Vous aimerez peut-être aussi
- AODDocument10 pagesAODBibhudutta mishraPas encore d'évaluation
- Macrostructure Defect in Continuous Steel CastingDocument13 pagesMacrostructure Defect in Continuous Steel CastingHasna RiazPas encore d'évaluation
- Basic Principle of Fire AssayDocument26 pagesBasic Principle of Fire Assaytefy100% (2)
- Mould Fluxes in The Steel Continuous Casting ProcessDocument30 pagesMould Fluxes in The Steel Continuous Casting ProcessUgur KayaPas encore d'évaluation
- A Review of RhomboidityDocument10 pagesA Review of RhomboidityShrey GulatiPas encore d'évaluation
- Plane-Strain Slip-Line Fields for Metal-Deformation Processes: A Source Book and BibliographyD'EverandPlane-Strain Slip-Line Fields for Metal-Deformation Processes: A Source Book and BibliographyPas encore d'évaluation
- Continuous Casting and Mould Level ControlDocument15 pagesContinuous Casting and Mould Level Controlsalvador2mePas encore d'évaluation
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafPas encore d'évaluation
- Tramp Elements and Billet CarckingDocument7 pagesTramp Elements and Billet CarckingOmar TahaPas encore d'évaluation
- Lecture Casting InSteelCon 2007Document8 pagesLecture Casting InSteelCon 2007radynasrPas encore d'évaluation
- Metallurgy of Continiuous Casting Technology PDFDocument20 pagesMetallurgy of Continiuous Casting Technology PDFRadi GoharPas encore d'évaluation
- Steel Cleanliness PaperDocument34 pagesSteel Cleanliness PaperyanuarPas encore d'évaluation
- End Splitting During Long Products Rolling - Billet Quality of Rolling ProcessDocument27 pagesEnd Splitting During Long Products Rolling - Billet Quality of Rolling ProcessJorge MadiasPas encore d'évaluation
- Billet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFDocument10 pagesBillet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFSebastian KrdnasPas encore d'évaluation
- TMT Bars (Friends ISI) PDFDocument3 pagesTMT Bars (Friends ISI) PDFPiyushiPas encore d'évaluation
- Con CastDocument5 pagesCon CastZubair AhmadPas encore d'évaluation
- Endless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsDocument8 pagesEndless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsJJPas encore d'évaluation
- Tundish Inclusion ArrestDocument71 pagesTundish Inclusion ArrestAmiy SrivastavaPas encore d'évaluation
- TMT Hand Book: Storage & HandlingDocument11 pagesTMT Hand Book: Storage & HandlingHiren Desai100% (1)
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDocument211 pagesThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukPas encore d'évaluation
- Strollberg LEO WorkshopDocument54 pagesStrollberg LEO WorkshopBinod Kumar PadhiPas encore d'évaluation
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamPas encore d'évaluation
- Continuous Cast Billets PDFDocument3 pagesContinuous Cast Billets PDFAnkit KumarPas encore d'évaluation
- CCM Mechanical-Design PresentationDocument63 pagesCCM Mechanical-Design PresentationRavi Kant kumarPas encore d'évaluation
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Document20 pages28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniPas encore d'évaluation
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiPas encore d'évaluation
- Thesis Slag DesulphurisationDocument66 pagesThesis Slag DesulphurisationRAULYEPEZSANCHEZPas encore d'évaluation
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocument10 pagesAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJPas encore d'évaluation
- Mold Oscillation and Negative Strip Time PDFDocument14 pagesMold Oscillation and Negative Strip Time PDFPrakash SarangiPas encore d'évaluation
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanPas encore d'évaluation
- Presentation BSWDocument75 pagesPresentation BSWBharath100% (1)
- Sms ProcessDocument7 pagesSms ProcessAnonymous p4GdtQpPas encore d'évaluation
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BosePas encore d'évaluation
- Accelerated CoolingDocument7 pagesAccelerated CoolingHarikrishnan N SivaprasadPas encore d'évaluation
- Steel CleanlinessDocument22 pagesSteel Cleanlinessdrbeyer100% (1)
- Detail Study On TMT Bar Manufaturing Industry in NepalDocument93 pagesDetail Study On TMT Bar Manufaturing Industry in NepalNishan GajurelPas encore d'évaluation
- Modelling Methods of Continuous Casting PDFDocument24 pagesModelling Methods of Continuous Casting PDFPrakash SarangiPas encore d'évaluation
- Scale-Free Reheating PDFDocument2 pagesScale-Free Reheating PDFAgustine SetiawanPas encore d'évaluation
- Steeelmaking 130109095431 Phpapp02Document251 pagesSteeelmaking 130109095431 Phpapp02Debasish Chatterjee ChatterjeePas encore d'évaluation
- Continuous Casting TheoryDocument12 pagesContinuous Casting Theoryyash_ganatra100% (1)
- Slit Rolling TechnologyDocument6 pagesSlit Rolling Technologyeng_ahmedkassemPas encore d'évaluation
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDocument18 pagesNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderPas encore d'évaluation
- Development of High Strength Construction RebarsDocument13 pagesDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Hot Rolled Steel SheetDocument38 pagesHot Rolled Steel Sheetkhwanta-bta100% (4)
- TMT BarsDocument12 pagesTMT BarsParam Saxena0% (1)
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldPas encore d'évaluation
- EAF Proces-EzzsteelDocument38 pagesEAF Proces-Ezzsteelabedo danklawyPas encore d'évaluation
- Continuous CastingDocument11 pagesContinuous CastingakritiPas encore d'évaluation
- Mould MonitoringDocument8 pagesMould MonitoringFrederico LopesPas encore d'évaluation
- CCM TrainingDocument14 pagesCCM TrainingAshutosh SinghPas encore d'évaluation
- Development of New Model of Mold Oscillator in Continuous CastingDocument5 pagesDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainPas encore d'évaluation
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocument35 pagesA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- TMT Bars Every ThingDocument11 pagesTMT Bars Every ThingAnmol Malla100% (1)
- Optimal Control and Scheduling of A Hot-Rolling Mill Using Intelligent Systems Based Paradigms by Miguel GamaDocument220 pagesOptimal Control and Scheduling of A Hot-Rolling Mill Using Intelligent Systems Based Paradigms by Miguel GamaMiguel A Gama100% (1)
- Clogging in Continuos Casting NozzleDocument21 pagesClogging in Continuos Casting Nozzlemiltone87Pas encore d'évaluation
- The Iron Puddler My life in the rolling mills and what came of itD'EverandThe Iron Puddler My life in the rolling mills and what came of itPas encore d'évaluation
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981D'EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Pas encore d'évaluation
- Slag Splashing Technique in Converter OperationDocument3 pagesSlag Splashing Technique in Converter Operationrabikant_25Pas encore d'évaluation
- Publishing A PaperDocument21 pagesPublishing A PaperSoumya VaranasiPas encore d'évaluation
- Combined BlowingDocument9 pagesCombined BlowingSoumya VaranasiPas encore d'évaluation
- Gupta-Singhal-Managing Human Resources... 12.12.06Document7 pagesGupta-Singhal-Managing Human Resources... 12.12.06Soumya VaranasiPas encore d'évaluation
- Reference Guide Babbit BearingDocument21 pagesReference Guide Babbit BearingsnhmPas encore d'évaluation
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic CounterfacesDocument9 pagesFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counterfacesanhntran4850Pas encore d'évaluation
- Chapter 12 - Steel ProductsDocument40 pagesChapter 12 - Steel ProductsHeru Berian100% (1)
- Guia Practica Eleccion AporteDocument26 pagesGuia Practica Eleccion AporteNegrito RosarinoPas encore d'évaluation
- NML PaperDocument17 pagesNML PaperJennifer JordanPas encore d'évaluation
- 31003Document4 pages31003Elliott RussellPas encore d'évaluation
- Enthalpy of Melting For StandardsDocument2 pagesEnthalpy of Melting For StandardsDanae Lopes FranciscoPas encore d'évaluation
- Bansal Theory Solidstate PDFDocument7 pagesBansal Theory Solidstate PDFTarun GuptaPas encore d'évaluation
- Astm A216 PDFDocument4 pagesAstm A216 PDFNelson Alves Ferreira JuniorPas encore d'évaluation
- Best Metal Casting DesignDocument71 pagesBest Metal Casting DesignVijay Pawar100% (2)
- Dover NJ - Ulster Iron WorksDocument10 pagesDover NJ - Ulster Iron WorksDarrin Chambers100% (1)
- Artículo Just, Calculating Hardenability Curves.Document2 pagesArtículo Just, Calculating Hardenability Curves.fvc731Pas encore d'évaluation
- Nickel Base AlloysDocument2 pagesNickel Base AlloysElMacheteDelHuesoPas encore d'évaluation
- Thesis - Effect of Microstructure On Mechanical PropertiesDocument72 pagesThesis - Effect of Microstructure On Mechanical PropertiesAnonymous ePcnZoBEPas encore d'évaluation
- Periodic Classification of ElementsDocument17 pagesPeriodic Classification of Elementsapi-24735088286% (7)
- ZSM-5 - Wikipedia, The Free EncyclopediaDocument4 pagesZSM-5 - Wikipedia, The Free EncyclopediaVan Dung NguyenPas encore d'évaluation
- Engineering Failure Analysis 11 (2004) 873-893 PDFDocument21 pagesEngineering Failure Analysis 11 (2004) 873-893 PDFKailas GophanePas encore d'évaluation
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetermusatPas encore d'évaluation
- Concept Check Qa Ch07-21Document106 pagesConcept Check Qa Ch07-21ellie<3Pas encore d'évaluation
- Detail-Material Science NotesDocument276 pagesDetail-Material Science Notessureshbabu7374Pas encore d'évaluation
- Ductile Cast IronDocument9 pagesDuctile Cast Ironander_sarettaPas encore d'évaluation
- Failure Due To Structural Degradation in Turbine Blades: N. Ejaz, A. TauqirDocument12 pagesFailure Due To Structural Degradation in Turbine Blades: N. Ejaz, A. TauqirtorfehPas encore d'évaluation
- Fabrication of HASTELLOY Corrosion Resistant AlloysDocument40 pagesFabrication of HASTELLOY Corrosion Resistant AlloysjosemiguelzuPas encore d'évaluation
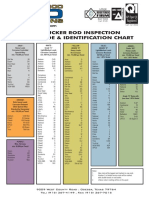
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Pas encore d'évaluation
- Crystalline StructureDocument23 pagesCrystalline StructureJuvita Hamizah SouminPas encore d'évaluation
- HTTP WWW - Wermac.org Fittings Buttweld Fittings Part5Document4 pagesHTTP WWW - Wermac.org Fittings Buttweld Fittings Part5prabu prasad100% (1)
- Submerged Arc Welding (SAW)Document34 pagesSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- CastingDocument18 pagesCastingNeelu TiruvayipatiPas encore d'évaluation
- 24 Copper AlloysDocument29 pages24 Copper Alloysniceweather157Pas encore d'évaluation