Vous aimerez peut-être aussi
- Soldadura Ing MinasDocument54 pagesSoldadura Ing Minashiker3100% (3)
- 01 Analfabetismo Ecológico Rodrigo TartéDocument76 pages01 Analfabetismo Ecológico Rodrigo TartéJuan Lee DelegadoPas encore d'évaluation
- Mata Burros CaldereriaDocument39 pagesMata Burros CaldereriaramefPas encore d'évaluation
- 03 04 Juntas - 122 A 153 CEISDocument32 pages03 04 Juntas - 122 A 153 CEISSebastian MartinezPas encore d'évaluation
- ProbetasDocument9 pagesProbetasTravis Moon100% (1)
- Geometría y simbología de soldaduraDocument9 pagesGeometría y simbología de soldaduraJulio David Saquinga100% (1)
- Modulo04.5 - Geometria de Las Juntas y SimbologiaDocument49 pagesModulo04.5 - Geometria de Las Juntas y SimbologiajuancarlosgarayPas encore d'évaluation
- Simbolos de Soldadura en PlanosDocument41 pagesSimbolos de Soldadura en PlanosLOBESNO77QQQ100% (1)
- Estructura metálica con mallaDocument1 pageEstructura metálica con mallaRaul SaenzPas encore d'évaluation
- Investigacion Soldadura TigDocument11 pagesInvestigacion Soldadura TigTeresa MoralesPas encore d'évaluation
- Simbología AWS para soldaduraDocument64 pagesSimbología AWS para soldaduraOscar AnaluizaPas encore d'évaluation
- Doblado y curvado de chapasDocument8 pagesDoblado y curvado de chapasPaco PaquetePas encore d'évaluation
- Pernos y SoldaduraDocument18 pagesPernos y Soldaduraandrewww07100% (1)
- D1.1 Criterios Aceptación DiscontinuidadesDocument4 pagesD1.1 Criterios Aceptación DiscontinuidadesEduardoPulidoPas encore d'évaluation
- Ejercitacion Practica Simbologia SoldaduraDocument83 pagesEjercitacion Practica Simbologia SoldaduraLuis JaramilloPas encore d'évaluation
- Simbolo InduraDocument8 pagesSimbolo InduraMiguel Enrique Gonzalez CastroPas encore d'évaluation
- Soldadura en para BuquesDocument39 pagesSoldadura en para BuquesGENESIS JAELEEN FERNANDEZPas encore d'évaluation
- Uniones de TuberiasDocument35 pagesUniones de TuberiasMayo Diaz NicolasaPas encore d'évaluation
- Diagrama de SchaefferDocument4 pagesDiagrama de SchaefferErick ManosalvasPas encore d'évaluation
- Tabla de RoscasDocument19 pagesTabla de RoscasJenni RoaPas encore d'évaluation
- Clase N°14. Calculos en El Proceso de Corte - DobladoDocument18 pagesClase N°14. Calculos en El Proceso de Corte - DobladoAldo Quea LauraPas encore d'évaluation
- Proceso SMAWDocument51 pagesProceso SMAWmarco falconPas encore d'évaluation
- Problemas Teorías de FallaDocument5 pagesProblemas Teorías de FallaCarlos Burga100% (1)
- Acotado y Tolerancias 1P2017Document45 pagesAcotado y Tolerancias 1P2017Jorge Andrés PeraltaPas encore d'évaluation
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocument7 pagesEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskPas encore d'évaluation
- Informe # 3 Smaw en Posicion 1fDocument11 pagesInforme # 3 Smaw en Posicion 1fDen Crusito SalazarPas encore d'évaluation
- Fibra NeutraDocument10 pagesFibra NeutraChristian AndrePas encore d'évaluation
- Informe 6 de Soldadura - 2Document18 pagesInforme 6 de Soldadura - 2Fernando SanchezPas encore d'évaluation
- Aplicación de La Norma Iso en Los Procesos de Soldadura1Document13 pagesAplicación de La Norma Iso en Los Procesos de Soldadura1yohayjoPas encore d'évaluation
- Simbologia de Soldadura 2 PDFDocument101 pagesSimbologia de Soldadura 2 PDFDeivy Azaña MontañezPas encore d'évaluation
- Taller en Clase sobre Tornillos de Cabeza y Factores de SeguridadDocument1 pageTaller en Clase sobre Tornillos de Cabeza y Factores de SeguridadKEVINPas encore d'évaluation
- Diseno de Juntas y Tecnicas de AplicacionDocument54 pagesDiseno de Juntas y Tecnicas de AplicacionWelding Testing Services SASPas encore d'évaluation
- Abreviaturas comunes en dibujos técnicosDocument4 pagesAbreviaturas comunes en dibujos técnicosnpunkday100% (1)
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDocument18 pagesInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianPas encore d'évaluation
- Porosidad VermicularDocument1 pagePorosidad VermicularErica Johana Rincon VidalPas encore d'évaluation
- Tipos de Símbolos de Soldadura Y SimbologiaDocument6 pagesTipos de Símbolos de Soldadura Y SimbologiaJuan Enrique Garcia JimenezPas encore d'évaluation
- Tipos de Roscas Más ComunesDocument8 pagesTipos de Roscas Más ComunesLuis DzPas encore d'évaluation
- 2da Evaluacion - SoldaduraDocument6 pages2da Evaluacion - SoldaduraJunior De la cruzPas encore d'évaluation
- Capítulo 1. Introducción General A La Tecnología de La SoldaduraDocument19 pagesCapítulo 1. Introducción General A La Tecnología de La SoldaduraFederico CaloPas encore d'évaluation
- BRIDASDocument26 pagesBRIDASJajaira Toapanta100% (1)
- Ejercicios Tema2bbbbbbbbbbbbbDocument4 pagesEjercicios Tema2bbbbbbbbbbbbbmarco alarconPas encore d'évaluation
- Doblado y CurvadoDocument37 pagesDoblado y CurvadoRaush José AlbertoPas encore d'évaluation
- Tipos de Tolerancias de RoscasDocument3 pagesTipos de Tolerancias de Roscasjordizs100% (2)
- SOLDADURADocument6 pagesSOLDADURALucero GuillermoPas encore d'évaluation
- Ejes HuecosDocument11 pagesEjes HuecosMisael Mendieta0% (2)
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Document6 pagesProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazPas encore d'évaluation
- c08 Plano de Ensamblaje DmacDocument18 pagesc08 Plano de Ensamblaje DmacDavid CristhianPas encore d'évaluation
- 15 - Tolerancias y AjustesDocument32 pages15 - Tolerancias y AjustesrublasterPas encore d'évaluation
- Interpretando La Simbología para La Soldadura Según La Norma Aws A 2Document10 pagesInterpretando La Simbología para La Soldadura Según La Norma Aws A 2Johanna Figueroa DelgadoPas encore d'évaluation
- Fundamentos de La Soldadura Por Arco EléctricoDocument34 pagesFundamentos de La Soldadura Por Arco EléctricoJessie LewisPas encore d'évaluation
- Cálculo del carbono equivalente y temperatura de precalentamientoDocument13 pagesCálculo del carbono equivalente y temperatura de precalentamientoAndre Méndez VidalPas encore d'évaluation
- Ajuste Mecanico Teoria PulgadasDocument5 pagesAjuste Mecanico Teoria PulgadasDiego AmaralPas encore d'évaluation
- Matrices para Doblado y EmbutidoDocument49 pagesMatrices para Doblado y EmbutidoMiguel Angel MaldonadoPas encore d'évaluation
- Colado en Molde PermanenteDocument19 pagesColado en Molde Permanenteascharlyx50% (2)
- Representacion de UnionesDocument36 pagesRepresentacion de UnionesLobixto Vasquez CanalesPas encore d'évaluation
- 18 ElipsesDocument1 page18 ElipsesCristian AjarachiPas encore d'évaluation
- Soldadura por arco: proceso y clasificación de electrodosDocument14 pagesSoldadura por arco: proceso y clasificación de electrodosGinaPas encore d'évaluation
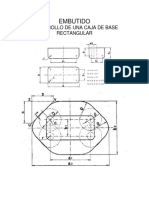
- Embutido Caja RectangularDocument5 pagesEmbutido Caja RectangularJuank AlmeidaPas encore d'évaluation
- Calificacion 3GDocument2 pagesCalificacion 3GAsd100% (1)
- TEMA 2 - Uniones Soldadas y Tecnicas de SoldeoDocument19 pagesTEMA 2 - Uniones Soldadas y Tecnicas de SoldeoJuan Hernández100% (4)
- Herramientas básicas para el dibujo técnicoDocument42 pagesHerramientas básicas para el dibujo técnicoJesús LuisPas encore d'évaluation
- San3-Simbología, Normalización SoldaduraDocument24 pagesSan3-Simbología, Normalización SoldaduraJesús Luis100% (1)
- A1 Vistas ProyeccionesDocument11 pagesA1 Vistas ProyeccionesJesús LuisPas encore d'évaluation
- San2-Tipos de ElectrodosDocument19 pagesSan2-Tipos de ElectrodosJesús LuisPas encore d'évaluation
- Manejo Manual de CargasDocument54 pagesManejo Manual de CargasIsait Rosas EspinosaPas encore d'évaluation
- Condiciones de TrabajoDocument12 pagesCondiciones de TrabajoMily LmlPas encore d'évaluation
- 2 Ordenanza Jccm-t1 ExtructuraDocument25 pages2 Ordenanza Jccm-t1 ExtructuraJesús LuisPas encore d'évaluation
- Guía de Manipulación Manual de CargasDocument60 pagesGuía de Manipulación Manual de Cargasergow50% (2)
- 1 Ordenanza JcylDocument86 pages1 Ordenanza JcylJesús Luis0% (1)
- Biopolímeros de caseína y almidónDocument5 pagesBiopolímeros de caseína y almidónsfPas encore d'évaluation
- Ingredientes microbianos y enzimas para alimentosDocument4 pagesIngredientes microbianos y enzimas para alimentosSheridan Castellanos100% (1)
- 3.2.1 Reactivo Limitante y Reactivo en Exceso.Document22 pages3.2.1 Reactivo Limitante y Reactivo en Exceso.Joana vega100% (1)
- El Dinamómetro Es La Principal Herramienta en La Detección de Fallas para Un Sistema de Bombeo MecánicoDocument9 pagesEl Dinamómetro Es La Principal Herramienta en La Detección de Fallas para Un Sistema de Bombeo MecánicoGraciela Ticona LuquePas encore d'évaluation
- OPIOUIUTSDocument8 pagesOPIOUIUTSjavier muñozPas encore d'évaluation
- Piscicultura, Acidos Grasos, Alimento Balanceado, Nutricion, Omega 3, DHADocument16 pagesPiscicultura, Acidos Grasos, Alimento Balanceado, Nutricion, Omega 3, DHAespinoza7799100% (1)
- Autopurificación Del AguaDocument22 pagesAutopurificación Del AguaVyktor Manuel GuzmanPas encore d'évaluation
- Comida ChilenaDocument8 pagesComida ChilenaDaniel RomeoPas encore d'évaluation
- 14-El Aci 301s-16 Especificaciones para Concreto Estructural-Jorge Segura FrancoDocument107 pages14-El Aci 301s-16 Especificaciones para Concreto Estructural-Jorge Segura FrancoRafael Fuentes100% (1)
- Material de Arenas de MoldeoDocument5 pagesMaterial de Arenas de MoldeoMarco SalasPas encore d'évaluation
- Mecánica de Materiales Pa3.... FTBDocument10 pagesMecánica de Materiales Pa3.... FTBFrancisco Toribio BuenoPas encore d'évaluation
- 2298 FICHA MELAMINA VESTO RH MEXICO 28dic 18 E03Document5 pages2298 FICHA MELAMINA VESTO RH MEXICO 28dic 18 E03Jorge IsaacPas encore d'évaluation
- Informe SolubilidadDocument8 pagesInforme SolubilidadZoila Jimenez JimenezPas encore d'évaluation
- Toxicos de AbusoDocument7 pagesToxicos de AbusoKevZuñigaPas encore d'évaluation
- Proceso de Extracción de Aceite de SoyaDocument6 pagesProceso de Extracción de Aceite de SoyaKathia RyzPas encore d'évaluation
- Monografia-Contaminación Del SueloDocument23 pagesMonografia-Contaminación Del SueloJorge Enrique Portillo TejerinaPas encore d'évaluation
- Muestreo y Calidad Del Crudo - 2014Document40 pagesMuestreo y Calidad Del Crudo - 2014teresita acopaPas encore d'évaluation
- Apuntes Conminución de Minerales 2Document204 pagesApuntes Conminución de Minerales 2danie_lmono100% (1)
- Polvora NegraDocument8 pagesPolvora NegraJohan CrispinPas encore d'évaluation
- Normas Seguridad LaboratorioDocument21 pagesNormas Seguridad LaboratorioMatilda Cerebrus DoloresPas encore d'évaluation
- VW 91101 EsDocument14 pagesVW 91101 EsJorge MtzPas encore d'évaluation
- Laboratorio N°2 Determinacion y Propiedades Quimicas de Los CarbohidratosDocument12 pagesLaboratorio N°2 Determinacion y Propiedades Quimicas de Los Carbohidratosel b pesPas encore d'évaluation
- Quimica OrganicaDocument3 pagesQuimica OrganicaMontse MonyPas encore d'évaluation
- Destilación SimpleDocument4 pagesDestilación SimpleDiana Marcela MartinezPas encore d'évaluation
- Diseno Mezclas Semana 1 A 4Document48 pagesDiseno Mezclas Semana 1 A 4nestor camargoPas encore d'évaluation
- Ingeniería PisosDocument49 pagesIngeniería PisosvicolopPas encore d'évaluation
- Diseño de Concreto Armado - Marcelo Romo ProañoDocument335 pagesDiseño de Concreto Armado - Marcelo Romo ProañoWilliam Valderrama80% (5)
- Taller Plan de Muestreo y AforoDocument12 pagesTaller Plan de Muestreo y AforoHeiner LeonPas encore d'évaluation
- Experimento Quimica - Lampara Reactiva de Cobre Ver 3Document10 pagesExperimento Quimica - Lampara Reactiva de Cobre Ver 3solucionesprotutor ejecafetero50% (2)