Vous aimerez peut-être aussi
- Codl and Hot Forging ArticleDocument12 pagesCodl and Hot Forging Articleİlter KilerciPas encore d'évaluation
- Pxa255 q7 EngDocument106 pagesPxa255 q7 Engqweeerty123100% (1)
- Diagrama PLCDocument1 pageDiagrama PLCJosé Luis PalizaPas encore d'évaluation
- Optimize Designs and Reduce Costs with 3D Tolerance SimulationDocument2 pagesOptimize Designs and Reduce Costs with 3D Tolerance SimulationWayuPas encore d'évaluation
- MitCatalog N CMMDocument17 pagesMitCatalog N CMMJorge Oliveira100% (1)
- Principle of Spark ErosionDocument5 pagesPrinciple of Spark ErosionAjay RanaPas encore d'évaluation
- Ele Ctric Dis Cha Rge Ma ChiningDocument48 pagesEle Ctric Dis Cha Rge Ma ChiningfarizanPas encore d'évaluation
- Introduction To Wire-Cut EdmDocument7 pagesIntroduction To Wire-Cut EdmZamree Bin HarunPas encore d'évaluation
- EDMDocument26 pagesEDMAnkur AjmaniPas encore d'évaluation
- Study EDM Parts and OperationsDocument3 pagesStudy EDM Parts and OperationsMalik ShahidPas encore d'évaluation
- Electrical Discharge MachiningDocument11 pagesElectrical Discharge MachiningRizwan MrnPas encore d'évaluation
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalPas encore d'évaluation
- Wire Cut EdmDocument2 pagesWire Cut EdmSaurabh Saini0% (1)
- Lect-5 EdmDocument30 pagesLect-5 EdmumaidahmPas encore d'évaluation
- EDM Technologies: Electrical Discharge Machining ServicesDocument8 pagesEDM Technologies: Electrical Discharge Machining Servicesfarahin_selamatPas encore d'évaluation
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Abhishek TuliPas encore d'évaluation
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelPas encore d'évaluation
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Electrical Discharge MachiningDocument30 pagesElectrical Discharge MachiningParas MalhotraPas encore d'évaluation
- DK ThesisDocument56 pagesDK ThesisShabnam SepatPas encore d'évaluation
- Electric Discharge Machining: DesiredDocument5 pagesElectric Discharge Machining: DesiredDinesh KumarPas encore d'évaluation
- Report Edm Die SinkerDocument21 pagesReport Edm Die SinkerAwateff Al-Jefry II100% (8)
- Unit Iii NotesDocument29 pagesUnit Iii NotesSadhasivam CPas encore d'évaluation
- Electric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringDocument26 pagesElectric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringNandam HarshithPas encore d'évaluation
- My Wrks NCMT IncmpltDocument17 pagesMy Wrks NCMT IncmpltUnni HaridasPas encore d'évaluation
- EDM Process Guide: Electrical Discharge MachiningDocument28 pagesEDM Process Guide: Electrical Discharge MachiningJayant SisodiaPas encore d'évaluation
- Muhamad Fadzil B. Mat Jassin 01DKM09F2145Document20 pagesMuhamad Fadzil B. Mat Jassin 01DKM09F2145Yob GrenzebacPas encore d'évaluation
- EDM Techniques and ApplicationsDocument35 pagesEDM Techniques and Applicationsmanish kumarPas encore d'évaluation
- Spot Welding BasicDocument6 pagesSpot Welding BasicPaulPas encore d'évaluation
- Electrical Discharge MachiningDocument4 pagesElectrical Discharge MachiningBijoy BalakrishnanPas encore d'évaluation
- # 5 Electro Discharge MachiningDocument117 pages# 5 Electro Discharge MachiningRohan RautPas encore d'évaluation
- Edm and Ebm: Presentation On Non-Conventional MachiningDocument18 pagesEdm and Ebm: Presentation On Non-Conventional MachiningSagan PreetPas encore d'évaluation
- "Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanaDocument12 pages"Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanatheijesPas encore d'évaluation
- Spot Welding Process and ApplicationsDocument10 pagesSpot Welding Process and ApplicationsAcerz VillagraciaPas encore d'évaluation
- EDM WirecutDocument20 pagesEDM Wirecutnajieyuya100% (2)
- EDM Wirecut Machining OverviewDocument20 pagesEDM Wirecut Machining OverviewDjuraTheHarpYPas encore d'évaluation
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarPas encore d'évaluation
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Document17 pagesScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuPas encore d'évaluation
- Electric Discharge Machining Technology: Presented By, D.K.N.Swaroopa Rani, 18331D3405, M.Tech (PDM)Document12 pagesElectric Discharge Machining Technology: Presented By, D.K.N.Swaroopa Rani, 18331D3405, M.Tech (PDM)Swaroopa raniPas encore d'évaluation
- Electric Discharge Machining (EDM)Document34 pagesElectric Discharge Machining (EDM)Paras Malhotra0% (2)
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnPas encore d'évaluation
- Plasma Arc MachiningDocument6 pagesPlasma Arc MachiningGaurav Nigam0% (1)
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainPas encore d'évaluation
- Advanced MFG ProcessesDocument26 pagesAdvanced MFG Processesmann20Pas encore d'évaluation
- EDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedDocument68 pagesEDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedSreedhar PugalendhiPas encore d'évaluation
- Electrical Discharge Machining: HistoryDocument11 pagesElectrical Discharge Machining: HistoryMwafaq Bani Amirah100% (1)
- User Guide To Machinery - EdmDocument36 pagesUser Guide To Machinery - Edmggi internationalPas encore d'évaluation
- 3.1 EdmDocument60 pages3.1 EdmMohit KumarPas encore d'évaluation
- Electrical Discharge Machining: Jump To Navigation Jump To SearchDocument17 pagesElectrical Discharge Machining: Jump To Navigation Jump To SearchPanosPas encore d'évaluation
- Title: Introduction To Non-Conventional Machining Process (Wire EDM)Document4 pagesTitle: Introduction To Non-Conventional Machining Process (Wire EDM)Parameshwara MeenaPas encore d'évaluation
- EDM MachineDocument15 pagesEDM MachinePanosPas encore d'évaluation
- EdmDocument31 pagesEdmSuvin PsPas encore d'évaluation
- Electrical Discharge Machining (Edm) : Process PrinciplesDocument11 pagesElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamPas encore d'évaluation
- Non-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningDocument24 pagesNon-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningSatish SatiPas encore d'évaluation
- Wire EDM Guide: Process, Parameters & How it WorksDocument14 pagesWire EDM Guide: Process, Parameters & How it WorksPruthvi prutsPas encore d'évaluation
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfPas encore d'évaluation
- edm-170421105019Document28 pagesedm-17042110501922210021 TANWADE RUTURAJ RAVINDRAPas encore d'évaluation
- Soldadura y WEDM y SEDMDocument7 pagesSoldadura y WEDM y SEDMdestroy4679Pas encore d'évaluation
- WIRE EDM LikhithDocument5 pagesWIRE EDM LikhithAvengers AssemblePas encore d'évaluation
- Electrical Discharge Machining: Dr. Kuppan P VIT UniversityDocument46 pagesElectrical Discharge Machining: Dr. Kuppan P VIT UniversityAbid YusufPas encore d'évaluation
- Seksyen 1Document6 pagesSeksyen 1Nur' AyuniPas encore d'évaluation
- Intro RefrigerationDocument6 pagesIntro RefrigerationNur' AyuniPas encore d'évaluation
- Services LoriDocument1 pageServices LoriNur' AyuniPas encore d'évaluation
- Services KeretaDocument1 pageServices KeretaNur' AyuniPas encore d'évaluation
- Indusry Visit Letter For MEM560Document1 pageIndusry Visit Letter For MEM560Nur' AyuniPas encore d'évaluation
- Effects of Welding Parameters on Defects and QualityDocument1 pageEffects of Welding Parameters on Defects and QualityNur' AyuniPas encore d'évaluation
- Theory AcDocument6 pagesTheory AcNur' AyuniPas encore d'évaluation
- Machine Components You Can Fabricate With An Abrasive JetDocument32 pagesMachine Components You Can Fabricate With An Abrasive JetNur' AyuniPas encore d'évaluation
- What Is EDMDocument2 pagesWhat Is EDMNur' AyuniPas encore d'évaluation
- 1.0 Format Laporan MEM564Document4 pages1.0 Format Laporan MEM564Nur' AyuniPas encore d'évaluation
- Course Outline MEC554Document2 pagesCourse Outline MEC554Nur' AyuniPas encore d'évaluation
- Desk Lamp DFM Analysis and RedesignDocument125 pagesDesk Lamp DFM Analysis and RedesignNur' AyuniPas encore d'évaluation
- Sample Calculation of Shaft Power, Flow Rate, Pressure, and Pump EfficiencyDocument2 pagesSample Calculation of Shaft Power, Flow Rate, Pressure, and Pump EfficiencyNur' AyuniPas encore d'évaluation
- Result and Data Analysis MetroDocument4 pagesResult and Data Analysis MetroNur' AyuniPas encore d'évaluation
- Assesment FormDocument5 pagesAssesment FormNur' AyuniPas encore d'évaluation
- Comparing Velocity Profiles of Smooth and Rough SurfacesDocument4 pagesComparing Velocity Profiles of Smooth and Rough SurfacesNur' Ayuni100% (2)
- 1.0 Format Laporan MEM564Document4 pages1.0 Format Laporan MEM564Nur' AyuniPas encore d'évaluation
- Blended Learning TGC501 Week 7Document1 pageBlended Learning TGC501 Week 7Nur' AyuniPas encore d'évaluation
- 3.0 MEM564 SylibusDocument8 pages3.0 MEM564 SylibusPutera AshrafPas encore d'évaluation
- Objective GmawDocument1 pageObjective GmawNur' AyuniPas encore d'évaluation
- Introduction AcDocument4 pagesIntroduction AcNur' AyuniPas encore d'évaluation
- Blended Learning TGC 501 Week 6Document1 pageBlended Learning TGC 501 Week 6Nur' AyuniPas encore d'évaluation
- Introduction GmawDocument6 pagesIntroduction GmawNur' AyuniPas encore d'évaluation
- Table of ContentsDocument1 pageTable of ContentsNur' AyuniPas encore d'évaluation
- Sample Calculation of Shaft Power, Flow Rate, Pressure, and Pump EfficiencyDocument2 pagesSample Calculation of Shaft Power, Flow Rate, Pressure, and Pump EfficiencyNur' AyuniPas encore d'évaluation
- Counter Flow and Parallel Flow Heat Exchanger CalculationDocument8 pagesCounter Flow and Parallel Flow Heat Exchanger CalculationNur' AyuniPas encore d'évaluation
- GermanDocument1 pageGermanNur' AyuniPas encore d'évaluation
- Lab 1Document9 pagesLab 1Nur' AyuniPas encore d'évaluation
- Discussion MoldingDocument4 pagesDiscussion MoldingNur' Ayuni100% (1)
- Galaxy VS - GVSUPS10KB4HSDocument3 pagesGalaxy VS - GVSUPS10KB4HSTamo PloddeePas encore d'évaluation
- Assignment - 10: Shyam Shankar H R EE15B127 November 9, 2017Document15 pagesAssignment - 10: Shyam Shankar H R EE15B127 November 9, 2017Shyam ShankarPas encore d'évaluation
- Doherty PA With Phase-Shift AmplifierDocument13 pagesDoherty PA With Phase-Shift AmplifierAmitPas encore d'évaluation
- A Simplified Forward and Backward Sweep ApproachDocument5 pagesA Simplified Forward and Backward Sweep ApproachImranAhmadQuadriPas encore d'évaluation
- Introduction To Switch Gear and ProtectionDocument12 pagesIntroduction To Switch Gear and Protectionpmankad100% (7)
- Panasonic Manual AAD03010Document94 pagesPanasonic Manual AAD03010Nick OngPas encore d'évaluation
- Wireless DoorbellDocument21 pagesWireless DoorbellmundasanglydaPas encore d'évaluation
- BS Standard For Cable LayingDocument2 pagesBS Standard For Cable Layingmurali50% (2)
- IL230x-B110 Fieldbus Box Modules For EtherCATDocument2 pagesIL230x-B110 Fieldbus Box Modules For EtherCATmicaPas encore d'évaluation
- Lab 3 TheveninDocument2 pagesLab 3 TheveninLê MinhPas encore d'évaluation
- Erccaseno.2017 005rm AnnexaDocument46 pagesErccaseno.2017 005rm AnnexaAgawskcy GondroPas encore d'évaluation
- UPS-MR Data SheetDocument8 pagesUPS-MR Data SheetLast Juan StandingPas encore d'évaluation
- Brosur Motor 4 High Thrust 4-10 HPDocument2 pagesBrosur Motor 4 High Thrust 4-10 HPDevi AndriPas encore d'évaluation
- Operating Manual: Vertex Standard LMR, IncDocument44 pagesOperating Manual: Vertex Standard LMR, IncLevi DuranPas encore d'évaluation
- Cap. 2 (21-40)Document20 pagesCap. 2 (21-40)Marian ArjonaPas encore d'évaluation
- Sample Companies DataDocument16 pagesSample Companies DataShrutiMarwahPas encore d'évaluation
- Samsung CLX 2160NDocument199 pagesSamsung CLX 2160NgauthierPas encore d'évaluation
- Experiment No.2: Objective: Study of Characteristics of Silicon DiodeDocument5 pagesExperiment No.2: Objective: Study of Characteristics of Silicon DiodeUday BhartiyaPas encore d'évaluation
- KI - OSHD - Kidde Intelligent Optica Smoke and Heat DetectorDocument4 pagesKI - OSHD - Kidde Intelligent Optica Smoke and Heat DetectorGerardo GonZalezPas encore d'évaluation
- G08Document97 pagesG08jlcheefei9258Pas encore d'évaluation
- Amplitude ControlDocument3 pagesAmplitude ControlgadhaPas encore d'évaluation
- On The Specification of Moving-Coil Drivers For Low Frequency Horn-Loaded Loudspeakers (W. Marshall Leach, JR) PDFDocument10 pagesOn The Specification of Moving-Coil Drivers For Low Frequency Horn-Loaded Loudspeakers (W. Marshall Leach, JR) PDFTrayPas encore d'évaluation
- Lab MachineDocument9 pagesLab MachineAnonymous ryvoPIDPas encore d'évaluation
- 8782.0ST.B400.04 I-Ret Antenna Tbb65 2.0M Alxt-824-960/1710-2170-65-16.2i/16.5i/16.5i - Ai-DDocument1 page8782.0ST.B400.04 I-Ret Antenna Tbb65 2.0M Alxt-824-960/1710-2170-65-16.2i/16.5i/16.5i - Ai-DIkap DarkPas encore d'évaluation
- Measurement and Simulation of Grounding Resistance With Two and Four Mesh GridsDocument6 pagesMeasurement and Simulation of Grounding Resistance With Two and Four Mesh GridscphcricriPas encore d'évaluation
- Beckercom: Welcome To The Becker ElectronicsDocument68 pagesBeckercom: Welcome To The Becker ElectronicsMichael Erdis50% (2)
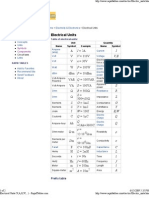
- Electrical Units Guide (V, A, Ω, WDocument2 pagesElectrical Units Guide (V, A, Ω, Wevtoma100% (1)
- Installation Guide Master Pact LV Power AirDocument142 pagesInstallation Guide Master Pact LV Power AirOthoniel FabianPas encore d'évaluation
- 12V Battery Charger-cum-Variable Power SupplyDocument11 pages12V Battery Charger-cum-Variable Power SupplyLOLO ISMUNASIBPas encore d'évaluation