Vous aimerez peut-être aussi
- Book Project ManagementDocument83 pagesBook Project ManagementSANJAY BHATTACHARYA100% (2)
- Maharashtra Auto Permit Winner ListDocument148 pagesMaharashtra Auto Permit Winner ListSadik Shaikh50% (2)
- Group TechnologyDocument42 pagesGroup Technologytinchu03100% (2)
- Hydrogen Embrittlement PDFDocument4 pagesHydrogen Embrittlement PDFVenu Prasad100% (1)
- Assignment 04Document5 pagesAssignment 04Muhammad Ahsan Waqar KhanPas encore d'évaluation
- Me6703 2 Mark Questions Slow LearnersDocument10 pagesMe6703 2 Mark Questions Slow LearnersKanagarajPas encore d'évaluation
- MM UNIT 3a 2021Document129 pagesMM UNIT 3a 2021Mr. S. Paul JoshuaPas encore d'évaluation
- Group TechnologyDocument15 pagesGroup TechnologyStany D'melloPas encore d'évaluation
- Implementing Group TechnologyDocument25 pagesImplementing Group TechnologyAtul ShandilyaPas encore d'évaluation
- Unit I 1.5 Group Technology, Part Classi, CodingDocument36 pagesUnit I 1.5 Group Technology, Part Classi, Codingprof_panneer0% (1)
- MM Unit 2Document208 pagesMM Unit 2Mr. S. Paul JoshuaPas encore d'évaluation
- Computer Integrated Manufacturing: Group Technology Mechanical EnggDocument24 pagesComputer Integrated Manufacturing: Group Technology Mechanical Enggmihret henokPas encore d'évaluation
- Practical No.7: TheoryDocument12 pagesPractical No.7: TheoryMuhammad JahanzaibPas encore d'évaluation
- Production Flow AnalysisDocument24 pagesProduction Flow AnalysisSelva Shri NathPas encore d'évaluation
- Cad Lecture 2Document27 pagesCad Lecture 2Abhi KarnPas encore d'évaluation
- Cellular Manufacturing: Dr. Mohamed A.A. MansourDocument59 pagesCellular Manufacturing: Dr. Mohamed A.A. MansourMohammed MansorPas encore d'évaluation
- 4Document16 pages4Kotadia ShivamPas encore d'évaluation
- Group Technolog1 AssegmentDocument5 pagesGroup Technolog1 AssegmentYAKUBU ISSAHAKU SAIDPas encore d'évaluation
- Group TechnologyDocument59 pagesGroup TechnologySRI RAMPas encore d'évaluation
- Group Technology2Document18 pagesGroup Technology2Jasmine KaurPas encore d'évaluation
- Cellular Manufacturing & Group TechnologyDocument25 pagesCellular Manufacturing & Group TechnologySapari VelPas encore d'évaluation
- Cellular Manufacturing & Group Technology: Benefits and ImplementationDocument24 pagesCellular Manufacturing & Group Technology: Benefits and ImplementationLarry SmithPas encore d'évaluation
- Cellular Manufacturing and Group TechnologyDocument13 pagesCellular Manufacturing and Group TechnologyNishit ParmarPas encore d'évaluation
- Group Technology and Cellular Manufacturing2Document83 pagesGroup Technology and Cellular Manufacturing2harim_mePas encore d'évaluation
- Group Technology Manufacturing Cellular ManufacturingDocument36 pagesGroup Technology Manufacturing Cellular ManufacturingRutanshu LawhalePas encore d'évaluation
- AMS - Hollier MehodsDocument78 pagesAMS - Hollier MehodsKapil MittalPas encore d'évaluation
- Sunith 160329154059Document51 pagesSunith 160329154059ashoku24007Pas encore d'évaluation
- Group Technology Implementation Phases and BenefitsDocument24 pagesGroup Technology Implementation Phases and BenefitsAyush SharmaPas encore d'évaluation
- Group Technology & CappDocument43 pagesGroup Technology & CappSubbu SuniPas encore d'évaluation
- Group Technology Implementation and BenefitsDocument24 pagesGroup Technology Implementation and BenefitsChamoda liyanagePas encore d'évaluation
- STRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTDocument56 pagesSTRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTAngela Vidal EstilPas encore d'évaluation
- MBA 2nd Sem Lacture Note - 01Document4 pagesMBA 2nd Sem Lacture Note - 01GOURAB ROYPas encore d'évaluation
- Inspection and Quality Control Ensuring Excellence in ManufacturingDocument2 pagesInspection and Quality Control Ensuring Excellence in ManufacturingSuhailShaikhPas encore d'évaluation
- Group TechnologyDocument25 pagesGroup TechnologyRatoolPas encore d'évaluation
- Group Technology in Flexible Manufacturing Systems Classification and CodingDocument20 pagesGroup Technology in Flexible Manufacturing Systems Classification and CodingSpandhana PrayakaraoPas encore d'évaluation
- Cad Cam Unit 4Document35 pagesCad Cam Unit 418-368 RRK Nikhil ChandraPas encore d'évaluation
- Group TechnologyDocument25 pagesGroup TechnologyVnyPas encore d'évaluation
- Flow, Space, and Activity Relationship: Facilities Planning Third Year ProductionDocument38 pagesFlow, Space, and Activity Relationship: Facilities Planning Third Year ProductionSherif Ibrahim0% (1)
- Yemariyam 2121Document17 pagesYemariyam 2121Siinu Biřu MãņğPas encore d'évaluation
- MS 4131: Understanding Group Technology and Its BenefitsDocument45 pagesMS 4131: Understanding Group Technology and Its Benefitsmax hopusPas encore d'évaluation
- Lesson 5 in Introduction To I.E PDFDocument5 pagesLesson 5 in Introduction To I.E PDFRanah Pauolynne LintanPas encore d'évaluation
- CLASSIFY LAYOUTS AND MATERIAL HANDLINGDocument4 pagesCLASSIFY LAYOUTS AND MATERIAL HANDLINGpammy313Pas encore d'évaluation
- Lect 2. Types of Production Systems, Group Technology and Cellular Manufacturing SystemDocument79 pagesLect 2. Types of Production Systems, Group Technology and Cellular Manufacturing Systemraja harisPas encore d'évaluation
- Unit-Iii: Group TechnologyDocument23 pagesUnit-Iii: Group TechnologyRavi SekharPas encore d'évaluation
- Cellular Manufacturing & Group Technology BenefitsDocument24 pagesCellular Manufacturing & Group Technology Benefitsmonti_1234Pas encore d'évaluation
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-Isiva_karthidpm100% (1)
- Group Technology: Presentation OnDocument22 pagesGroup Technology: Presentation Onmonti_1234Pas encore d'évaluation
- Me6703 Cim Mech Viist Au Unit IIIDocument51 pagesMe6703 Cim Mech Viist Au Unit IIISiva RamanPas encore d'évaluation
- Group Technology and Cellular ManufacturingDocument60 pagesGroup Technology and Cellular Manufacturingumesh javvadiPas encore d'évaluation
- MP Safety & LayoutDocument11 pagesMP Safety & LayoutM IRFANPas encore d'évaluation
- Classification and Advantages of Plant LayoutDocument6 pagesClassification and Advantages of Plant LayoutKrishna big fan of maheshbabuPas encore d'évaluation
- Group Technology AND Cellular Manufacturing: Submitted By: GROUP NO: 8 (ROLL NO 1111041 TO 1111045)Document30 pagesGroup Technology AND Cellular Manufacturing: Submitted By: GROUP NO: 8 (ROLL NO 1111041 TO 1111045)Larry SmithPas encore d'évaluation
- Process Improvement and Layout ForgingDocument9 pagesProcess Improvement and Layout ForgingManibalanPas encore d'évaluation
- Unit V GT and FMSDocument71 pagesUnit V GT and FMSSushanthPas encore d'évaluation
- Group TechnologyDocument26 pagesGroup TechnologyMohitPas encore d'évaluation
- Group TechnologyDocument72 pagesGroup TechnologyNauman Khan100% (1)
- Group Technology and Part Family ClassificationDocument76 pagesGroup Technology and Part Family ClassificationFarooq ShahPas encore d'évaluation
- 5 TH Chapter (GROUP TECHNOLOGY AND CAPP) Study MaterialDocument12 pages5 TH Chapter (GROUP TECHNOLOGY AND CAPP) Study MaterialSeema PintoPas encore d'évaluation
- Chapter 3Document40 pagesChapter 3richard tiamPas encore d'évaluation
- 2.3 Group Technology and Cellular Manufacturing-1Document13 pages2.3 Group Technology and Cellular Manufacturing-1Joeb DsouzaPas encore d'évaluation
- Corrosion Control in Engineering DesignDocument31 pagesCorrosion Control in Engineering DesignUpender DhullPas encore d'évaluation
- Checklist For Corrosion ControlDocument30 pagesChecklist For Corrosion ControlAli AkramPas encore d'évaluation
- Stress Corrosion CrackingDocument16 pagesStress Corrosion CrackingzaxaderPas encore d'évaluation
- Cooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Document3 pagesCooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Anonymous 5P5ZdyCPas encore d'évaluation
- Corrosion Control of Agricultural Equipment and BuildingsDocument11 pagesCorrosion Control of Agricultural Equipment and Buildingsswoessner1Pas encore d'évaluation
- FsdfsafDocument5 pagesFsdfsafAnonymous 5P5ZdyCPas encore d'évaluation
- Cooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Document3 pagesCooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Anonymous 5P5ZdyCPas encore d'évaluation
- Cooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Document3 pagesCooling Capacity (W) mass density of steel (kg/m3) Volume of Steel (m3) mass of steel (kg) Heat Capacity of Steel (J/ΔK kg) mass density of oil (kg/m3) Volume of oil (m3)Anonymous 5P5ZdyCPas encore d'évaluation
- Dynamic SAGD Well FLow Control Stimulation PDFDocument16 pagesDynamic SAGD Well FLow Control Stimulation PDFAnonymous 5P5ZdyCPas encore d'évaluation
- Tubing Type of Thread 1. Vam Top 2. K-FOX 3. ButtressDocument1 pageTubing Type of Thread 1. Vam Top 2. K-FOX 3. ButtressAnonymous 5P5ZdyCPas encore d'évaluation
- Welding There Are Several Type of Welding 1. V Groove 2. U Groove 3. EtcDocument1 pageWelding There Are Several Type of Welding 1. V Groove 2. U Groove 3. EtcAnonymous 5P5ZdyCPas encore d'évaluation
- Tubing Type of Thread 1. Vam Top 2. K-FOX 3. ButtressDocument1 pageTubing Type of Thread 1. Vam Top 2. K-FOX 3. ButtressAnonymous 5P5ZdyCPas encore d'évaluation
- Welding There Are Several Type of Welding 1. V Groove 2. U Groove 3. EtcDocument1 pageWelding There Are Several Type of Welding 1. V Groove 2. U Groove 3. EtcAnonymous 5P5ZdyCPas encore d'évaluation
- Mutual Fund PDFDocument22 pagesMutual Fund PDFRajPas encore d'évaluation
- 2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationDocument17 pages2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationwahidPas encore d'évaluation
- Steps To Christ AW November 2016 Page Spreaad PDFDocument2 pagesSteps To Christ AW November 2016 Page Spreaad PDFHampson MalekanoPas encore d'évaluation
- Process Financial Transactions and Extract Interim Reports - 025735Document37 pagesProcess Financial Transactions and Extract Interim Reports - 025735l2557206Pas encore d'évaluation
- Brochure en 2014 Web Canyon Bikes How ToDocument36 pagesBrochure en 2014 Web Canyon Bikes How ToRadivizija PortalPas encore d'évaluation
- NLP Business Practitioner Certification Course OutlineDocument11 pagesNLP Business Practitioner Certification Course OutlineabobeedoPas encore d'évaluation
- I Will Be Here TABSDocument7 pagesI Will Be Here TABSEric JaoPas encore d'évaluation
- Ratio Analysis of PIADocument16 pagesRatio Analysis of PIAMalik Saad Noman100% (5)
- Masteringphys 14Document20 pagesMasteringphys 14CarlosGomez0% (3)
- Empanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)Document6 pagesEmpanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)HARSHITRAJ KOTIYAPas encore d'évaluation
- Bengali (Code No - 005) COURSE Structure Class - Ix (2020 - 21Document11 pagesBengali (Code No - 005) COURSE Structure Class - Ix (2020 - 21Břîšťỹ ÃhmęđPas encore d'évaluation
- Weone ProfileDocument10 pagesWeone ProfileOmair FarooqPas encore d'évaluation
- Evaluative Research DesignDocument17 pagesEvaluative Research DesignMary Grace BroquezaPas encore d'évaluation
- GP Rating GSK Exit ExamDocument108 pagesGP Rating GSK Exit ExamMicle VM100% (4)
- Training Customer CareDocument6 pagesTraining Customer Careyahya sabilPas encore d'évaluation
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDocument6 pagesUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDPas encore d'évaluation
- Committee History 50yearsDocument156 pagesCommittee History 50yearsd_maassPas encore d'évaluation
- Oxgen Sensor Cat WEBDocument184 pagesOxgen Sensor Cat WEBBuddy Davis100% (2)
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationDocument3 pagesWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54Pas encore d'évaluation
- (123doc) - Chapter-24Document6 pages(123doc) - Chapter-24Pháp NguyễnPas encore d'évaluation
- CS210 Lecture 32 Magical Application Binary Tree IIIDocument38 pagesCS210 Lecture 32 Magical Application Binary Tree IIIOshoPas encore d'évaluation
- CDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Document152 pagesCDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Gilles DellaccioPas encore d'évaluation
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
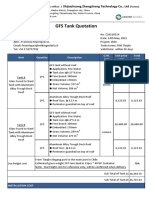
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezPas encore d'évaluation
- Iphoneos 31Document159 pagesIphoneos 31Ivan VeBoPas encore d'évaluation
- Ball Valves Pentair Valves and ControlsDocument16 pagesBall Valves Pentair Valves and ControlsABDUL KADHARPas encore d'évaluation
- Public Private HEM Status AsOn2May2019 4 09pmDocument24 pagesPublic Private HEM Status AsOn2May2019 4 09pmVaibhav MahobiyaPas encore d'évaluation
- MCQ Ch16solDocument4 pagesMCQ Ch16solandiswahlongwa870Pas encore d'évaluation
- Meet Your TeamDocument2 pagesMeet Your TeamAyushman MathurPas encore d'évaluation