Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Manual of Modern Hydronic HeatingDocument161 pagesManual of Modern Hydronic HeatingColin Morris100% (4)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Libro Bearing Design in Machinery by A. HarnoyDocument20 pagesLibro Bearing Design in Machinery by A. HarnoyAndres Fernando Cano Urrea0% (1)
- Zick AnalysisDocument12 pagesZick AnalysisrksahayPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Design of Saddle Support For Horizontal Pressure Vessel PDFDocument5 pagesDesign of Saddle Support For Horizontal Pressure Vessel PDFnizam1372100% (3)
- Heat Recovery - EfficiencyDocument58 pagesHeat Recovery - EfficiencyEshref AlemdarPas encore d'évaluation
- SAV Delta T Design GuideDocument40 pagesSAV Delta T Design GuideAlbertoPas encore d'évaluation
- VTG Firetube Condensing Boilers Technical DataDocument6 pagesVTG Firetube Condensing Boilers Technical DatajrodPas encore d'évaluation
- Libro Water Treatment Plant Waste Management by D. Cornwell and M. BishopDocument484 pagesLibro Water Treatment Plant Waste Management by D. Cornwell and M. BishopAndres Fernando Cano UrreaPas encore d'évaluation
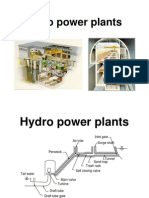
- 5 - Hydro Power PlantsDocument73 pages5 - Hydro Power Plants2003_335100% (1)
- Domestic Heating Design GuideDocument134 pagesDomestic Heating Design GuideDONGTA12375% (4)
- Artículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFDocument34 pagesArtículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFAndres Fernando Cano UrreaPas encore d'évaluation
- Neway Valve SpecsDocument26 pagesNeway Valve SpecsHanif BahPas encore d'évaluation
- Artículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFDocument34 pagesArtículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFAndres Fernando Cano UrreaPas encore d'évaluation
- Artículo SD Tubular Heat Exchanger Inspection Maintenace, and RepairDocument6 pagesArtículo SD Tubular Heat Exchanger Inspection Maintenace, and RepairAndres Fernando Cano UrreaPas encore d'évaluation
- H011228 PDFDocument2 pagesH011228 PDFAndres Fernando Cano UrreaPas encore d'évaluation
- Option SwitchesDocument357 pagesOption SwitchesIVANPas encore d'évaluation
- Turbines, Compressors and Fans - S. M. YahyaDocument170 pagesTurbines, Compressors and Fans - S. M. YahyaHarsh Bhavsar0% (3)
- Grundfos Dosing Pumps Product GuideDocument28 pagesGrundfos Dosing Pumps Product GuidevamsipatwariPas encore d'évaluation
- Limit, Fits and ToleranceDocument13 pagesLimit, Fits and ToleranceAnkit NautiyalPas encore d'évaluation
- Proj Plan DrivesDocument160 pagesProj Plan DrivesMiguelDiazV0% (1)
- ICE Manual-For WebsiteDocument29 pagesICE Manual-For WebsiteAndres Fernando Cano UrreaPas encore d'évaluation
- Grundfosliterature 2127818 PDFDocument3 pagesGrundfosliterature 2127818 PDFAndres Fernando Cano UrreaPas encore d'évaluation
- Advanced Tube DesignDocument2 pagesAdvanced Tube DesignBabu AravindPas encore d'évaluation
- Catálogo Grilletes 2Document2 pagesCatálogo Grilletes 2Andres Fernando Cano UrreaPas encore d'évaluation
- P 337 ED tcm33 182782Document5 pagesP 337 ED tcm33 182782Andres Fernando Cano UrreaPas encore d'évaluation
- Boiler Heating Square Footage PDFDocument2 pagesBoiler Heating Square Footage PDFAndres Fernando Cano UrreaPas encore d'évaluation
- Peerless Cast 92 Cast Iron High Efficiency Boiler BrochureDocument2 pagesPeerless Cast 92 Cast Iron High Efficiency Boiler Brochuree-ComfortUSAPas encore d'évaluation
- Big Book of Hamworthy Products and ServicesDocument108 pagesBig Book of Hamworthy Products and Servicesgolivares17Pas encore d'évaluation
- Axiom NC-1W Condensate Neutralizer Wall MountDocument2 pagesAxiom NC-1W Condensate Neutralizer Wall MountHot Water NowPas encore d'évaluation
- UK Panel Brochure 2013Document64 pagesUK Panel Brochure 2013Troi LauraPas encore d'évaluation
- Commercial Price List 01-01-2013Document98 pagesCommercial Price List 01-01-2013Hunor HaynalPas encore d'évaluation
- Hydraulics in Hvac Applications enDocument20 pagesHydraulics in Hvac Applications enLidijaSpaseskaPas encore d'évaluation
- Catalogo ENG 03-2018 PDFDocument116 pagesCatalogo ENG 03-2018 PDFYohannes HailePas encore d'évaluation
- Intergas Brochure - NewDocument6 pagesIntergas Brochure - NewDan RobinsonPas encore d'évaluation
- Ideal Isar He30 Boiler Installation Manual - InstDocument68 pagesIdeal Isar He30 Boiler Installation Manual - InstAdamBeyonceLowePas encore d'évaluation
- Commercial Boiler GuideDocument36 pagesCommercial Boiler GuideMUBASHIRPas encore d'évaluation
- DS-Vitopelx 200-Type SX2A - 5728770 - 6 - VDPDocument14 pagesDS-Vitopelx 200-Type SX2A - 5728770 - 6 - VDPDamir MuslicPas encore d'évaluation
- Practical handbook for heating measurement technologyDocument64 pagesPractical handbook for heating measurement technologySara ZaedPas encore d'évaluation
- Motan Kober Manual c33gc24Document28 pagesMotan Kober Manual c33gc24Tibor BrassaiPas encore d'évaluation
- 4483 - Vitodens 200-W Product InfoDocument28 pages4483 - Vitodens 200-W Product InfoDanaricu DanielPas encore d'évaluation
- Oil Tanks PDFDocument2 pagesOil Tanks PDFAmir JoonPas encore d'évaluation
- Prevent frozen condensate pipesDocument6 pagesPrevent frozen condensate pipesloulou612Pas encore d'évaluation
- Cat DGDocument8 pagesCat DGRicardo MarquesPas encore d'évaluation
- Evomax 2 30kW Spec Sheet 2020Document4 pagesEvomax 2 30kW Spec Sheet 2020SupyPas encore d'évaluation
- Vitodens 200 Application GuideDocument80 pagesVitodens 200 Application GuideRed SquerrelPas encore d'évaluation
- Hydronic Heating SystemDocument50 pagesHydronic Heating Systema_salehiPas encore d'évaluation
- Design of Scrubbers For Condensing Boilers PDFDocument33 pagesDesign of Scrubbers For Condensing Boilers PDFJoao MinhoPas encore d'évaluation
- Greenstar ZWB 7 27 HE Combi 47 311 55Document254 pagesGreenstar ZWB 7 27 HE Combi 47 311 55Dave Farrell0% (1)
- Energy Efficient HeatingDocument40 pagesEnergy Efficient HeatingzukchuPas encore d'évaluation
- KN Series Control Manual (KNCT2-1011)Document88 pagesKN Series Control Manual (KNCT2-1011)Sunil PawarPas encore d'évaluation
- Everything you need to know about boilersDocument36 pagesEverything you need to know about boilerssaikumarvavillaPas encore d'évaluation