparation and Characterization of Graphite Nano SheetssygabrielaPas encore d'évaluation
- Key Words: High Sulfur Clinker, Alit C S.: The SummaryDocument15 pagesKey Words: High Sulfur Clinker, Alit C S.: The Summarymahendra senPas encore d'évaluation
- TMP BAB1Document9 pagesTMP BAB1FrontiersPas encore d'évaluation
- Mechanical Activation of Lizardite by Dry Grinding For Enhanced Mineral CarbonationDocument12 pagesMechanical Activation of Lizardite by Dry Grinding For Enhanced Mineral CarbonationGlobal Research and Development ServicesPas encore d'évaluation
- 1 PDFDocument8 pages1 PDFAnonymous XX9Om322lPas encore d'évaluation
- 04-Graphene Nanosheet, Al2O3 CompositeDocument7 pages04-Graphene Nanosheet, Al2O3 CompositeKaivalya SawantPas encore d'évaluation
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97Pas encore d'évaluation
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97Pas encore d'évaluation
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97Pas encore d'évaluation
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97Pas encore d'évaluation
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97Pas encore d'évaluation
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
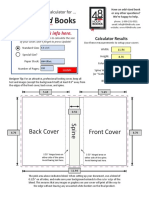
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97Pas encore d'évaluation
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97Pas encore d'évaluation
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97Pas encore d'évaluation
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97Pas encore d'évaluation
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97Pas encore d'évaluation
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97Pas encore d'évaluation
- Stochastic ProcessesDocument264 pagesStochastic Processesmanosmill100% (1)
- Thesis On Retail Management of The Brand 'Sleepwell'Document62 pagesThesis On Retail Management of The Brand 'Sleepwell'Sajid Lodha100% (1)
- Ward 7Document14 pagesWard 7Financial NeedsPas encore d'évaluation
- Guidelines For Plenipotentiary - 1Document6 pagesGuidelines For Plenipotentiary - 1Oladimeji Ibukun IjaodolaPas encore d'évaluation
- SAP HR - Legacy System Migration Workbench (LSMW)Document5 pagesSAP HR - Legacy System Migration Workbench (LSMW)Bharathk KldPas encore d'évaluation
- Lakh Only) Being The Amount Covered Under The Aforesaid Dishonoured Cheque, and So AlsoDocument2 pagesLakh Only) Being The Amount Covered Under The Aforesaid Dishonoured Cheque, and So AlsoShivam MishraPas encore d'évaluation
- B0187 B0187M-16Document9 pagesB0187 B0187M-16Bryan Mesala Rhodas GarciaPas encore d'évaluation
- Digestive System Worksheet 2013 2Document3 pagesDigestive System Worksheet 2013 2contessa padonPas encore d'évaluation
- Bathinda - Wikipedia, The Free EncyclopediaDocument4 pagesBathinda - Wikipedia, The Free EncyclopediaBhuwan GargPas encore d'évaluation
- 2001 Ford F150 ManualDocument296 pages2001 Ford F150 Manualerjenkins1100% (2)
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiDocument6 pagesBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhPas encore d'évaluation
- Annex To ED Decision 2013-015-RDocument18 pagesAnnex To ED Decision 2013-015-RBurse LeePas encore d'évaluation
- Chapter 1 4Document76 pagesChapter 1 4Sean Suing100% (1)
- BA 4722 Marketing Strategy SyllabusDocument6 pagesBA 4722 Marketing Strategy SyllabusSri GunawanPas encore d'évaluation
- Medabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink ForumsDocument5 pagesMedabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink Forumsdegraded 4resterPas encore d'évaluation
- Afzal ResumeDocument4 pagesAfzal ResumeASHIQ HUSSAINPas encore d'évaluation
- ProbDocument10 pagesProbKashif JawaidPas encore d'évaluation
- Aspek Perpajakan Dalam Transfer Pricing: Related PapersDocument15 pagesAspek Perpajakan Dalam Transfer Pricing: Related PapersHasrawati AzisPas encore d'évaluation
- Level Swiches Data SheetDocument4 pagesLevel Swiches Data SheetROGELIO QUIJANOPas encore d'évaluation
- Risha Hannah I. NazarethDocument4 pagesRisha Hannah I. NazarethAlpaccino IslesPas encore d'évaluation
- Mother Tongue K To 12 Curriculum GuideDocument18 pagesMother Tongue K To 12 Curriculum GuideBlogWatch100% (5)
- ASHRAE Elearning Course List - Order FormDocument4 pagesASHRAE Elearning Course List - Order Formsaquib715Pas encore d'évaluation
- Phy Mock SolDocument17 pagesPhy Mock SolA PersonPas encore d'évaluation
- PronounsDocument6 pagesPronounsHải Dương LêPas encore d'évaluation
- Integrator Windup and How To Avoid ItDocument6 pagesIntegrator Windup and How To Avoid ItHermogensPas encore d'évaluation
- Mobile Services: Your Account Summary This Month'S ChargesDocument3 pagesMobile Services: Your Account Summary This Month'S Chargeskumarvaibhav301745Pas encore d'évaluation
- BluePrint & High Pressure Pascalization (HPP)Document3 pagesBluePrint & High Pressure Pascalization (HPP)Prof C.S.PurushothamanPas encore d'évaluation
- FKTDocument32 pagesFKTNeeraj SharmaPas encore d'évaluation
- Controlled DemolitionDocument3 pagesControlled DemolitionJim FrancoPas encore d'évaluation
- Abbas Ali Mandviwala 200640147: Ba1530: Information Systems and Organization StudiesDocument11 pagesAbbas Ali Mandviwala 200640147: Ba1530: Information Systems and Organization Studiesshayan sohailPas encore d'évaluation