Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- In Memory of Richard J. Foch - Spectra 2014Document1 pageIn Memory of Richard J. Foch - Spectra 2014U.S. Naval Research LaboratoryPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- PICA TRACKINGDocument38 pagesPICA TRACKINGnicoPas encore d'évaluation
- Pattinathar PaadalgalDocument25 pagesPattinathar Paadalgalapi-3715058100% (4)
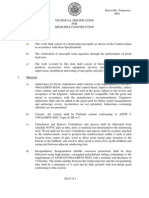
- Technical Specification For Micropile ConstructionDocument9 pagesTechnical Specification For Micropile ConstructionFFerideKochanPas encore d'évaluation
- Container Shipping Course ModuleDocument49 pagesContainer Shipping Course Moduleliao_marcoPas encore d'évaluation
- Draft Survey Report DummyDocument7 pagesDraft Survey Report DummyHRodas Ec100% (1)
- Structural Bracing ManualDocument20 pagesStructural Bracing ManualKen WolfPas encore d'évaluation
- Project Report on the History of Emirates AirlineDocument38 pagesProject Report on the History of Emirates AirlineAmit Choudhary100% (1)
- Air NZ PresentationDocument18 pagesAir NZ Presentationnik_singerstrPas encore d'évaluation
- CAESAR II Updates for ASME B31.3 ChangesDocument57 pagesCAESAR II Updates for ASME B31.3 ChangesBhoopendra Singh100% (1)
- MCQs in Food Science and TechnologyDocument7 pagesMCQs in Food Science and Technologypokhralikanchha65% (17)
- Tamil Nadu Compulsory Marriage Registration Rules 2009Document53 pagesTamil Nadu Compulsory Marriage Registration Rules 2009Dr.Sagindar100% (6)
- EPA Alert on Catastrophic Failures of Storage TanksDocument6 pagesEPA Alert on Catastrophic Failures of Storage Tanksdga51Pas encore d'évaluation
- Company Profile 2015Document76 pagesCompany Profile 2015Yuvraj KumarPas encore d'évaluation
- Heat Treatment of MetalsDocument44 pagesHeat Treatment of Metalsikram7550100% (2)
- PlazaDocument7 pagesPlazaUmair Chishti0% (3)
- Reverse Supply ChainDocument7 pagesReverse Supply ChainDhiren ChaudharyPas encore d'évaluation
- QC Procedure for Placement of Earth Works, Sub-Base & Base MaterialsDocument8 pagesQC Procedure for Placement of Earth Works, Sub-Base & Base MaterialsKB100% (1)
- Fuels and Combustion OverviewDocument28 pagesFuels and Combustion OverviewDrupad PatelPas encore d'évaluation
- Aerial Lift TrainingDocument81 pagesAerial Lift TrainingCesar Augusto Vera JaimesPas encore d'évaluation
- Standard Tanker Voyage Chartering Questionnaire 1988 (Q-88)Document4 pagesStandard Tanker Voyage Chartering Questionnaire 1988 (Q-88)Phuluang Ninrut Na AyuttayaPas encore d'évaluation
- PTC Animation TutorialDocument20 pagesPTC Animation TutorialCADTDDPas encore d'évaluation
- Pro ET2001 BDocument3 pagesPro ET2001 BseventhhemanthPas encore d'évaluation
- Piping Design Introduction for Non-EngineersDocument5 pagesPiping Design Introduction for Non-EngineersPRASANTH G KRISHNANPas encore d'évaluation
- Tutorial Piping Getting Started PDFDocument20 pagesTutorial Piping Getting Started PDFsureshs83Pas encore d'évaluation
- ANSYS TUTORIAL - 2D Fracture AnalysisDocument15 pagesANSYS TUTORIAL - 2D Fracture AnalysisMahdiPas encore d'évaluation
- Energy ScenarioDocument37 pagesEnergy ScenarioShashidhar14Pas encore d'évaluation
- Ansys TutorialDocument7 pagesAnsys Tutoriallooking4manish100% (2)
- Thermodynamics of the Corn-Ethanol Biofuel CycleDocument105 pagesThermodynamics of the Corn-Ethanol Biofuel Cyclesureshs83Pas encore d'évaluation
- Structural Steel DimenssionsDocument9 pagesStructural Steel DimenssionstkveeraPas encore d'évaluation
- Bishop 2 Concept Map PDFDocument1 pageBishop 2 Concept Map PDFsureshs83Pas encore d'évaluation
- Prod QualityDocument4 pagesProd QualityIgnacio LopezPas encore d'évaluation
- Anatomic Therapy New English PDF Book (2014) PDFDocument262 pagesAnatomic Therapy New English PDF Book (2014) PDFGunalan Pasubathy100% (1)
- 2005 RPT Future FuelsDocument80 pages2005 RPT Future Fuelssureshs83Pas encore d'évaluation
- 0 - KG Brochure 2012-13Document11 pages0 - KG Brochure 2012-13shafeeqm3086Pas encore d'évaluation
- Discussion Items: Biofuels: Understanding Their Potential and LimitationsDocument15 pagesDiscussion Items: Biofuels: Understanding Their Potential and LimitationsjehadyamPas encore d'évaluation
- 0 - KG Brochure 2012-13Document11 pages0 - KG Brochure 2012-13shafeeqm3086Pas encore d'évaluation
- Vent Sizing (61-65)Document26 pagesVent Sizing (61-65)sureshs83Pas encore d'évaluation
- 13 Venting Requirements PDFDocument4 pages13 Venting Requirements PDFAngel LugoPas encore d'évaluation
- CalendarDocument2 pagesCalendarsureshs83Pas encore d'évaluation
- 0711Document50 pages0711sureshs83Pas encore d'évaluation
- Gate 15 BrochDocument83 pagesGate 15 BrochViveen CharanPas encore d'évaluation
- M.tech MCA M.SC Regulations 2013Document10 pagesM.tech MCA M.SC Regulations 2013sureshs83Pas encore d'évaluation
- Gate Mech Engg SyDocument3 pagesGate Mech Engg SycoolsatishPas encore d'évaluation
- General Corrosion of Structural Steel LectureDocument81 pagesGeneral Corrosion of Structural Steel Lecturesureshs83Pas encore d'évaluation
- IR Manual 10-07-10Document282 pagesIR Manual 10-07-10vladimir3oPas encore d'évaluation
- Observed Data: CE, PWD (Buildings) Kerala AprovedDocument100 pagesObserved Data: CE, PWD (Buildings) Kerala AprovedRajeesh Mp40% (5)
- 3121Document12 pages3121Fernando LopezPas encore d'évaluation
- Carillion Aviation BrochureDocument48 pagesCarillion Aviation Brochuremaskey_s9148Pas encore d'évaluation
- Code Product Name Stock PPDocument4 pagesCode Product Name Stock PPAntora HoquePas encore d'évaluation
- BuyersGuide 2009Document96 pagesBuyersGuide 2009seank215Pas encore d'évaluation
- Research TopicsDocument2 pagesResearch TopicsLiza HarrisPas encore d'évaluation
- Top 225 International Contractors RankingDocument3 pagesTop 225 International Contractors Rankingchristen760% (1)
- BBF 051413 15455 PDFDocument6 pagesBBF 051413 15455 PDFemerging11Pas encore d'évaluation
- (2013) Islam Et AlDocument14 pages(2013) Islam Et AlJessicaPas encore d'évaluation
- KSE Listed CompaniesDocument18 pagesKSE Listed CompaniesBilal GujjarPas encore d'évaluation
- Non-Ferrous Metals Manufacturing ProcessesDocument10 pagesNon-Ferrous Metals Manufacturing ProcessesKarthik SubramaniPas encore d'évaluation
- JLH 36D10HL BrochureDocument2 pagesJLH 36D10HL BrochureOscar Dario Villada LopezPas encore d'évaluation
- Self-Compacting Concrete Development ApplicationsDocument3 pagesSelf-Compacting Concrete Development ApplicationsAnonymous 9iK0i8h0dPPas encore d'évaluation