{A
100 0 A
1S0054946:
United States Patent 115) 11) Patent Number: 5,494,615
Wang Lee [45] Date of Patent: Feb. 27, 1996
[54] METHOD AND APPARATUS FOR FOREIGN PATENT DOCUMENTS
MANUFACTURING EYEGLASSES BY
FORMING INTEGRALLY A FRAME UNIT Get YT apn aoa
ON A LENS UNIT 369910 3/1991 Japan 2641.7
(76)
Ru
[22
(1)
(52)
[58]
(56)
Inventor: Min-Young Wang Lee, No. 473,
Chung-Shan $. Ré., Yung-Kang Hsiang,
‘Tainan Hsien, Taiwan
Appl. No,
Filed:
Int,
314353
Sep. 28, 1994
— .. B29D 11/00
US. Cl 264/571; 264/246,
264247. 2640275, 264/279; 425/127; 425/129.1;,
425/808,
Field of Search 351/177, 178,
351/154; 2/426; 264/11, 1:7, 246, 247,
102, 101, 544, 571, 275, 279; 425/808,
127, 129.1, 387.1, 388
References Cited
USS. PATENT DOCUMENTS
493s
411966
10/1968
101970
nis7i
7979
101979
5/1983
i994
51995
1,997,500
3207350,
3.406.232
3:531,869
Beonses
161,060
4170616
43383,673
5275764
sa13.743,
‘Swarovski
Haines, J.
Barker
Hays eta.
Pesto
Lenne eta.
Jebons
Laprade et a.
Heetings
Prophet
ag
Primary Examiner—Mathiew D. Vargot
‘Attomey, Agent, or Firm—Knobbe, Martens, Olson & Bear
fe] ABSTRACT
‘A method for manufacturing eyeglasses includes the steps
of: forming a lens unit; providing a mold unit which includes
first and second mold halves, the first mold half having a
support surface which conforms to a rear surface of the lens
unit and a frst frame defining surface which extends around
‘portion of the support surface, the second mold half having
complementary surface which conforms to a front surface
of the lens unit and which defines a lens receiving space with
the support surface, and 2 second frame defining surface
which extends around 2 portion of the complementary
surface and which defines a frame forming cavity with the
first frame defining surface, the first mold half being formed
with an air passage having a first open end which opens at
the support surface; placing the lens unit fittingly in the lens
receiving space such that a first positioning unit formed on
the rear surface engages a second positioning unit formed on
the support surface; activating 2 vacuum pump connected
‘operably to a second end of the air passage to draw air out
Of the air passage when the lens unit is received in the lens
receiving space; and feeding a measured quantity of molten
‘material into the frame forming cavity via a material flow
ppassage formed in the frst mold half to form integrally the
frame unit on a periphery of the lens unit
3 Claims, 5 Drawing Sheets
U.S. Patent Feb. 27, 1996 Sheet 1 of 5 5,494,615
FIG.1
PRIOR ART
5,494,615
Sheet 2 of 5
Feb. 27, 1996
US. Patent
é Old
LINN
GION 3HL 30 J1VH|
IQIOW GNOD3s vy GNV
41VH GIOW SIS 3HL
JO 3NO Isva1 IW NI
Q3WxOs 39VSSVd|
MOTs IWIN ¥
VIA LINN GIOW 3H1 40)
ALIAVD ONIWYOS SWvus
v OLN IWIdslvW
4INN G1OW
HL 30 S1VH
QT0W IsulJ Vv 40)
sovsswd YIV Nv 40
ON3 GNOO3S V OL
ATavead0 CSLOJNNOO
AINA GiOW
SHL 40 30vdS
IONIATSI3Y SN31
V NI ATONILITS|
dWNd WANSVA
V_ONIIWALOW
N3LIOW JO ALLLNWNS
G3YuNsy3W Vv _ONIGI33
LINN SN3T
SHL ONTOVId
U.S. Patent Feb. 27, 1996 Sheet 3 of 5 5,494,615
F1G.3
U.S. Patent Feb. 27, 1996 Sheet 4 of 5 5,494,615
3
s
V5
R SROOKE PA
A XX ee
U.S. Patent Feb. 27, 1996 Sheet 5 of 5 5,494,615
D
FIG.5
c
a
m
3
3n
313
fo]
5,494,615
1
METHOD AND APPARATUS FOR
MANUFACTURING EYEGLASSES BY
FORMING INTEGRALLY A FRAME UNIT
‘ON A LENS UNIT
BACKGROUND OF THE INVENTION
1. Ficld ofthe Invention
‘This invention relates 10 @ method for manufacturing
eyeglasses, more particularly to a method for manufacturing
eyeglasses by forming integrally a frame unit on lens unit
and an apparatus therefor.
2. Description of the Related Art
‘The following are two different conventional methods for
‘manufacturing eyeglasses:
1. The first conventional manufacturing method includes
the step of forming a frame unit by injection molding
and the step of forming and mounting a lens unit on the
frame unit by engaging a peripheral edge of the lens
unit within a groove formed in an inner peripheral wall
ofthe frame unit Since the frame unit and the lens unit
ae formed separately, accidental removal of the lens
unit from the frame unit easily occurs. Furthermore,
aside from the steps of forming the lens unit and the
frame unit an additional step of mounting the Tens unit
on the frame unit is required, thereby inconveniencing
the manufacture ofthe eyeglasses.
2. The second conventional manufacturing method is
capable of overcoming the aforementioned problem
associated with the fist conventional manufacturing
method and includes the step of forming integrally &
frame unit and a lens unit. FIG. 1 shows a frame unit
12 Forme integrally ona periphery of a lens unit 1.
“The frame unit 12 has two opposite end portions 121 at
two opposite sides of the lens unit 1. A temple (not
shown) is connected pivotally and respectively to each
of the opposite end portions 121. While the second
conventional manufacturing method is able to solve the
problem associated with the first conventional manu-
facturing method, te resulting product lacks aesthetic
appeal. This is duc to the fact tht the frame and lens
unit 12, 11 cannot have different colors because they
are formed at the same time.
SUMMARY OF THE INVENTION
Therefore, the main objective of the present invention is
to provide a method for manufacturing eyeglasses by form-
ing integrally a frame unit on a lens unit and an apparatus
therefor, which method being capable of overcoming the
aforementioned problems associated with the prior art.
According to the present invention, a method for manu-
facturing eyeglasses includes the steps of: forming a lens
tnt, the lens unit having front and rear surfaces, a periphery
interconnecting the front and rear surfaces, and a first
positioning unit on the rear surface; providing a mold unit
which includes first and second mold halves, the first mold
half having a support surface which conforms to the rear
surface of the lens unit and a first frame defining surface
which extends around at least a portion of the support
surface, the second mold half having a complementary
surface which conforms tothe front surface of the lens unit
and a second frame defining surface which extends around
at least a portion of the complementary surface, the support
surface and the complementary surface cooperatively defin-
5
25
0
as
55
«
2
ing a lens receiving space therebetween, the first and second
frame defining surfaces cooperatively defining a frame
forming cavity therebetween, the first mold half being
formed with an air passage with a frst open end which opens
at the support surface and a second end, atleast one of the
first and second mold halves being formed with a material
flow passage for feeding molten material into the frame
forming cavity; placing the lens unit fittingly in the lens
receiving space such that the first positioning unit engages a
second positioning unit formed on the support surface so as
to prevent movement of the lens unit relative to the support
surface, one of the first and second positioning units being
1a projection, the other one of the first and second positioning
units being a recess; activating a vacuum pump connected
‘operably to the second end of the air passage to draw air out
of the air passage when the Tens unit is received fitingly in
the lens receiving space so as to position firmly the lens unit
on the support surface; and feeding a measured quantity of
‘molten material into the frame forming cavity of the mold
unit via the material flow passage so as to form integrally the
frame unit on the periphery of the lens unit
BRIEF DESCRIPTION OF THE DRAWINGS
Other features and advantages of the present invention
will become apparent in the following deiailed description
Of the preferred embodiment, with reference to the accom-
panying drawings, of which:
FIG. 1 is a schematic perspective view of an assembly of
a frame unit and a lens unit the frame unit being formed
integrally on the lens unit by a conventional manufacturing
method;
FIG. 2 is a flow diagram illustrating the steps of the
‘method for manufacturing eyeglasses in accordance with the
‘present invention;
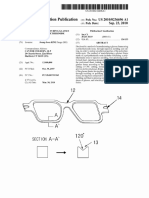
FIG. 3 is a schematic perspective view of a pair of
eyeglasses manufactured by the method in accordance with
the present invention;
FIG. 4 is a schematic sectional view illustrating an
apparatus for forming integrally a frame unit on a lens unit,
wherein 2 mold unit of the apparatus is opened; and
FIG, 5 is a schematic sectional view similar to FIG. 4,
wherein the mold unit is closed,
DETAILED DESCRIPTION OF THE
PREFERRED EMBODIMENT
FIG. 3 is a schematic perspective view of a pair of
eyeglasses that is manufactured by the method according to
the present invention, The eyeglasses includes a frame unit
§ which is formed integrally on a len unit 2. Referring now
to FIGS. 2t0§, the lens unit 2 is formed initially by using
conventional injection molding techniques or conventional
cnuttng processes. The lens unt 2 has front and rear surfaces
21 and 22, a periphery interconnecting the front and rear
surfaces 21 and 22, and a fist positioning unit on the rear
surface 22 In the present embodiment, the fist positioning
unit is @ recess 221 formed on each of two sides ofthe rear
surface 22 of the lens unit 2
‘A mold unt 3 includes first and second mold halves 31,
32. The first mold half has a support surface 31 which
conforms tothe ear surface 22of the lens unit 2 and which
is formed with a second positioning unit and a firs frame
defining surface 314 which extends around at least a portion
ofthe suppor surface 311. Inthe present embodiment, the
second positioning unit is @ projection 312 formed on each
5,494,615
3
of two sides ofthe suppor surface 311. The first mold half
231 is formed with two air passages 313 and two material
flow passages 33. Bach of the air passages 313 has a fist
open end which opens at the suppor surface 311 and a
second end. The second mold half 32 has a complementary
surface 321 which conforms tothe front surface 21 of the
Jens unit 2 and a second frame defining surface 322 which
extends around at least a portion of the complementary
surface 321. The suppor surface 311 and the complementary
surface 321 cooperatively define a len receiving space (S)
therebetween for receiving fitingly the lens unit 2 therein
‘The recesses 221 engage the respective projection 312 so as
to prevent the movement ofthe lens unit 2 relative to the
support surface 31, It should be noted thatthe recesses 221
may be formed on the support surface 311, while the
projections 312 may be formed on the rear surface 22 ofthe
Jens unit 2, The fist and second frame defining surfaces 314,
322 cooperatively define a frame forming cavity (C) ther
between,
‘A vacuum pump 4 is connected operably to the second
ends ofthe air passages 313 and is activable to draw air out
of the air passages 313 when the lens unit 2 is received
fittingly in the lens receiving space (S) so as to position
firmly the lens unit 2 on the support surface 311.
The frame unit Sis formed integrally on the periphery of
the lens unit 2 when a measured quantity of molten material
is fed ino the frame forming cavity (C) of the mold unit 3
Via the material low passages 33, The frame unit § has two
opposite pomions S1 which extend respectively from oppo-
site sides of the lens unit 2. A temple (not shown) is
connected pivotally and respectively to each ofthe opposite
portions 51
‘Accordingly, the method ofthe presen invention has the
following advantages:
1. The lens unit 2 is firmly positioned on the support
surface 311 by the use of the vacuum pump 4, thereby
forming precisely integrally the frame unit §on the lens
unit 2.
Since te frame unit Sis formed integrally on the lens
‘unit 2, disengagement of the lens unit 2 from the frame
unit 5 can be avoided.
3.The color ofthe frame unit S may be different from tht
ofthe lens unit 2 since the lens unit 2 and the frame unit
5 are formed separacly. For example, a colorless
plastic material may be used to form the lens unit 2,
While a plastic material of hawksbil-like color may be
used to form the frame unit 5. It should be noted that
the material for forming the len unit 2 and the material
for forming the frame unit § should have the same or
similar characteristics 80 as to prevent the occurrence
of an undesired chemical reaction when forming the
frame unit § on the lens unit 2
While the present invention has been deseribed in con-
nection with what is considered the most practical and
preferred embodiment, its understood that this invention is
not limited tothe disclosed embodiment, bu is intended to
cover various arrangements included within the spirit and
scope of the broadest interpretation so as 10 encompass all
such modifications and equivalent arrangements.
Telaim:
1A method for manufacturing eyeglasses, comprising the
steps of
@ forming a lens unit, said tens unit having fron and rear
surfaces, a periphery interconnecting sid front and reat
surfaces and a fist positioning unit on said rear sur-
face;
4
( providing a mold unit which includes first and second
‘mold halves, said first mold half having 2 suppor
surface which conforms to said rear surface of sad lens
unit and a fist frame defining surface which extends
5 around atleast 2 portion of said support surface, said
second mold half having @ complementary surface
‘hich conforms to said front surface of said lens unit
and a second frame defining surface which extends
around at least a portion of said complementary sur
face, said support surface and said. complementary
surface cooperatively defining a lens receiving space
therebetween, said first and second frame defining
surfaces cooperatively defining a frame forming cavity
therebetween, said first mold half being formed with an
sir passage with a first open end which opens at said
support surface and a second end, atleast one of said
first and second mold halves being formed with a
material flow passage for feeding molten material into
said frame forming cavit
(i) placing said lens unit fitingly in said lens receiving
space such that sid frst positioning unit engages a
second positioning unit formed on said support surface
0 as to prevent movement of said lens unit relative to
Said support surface, one of said first and second
positioning units being a projection, the other one of
seid first and second positioning units being a recess,
Gv) activating a vacuum pump connected operably to said
Second end of said air passage to draw air out of said
air passage when said lens unit is received fitingly ia
said Tens receiving space so 2s to position firmly said
Tens unit on said support surface; and
(0) feeding a measured quantity of molten material into
said frame forming cavity of said mold unit via said
material flow passage s0 as to form integrally said
frame unt on said periphery of said lens unit
2. A method for forming integrally a frame unit on a lens
unit, said lens unit having front and rear surfaces, a periph-
ry interconnecting said front and rear surfaces, and a fist
positioning unit on said rear surface, said method compris-
ing the steps of
(@) providing a mold unit which includes first and
second mold halves, said first mold half having a
suppor surface which conforms to said rear surface
of said lens unit and a first frame defining surface
Which extends around at least a portion of said
support surface, said second mold half having a
complementary surface which conforms to ssi front
surface of sai lens unit anda second frame defining
surface which extends around at lest a portion of
said complementary surface, said suppon surface
and said complementary surface cooperatively dfin-
ing a lens receiving space therebetween, said first
and second frame defining surfaces cooperatively
defining a frame forming cavity therebetween, said
first mold half being formed with an air passage with
‘first open end which opens at sad support surface
and a second eng, at least one of said fist and second
mold halves being formed with a material flow
passage for feeding molten material ino sai frame
forming cavi
(©) placing said lens unit fittingly in said lens receiving
20
20
38
“0
45
50
55
second positioning unit formed on said support sur-
face so as to prevent movement of said lens unit
relative to said support surface, one of said first and
second positioning units being a projection, the other
one of said first and second positioning units being a
recess;
5,494,615
5
(©) activating a vacuum pump connected operably to
said second end of said air passage to draw air out of
said air passage when said lens unit is received
fitingly in said lens receiving space so 2s to position
firmly said lens unit on said support surface; and
(@ feeding a measured quantity of molten material into
said frame forming cavity of said mold unit via said
‘material flow passage so as to form integrally said
frame unit on said periphery of said lens unit,
3. An apparatus for forming integrally a frame unit on a
lens unit, said lens unit having front and rear surfaces, 2
periphery interconnecting said front and rear surfaces, and =
first positioning unit on said rear surface, said apparatus
comprising:
a mold unit including first and second mold halves, said
first mold half having @ support surface which’ con:
forms to said rear surface of said lens unit and a first
frame defining surface which extends around at least @
portion of said support surface, said second mold half
having 2 complementary surface which conforms 10
said front surface of said lens unit and a second fame
Vous aimerez peut-être aussi
- Us20090174860 PDFDocument6 pagesUs20090174860 PDFkamlzPas encore d'évaluation
- Us 20100236696Document7 pagesUs 20100236696kamlzPas encore d'évaluation
- Diagnostic Énergétique SupermarchéDocument83 pagesDiagnostic Énergétique SupermarchésylecomtPas encore d'évaluation
- Formation Sonatrach 09-3Document49 pagesFormation Sonatrach 09-3kamlzPas encore d'évaluation
- Scorg Uninstallation User Guide: 1. Click Start Bottom On Windows OS (Bottom Left Hand Corner) 2. Click Control PanelDocument3 pagesScorg Uninstallation User Guide: 1. Click Start Bottom On Windows OS (Bottom Left Hand Corner) 2. Click Control PanelkamlzPas encore d'évaluation
- ReadmeDocument7 pagesReadmekamlzPas encore d'évaluation
- FluidDocument1 pageFluidkamlzPas encore d'évaluation
- Us 4798453Document6 pagesUs 4798453kamlzPas encore d'évaluation
- GA 807 Analyseur Electrique PDFDocument8 pagesGA 807 Analyseur Electrique PDFkamlzPas encore d'évaluation
- Pre Diagnostic Rapport EE Schneider Electric PDFDocument10 pagesPre Diagnostic Rapport EE Schneider Electric PDFkamlzPas encore d'évaluation
- ReadmeDocument5 pagesReadmekamlzPas encore d'évaluation
- ReadmeDocument5 pagesReadmekamlzPas encore d'évaluation
- ReadmeDocument6 pagesReadmekamlzPas encore d'évaluation
- SCORG Pumplinx Setup V5.1Document22 pagesSCORG Pumplinx Setup V5.1kamlzPas encore d'évaluation
- SCORG CFX Setup V5.1Document27 pagesSCORG CFX Setup V5.1kamlzPas encore d'évaluation
- Formation Sonatrach 09-4Document15 pagesFormation Sonatrach 09-4kamlzPas encore d'évaluation
- Planning DC PDFDocument4 pagesPlanning DC PDFgfgfPas encore d'évaluation
- Readme PDFDocument9 pagesReadme PDFkamlzPas encore d'évaluation
- Police AssuranceDocument84 pagesPolice AssurancekamlzPas encore d'évaluation
- Ect166 Enclosures and Degrees of ProtectionDocument12 pagesEct166 Enclosures and Degrees of ProtectionMarko VujicaPas encore d'évaluation
- Coordinacion SchneiderDocument27 pagesCoordinacion Schneiderfreddy riveraPas encore d'évaluation
- CT169 (Anglais) PDFDocument24 pagesCT169 (Anglais) PDFkamlzPas encore d'évaluation
- Current Transformers For HV ProtectionDocument20 pagesCurrent Transformers For HV ProtectiondaodoquangPas encore d'évaluation
- Control and Protection of HV MotorsDocument28 pagesControl and Protection of HV Motorstkdrt2166Pas encore d'évaluation
- CT152 - Harmonic Disturbances in Networks and Their TreatmentDocument31 pagesCT152 - Harmonic Disturbances in Networks and Their TreatmentlcatelaniPas encore d'évaluation
- CT154 (Anglais)Document31 pagesCT154 (Anglais)kamlzPas encore d'évaluation
- Automatic Transfering of Power Supplies in HV and LVDocument16 pagesAutomatic Transfering of Power Supplies in HV and LVrenjithas2005Pas encore d'évaluation
- CT160 (Anglais)Document20 pagesCT160 (Anglais)kamlzPas encore d'évaluation
- Schneider Electric Cahier Technique 151Document24 pagesSchneider Electric Cahier Technique 151Anonymous BwLfvuPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)