Vous aimerez peut-être aussi
- ISO SymbolsDocument167 pagesISO SymbolskillimakilliPas encore d'évaluation
- Solution Manual ThermodynamicsDocument0 pageSolution Manual ThermodynamicsVigna Ruban Ram100% (1)
- Eschweiler-Clarke Solventfree PDFDocument10 pagesEschweiler-Clarke Solventfree PDFRenæ NaePas encore d'évaluation
- Instrument Data Sheets FormatsDocument165 pagesInstrument Data Sheets Formatsrathnam.pm100% (1)
- SAP Business Technology Platform For Utilities v2 - L1 - L2 - PDocument122 pagesSAP Business Technology Platform For Utilities v2 - L1 - L2 - Pzulfiqar26Pas encore d'évaluation
- Benzyl Chloride From Toluene by ChlorinationDocument17 pagesBenzyl Chloride From Toluene by ChlorinationVicky Vignesh0% (1)
- Japanese Pharmacopoeia 15 EdDocument1 802 pagesJapanese Pharmacopoeia 15 Eddeepanmb007100% (10)
- RP44B TocDocument13 pagesRP44B TocPiespi PitwomPas encore d'évaluation
- Summation of The Sciencemadness Phosphorous ThreadDocument29 pagesSummation of The Sciencemadness Phosphorous ThreadImranPas encore d'évaluation
- PX PtaDocument39 pagesPX PtaAshok Sharma100% (1)
- Materials Evaluation For Geothermal Applications in Different Geothermal WatersDocument7 pagesMaterials Evaluation For Geothermal Applications in Different Geothermal Watersshare irgaPas encore d'évaluation
- Benzoic Acid From TolueneDocument66 pagesBenzoic Acid From TolueneIgnacio Real BuffelliPas encore d'évaluation
- Basics of Steel MakingDocument26 pagesBasics of Steel MakingakshukPas encore d'évaluation
- Comprehensive Handbook on HydrosilylationD'EverandComprehensive Handbook on HydrosilylationB. MarciniecPas encore d'évaluation
- Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfDocument6 pagesIndustrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfIka SulistyaningtiyasPas encore d'évaluation
- PFD PDFDocument1 pagePFD PDFFajar AgumPas encore d'évaluation
- Refractory Constructions PDFDocument51 pagesRefractory Constructions PDFHammadPas encore d'évaluation
- Municipal Solid Waste Project SKTGDocument3 pagesMunicipal Solid Waste Project SKTGDevanSandrasakerenPas encore d'évaluation
- Ullman SilicatesDocument66 pagesUllman SilicatesfxdevuystPas encore d'évaluation
- Che Computer Simulation ProblemDocument12 pagesChe Computer Simulation ProblemTots HolaresPas encore d'évaluation
- Kinetic Modeling of Methanol To Olefins (MTO) Process On SAPO-34 CatalystSAPO PDFDocument5 pagesKinetic Modeling of Methanol To Olefins (MTO) Process On SAPO-34 CatalystSAPO PDFKim Lloyd A. BarrientosPas encore d'évaluation
- Desain Esterifikasi Menggunakan Katalis Zeolit Pada Proses Pembuatan BiodieselDocument119 pagesDesain Esterifikasi Menggunakan Katalis Zeolit Pada Proses Pembuatan BiodieselAtta AyOetPas encore d'évaluation
- Applied Homogeneous Catalysis With Organo-Metallic Compounds - 2nd EditionDocument1 492 pagesApplied Homogeneous Catalysis With Organo-Metallic Compounds - 2nd Editionharrypoutreur100% (4)
- Reactions in HYSYSDocument7 pagesReactions in HYSYSWagus GinanjarPas encore d'évaluation
- Unit-10 Methanol To OlefinDocument19 pagesUnit-10 Methanol To OlefinDurgesh Dev TripathiPas encore d'évaluation
- Tài Methyl-Acetate-Plant-DesignDocument18 pagesTài Methyl-Acetate-Plant-DesignLe Anh QuânPas encore d'évaluation
- Icis Supply Demand Comparison Table 24augDocument1 pageIcis Supply Demand Comparison Table 24augTissa Novida Aulia ZahraPas encore d'évaluation
- Nitrogen Stripping To Remove Dissolved Oxygen From Extra Virgin Olive OilDocument4 pagesNitrogen Stripping To Remove Dissolved Oxygen From Extra Virgin Olive OilAnonymous Cr3kV7WPas encore d'évaluation
- Excellent Thesis DesignDocument117 pagesExcellent Thesis DesignHemanth Peddavenkatappa GariPas encore d'évaluation
- Chapter 3 Gases Lesson1 - 12Document97 pagesChapter 3 Gases Lesson1 - 12Julius Salas100% (1)
- 1-Butene Storage - by Philips PDFDocument19 pages1-Butene Storage - by Philips PDFD K SPas encore d'évaluation
- BenzeneDocument11 pagesBenzeneDamien KhooPas encore d'évaluation
- Synthesis of Epichlorohydrin (Kinetic)Document6 pagesSynthesis of Epichlorohydrin (Kinetic)maxilencinaPas encore d'évaluation
- Production of Diethyl EthereDocument163 pagesProduction of Diethyl Ethereيزيد العزانيPas encore d'évaluation
- Process For The Liquid Phase Oxidation of Toluene To Benzaldehyde - Patent # 7411099 - PatentGeniusDocument6 pagesProcess For The Liquid Phase Oxidation of Toluene To Benzaldehyde - Patent # 7411099 - PatentGeniuswifeforstudPas encore d'évaluation
- Liquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Document4 pagesLiquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Oana VasilePas encore d'évaluation
- Butene-1: Trans-2-Butene, Isobutylene, and ButadieneDocument1 pageButene-1: Trans-2-Butene, Isobutylene, and ButadieneYESIKBMARTIN100% (1)
- Industrial - Engineering Chemistry Process Design and Development Volume 11 Issue 3 1972 (Doi 10.1021 - I260043a002) Kurtz, B. E. - Homogeneous Kinetics of Methyl Chloride ChlorinationDocument7 pagesIndustrial - Engineering Chemistry Process Design and Development Volume 11 Issue 3 1972 (Doi 10.1021 - I260043a002) Kurtz, B. E. - Homogeneous Kinetics of Methyl Chloride ChlorinationbagasAjPas encore d'évaluation
- Catalyst Enthalpy Hydrogen PeroxideDocument2 pagesCatalyst Enthalpy Hydrogen PeroxideAna GonzálezPas encore d'évaluation
- Thus, This Term Actually Means A in A Constant-Volume System The Measure of Reaction Rate of Component I BecomesDocument23 pagesThus, This Term Actually Means A in A Constant-Volume System The Measure of Reaction Rate of Component I Becomesalice Annabelle100% (1)
- PETN SolubilityDocument3 pagesPETN SolubilityYu MartinPas encore d'évaluation
- Ether ProjectDocument22 pagesEther ProjectekojamichaelPas encore d'évaluation
- Asian Paints Limited Penta Division CuddaloreDocument63 pagesAsian Paints Limited Penta Division CuddaloreChaudhryNaveedAnwar100% (1)
- Synthesis & Mathematical Modeling of PET Via Direct EsterificationDocument10 pagesSynthesis & Mathematical Modeling of PET Via Direct EsterificationMARKASGEORGEPas encore d'évaluation
- Adsorption Equilibrium of Methane, Carbon Dioxide, and Nitrogen On Zeolite 13X at High PressuresDocument7 pagesAdsorption Equilibrium of Methane, Carbon Dioxide, and Nitrogen On Zeolite 13X at High Pressuresswlim9999Pas encore d'évaluation
- Dimethyl Carbonate and Phenols To Alkyl Aryl Ethers Via Clean SynthesisDocument5 pagesDimethyl Carbonate and Phenols To Alkyl Aryl Ethers Via Clean SynthesisJo JohPas encore d'évaluation
- Carboxylic Acids and Their Derivatives. Nucleophilic Addition-Elimination at The Acyl CarbonDocument46 pagesCarboxylic Acids and Their Derivatives. Nucleophilic Addition-Elimination at The Acyl CarbonChandraPas encore d'évaluation
- Decomposition of Urea NitrateDocument21 pagesDecomposition of Urea NitrateHector QuezadaPas encore d'évaluation
- PentaerythritolDocument14 pagesPentaerythritolBrigitta AngelinaPas encore d'évaluation
- Diethyl Ether Gps Safety SummaryDocument5 pagesDiethyl Ether Gps Safety SummaryJallu PratamaPas encore d'évaluation
- Cyanide SourcesDocument120 pagesCyanide SourcesNarayananPas encore d'évaluation
- Sulfuric Acid - Wikipedia PDFDocument94 pagesSulfuric Acid - Wikipedia PDFrajesh indukuriPas encore d'évaluation
- Pages From Wiley-VCH-Ullmann's Encyclopedia of Industrial Chemistry-Wiley (2007)Document17 pagesPages From Wiley-VCH-Ullmann's Encyclopedia of Industrial Chemistry-Wiley (2007)Loredana Bradova100% (1)
- CyclohexanoneDocument165 pagesCyclohexanoneChem2014EngPas encore d'évaluation
- Fouling Factor TEMADocument2 pagesFouling Factor TEMAIynulF.OmarPas encore d'évaluation
- Binary Azeotrope ListDocument19 pagesBinary Azeotrope Listnickscribd01Pas encore d'évaluation
- Non - Aqueous Acid - Base TitrationDocument17 pagesNon - Aqueous Acid - Base TitrationApurba Sarker Apu100% (4)
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioPas encore d'évaluation
- Production of Acetaldehyde Via Oxidation of Ethylene: LegendDocument1 pageProduction of Acetaldehyde Via Oxidation of Ethylene: LegendCarissa TejioPas encore d'évaluation
- Gas PropertiesDocument9 pagesGas PropertiesReza Gustarani DaneswariPas encore d'évaluation
- Amines ReactionsDocument37 pagesAmines ReactionsSandi KoswaraPas encore d'évaluation
- EDC Model Document Revision 2Document33 pagesEDC Model Document Revision 2milomeixell50% (2)
- LRS 10Document1 pageLRS 10anshuman432Pas encore d'évaluation
- Pyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoDocument8 pagesPyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoAlfred OwireduPas encore d'évaluation
- Excel - Distillation Column Design Lab ReportDocument37 pagesExcel - Distillation Column Design Lab ReportGracylla Rose0% (1)
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsD'EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Determination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisD'EverandDetermination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisÉvaluation : 3 sur 5 étoiles3/5 (1)
- Blanko Perhitungan Mixing Potensi AntibiotikDocument5 pagesBlanko Perhitungan Mixing Potensi AntibiotikTissa Novida Aulia ZahraPas encore d'évaluation
- Label Sampel StabilityDocument2 pagesLabel Sampel StabilityTissa Novida Aulia ZahraPas encore d'évaluation
- TEMPLATE BANTEX Odner....Document3 pagesTEMPLATE BANTEX Odner....Tissa Novida Aulia ZahraPas encore d'évaluation
- BM-20 BM-20: Built-In Fanless Ionizer!Document6 pagesBM-20 BM-20: Built-In Fanless Ionizer!Tissa Novida Aulia ZahraPas encore d'évaluation
- Label Sampel StabilityDocument1 pageLabel Sampel StabilityTissa Novida Aulia ZahraPas encore d'évaluation
- Journal Para-Xylene Maximization Part VIII 3A Promotion of H-ZSM-5 Zeolite by PT AnDocument8 pagesJournal Para-Xylene Maximization Part VIII 3A Promotion of H-ZSM-5 Zeolite by PT AnTissa Novida Aulia ZahraPas encore d'évaluation
- Wo 1997045387Document30 pagesWo 1997045387Tissa Novida Aulia ZahraPas encore d'évaluation
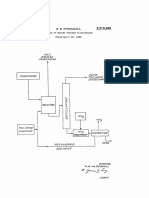
- Us 3210395Document5 pagesUs 3210395Tissa Novida Aulia ZahraPas encore d'évaluation
- PERP Program - Optimizing Aromatics Production New Report AlertDocument4 pagesPERP Program - Optimizing Aromatics Production New Report AlertTissa Novida Aulia ZahraPas encore d'évaluation
- US6630330B1Document37 pagesUS6630330B1Tissa Novida Aulia ZahraPas encore d'évaluation
- Kode-HS-2012 PDFDocument190 pagesKode-HS-2012 PDFPungkyRamadhaniPamungkasAminotoPas encore d'évaluation
- Test 8 ch8 Phy 9thDocument1 pageTest 8 ch8 Phy 9thMurtazaPas encore d'évaluation
- Partial Discharge - Open ElectricalDocument2 pagesPartial Discharge - Open ElectricalHerman DamanikPas encore d'évaluation
- Fuel, Lubricants and Fluids: en-GBDocument59 pagesFuel, Lubricants and Fluids: en-GBRuanPas encore d'évaluation
- Green Buildings, Energy EfficiencyDocument7 pagesGreen Buildings, Energy EfficiencyAbu Talha FarooqiPas encore d'évaluation
- Experiment #8 Title: Power Factor Correction: II. Wiring CircuitDocument13 pagesExperiment #8 Title: Power Factor Correction: II. Wiring CircuitNesleePas encore d'évaluation
- Lab Manual of RE. EngineeringDocument35 pagesLab Manual of RE. EngineeringRaza SikandarPas encore d'évaluation
- Peugeot Elystar Diagnostic AidDocument13 pagesPeugeot Elystar Diagnostic Aidpiter4012Pas encore d'évaluation
- Data Sheet of Pressure Safety Valve: GeneralDocument1 pageData Sheet of Pressure Safety Valve: Generalenghemo89Pas encore d'évaluation
- Ra-616190-001 (D-1) PDFDocument1 pageRa-616190-001 (D-1) PDFmuthuvelaaPas encore d'évaluation
- BSCH User ManualDocument20 pagesBSCH User Manualjo_eli_Pas encore d'évaluation
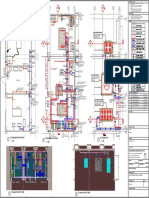
- HPCL-02 - Hvac Piping LayoutDocument1 pageHPCL-02 - Hvac Piping LayoutBN YADAVPas encore d'évaluation
- Electromagnetic Induction: Theory and Exercise BookletDocument62 pagesElectromagnetic Induction: Theory and Exercise Bookletabc9999999999Pas encore d'évaluation
- CH 1Document6 pagesCH 1Dineshsingh ThakurPas encore d'évaluation
- Datasheet Differential Pressure Sensor SDP1108 SDP2108Document7 pagesDatasheet Differential Pressure Sensor SDP1108 SDP2108jaijadduPas encore d'évaluation
- Parking Management: Strategies, Evaluation and PlanningDocument31 pagesParking Management: Strategies, Evaluation and PlanningTeros01Pas encore d'évaluation
- Phasor Analysis of Mechanical Systems Rev B PDFDocument6 pagesPhasor Analysis of Mechanical Systems Rev B PDFBjørn-Magnus MoslåttPas encore d'évaluation
- JonssonMattiasPhD Power System PDFDocument147 pagesJonssonMattiasPhD Power System PDFYes-Alert YLPas encore d'évaluation
- PUPID May 2023 LoggerDocument43 pagesPUPID May 2023 LoggerAlberto FernandezPas encore d'évaluation
- MR-E-A-QW003 MR-E - AG-QW003: General-Purpose AC Servo Ezmotion Mr-E Super General-Purpose InterfaceDocument326 pagesMR-E-A-QW003 MR-E - AG-QW003: General-Purpose AC Servo Ezmotion Mr-E Super General-Purpose InterfaceKailas PardeshiPas encore d'évaluation
- EPA / CARB Locomotive Letter - Trade GroupsDocument3 pagesEPA / CARB Locomotive Letter - Trade GroupsNick PopePas encore d'évaluation
- Vimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Document3 pagesVimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Ankit SinghPas encore d'évaluation
- DISCOVER DTS I SRR PDFDocument24 pagesDISCOVER DTS I SRR PDFLunatikus EklectikusPas encore d'évaluation
















![Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdf](https://imgv2-2-f.scribdassets.com/img/document/284126833/149x198/abec42366b/1444359067?v=1)