Académique Documents
Professionnel Documents
Culture Documents
LCC8 AR PlantChem Sample
Transféré par
mini2018Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
LCC8 AR PlantChem Sample
Transféré par
mini2018Droits d'auteur :
Formats disponibles
LCC8 ANNUAL REPORT
Key Emerging Issues and Recent Progress
Related to Plant Chemistry/Corrosion
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Key Emerging Issues and Recent
Progress Related to Plant
Chemistry/Corrosion
Authors
Francis Nordmann
Beauchamp, France
Dewey Rochester
Charlotte, USA
December
2012
Advanced Nuclear Technology International
Analysvgen 5, SE-435 33 Mlnlycke
Sweden
info@antinternational.com
www.antinternational.com
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Disclaimer
The information presented in this report has been compiled and analysed by
Advanced Nuclear Technology International Europe AB (ANT International)
and its subcontractors. ANT International has exercised due diligence in this work,
but does not warrant the accuracy or completeness of the information.
ANT International does not assume any responsibility for any consequences
as a result of the use of the information for any party, except a warranty
for reasonable technical skill, which is limited to the amount paid for this assignment
by each LCC programme member.
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
I(III)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Contents
1
Introduction (Francis Nordmann and Dewey Rochester)
1-1
Primary water chemistry (NPC 2012) (Francis Nordmann)
2-1
2.1
2.2
2.3
2-1
2-2
2-7
2-7
2-14
2-15
2-16
2-17
2-21
2-26
2-26
2-28
2-32
2-34
2.4
2.5
2.6
2.7
2.8
3
General information
PWR, VVER radiochemistry and dose rates
BWR primary water chemistry and radiochemistry
2.3.1 Treatment options
2.3.2 Dose rate and zinc
2.3.3 Crud investigations
CANDU reactors and PVHWR
Zinc addition in PWR
Fuel behaviour and crud
Corrosion in reactor coolant system
2.7.1 Hydrogen influence
2.7.2 Steel corrosion
2.7.3 Enriched Boric Acid (EBA)
Hot functional tests start up and shutdown
Secondary water chemistry (NPC 2012) (Francis Nordmann)
3-1
3.1
3.2
3.3
3.4
3.5
3-1
3-1
3-3
3-6
3-8
General information
Secondary system treatment strategy
Corrosion products and FAC in secondary system
Treatment options for secondary system
Impurities behaviour and consequences
Auxiliary systems, cooling water systems, water and waste (NPC 2012)
(Francis Nordmann)
4-1
4.1
4.2
4.3
4.4
4.5
4.6
4-1
4-1
4-4
4-5
4-5
4-6
Fukushima treatment
Waste treatment
Purification systems
Generator hollow conductors
Cooling system with Sea or River water
Various systems and events
Lifetime management and plant ageing (NPC 2012) (Francis Nordmann)
5-1
Maintenance activities (NPC 2012) (Francis Nordmann)
6-1
6.1
6.2
6-1
6-6
Curative cleaning methods - Decontamination
Preventive cleaning methods - Dispersant
Future trends or new developments (NPC 2012) (Francis Nordmann)
7-1
7.1
7.2
7.3
7-1
7-1
7-3
Fast Breeder Reactors (FBR)
New generation of PWR
New generation of BWR
EPRI 2012 Steam generator secondary side management conference
(Dewey Rochester)
8.1
8.2
8.3
General information
Deposit generation and transport
8.2.1 Corrosion products during start-ups
8.2.2 Impact of corrosion products on SG corrosion
8.2.3 SG tube support plate blockage
Deposit control and mitigation - Dispersant
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
II(III)
8-1
8-1
8-1
8-1
8-3
8-5
8-9
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
8.4
8.5
9
10
Deposit removal - Cleaning
8.4.1 Preventive cleaning (ASCA & DMT)
8.4.2 SG curative chemical cleaning
Short and long term strategic planning
8-18
8-18
8-26
8-28
Conclusions (Francis Nordmann and Dewey Rochester)
9-1
9.1
9.2
9-1
9-2
Primary coolant
Secondary system
References
10-1
Nomenclature
Unit conversion
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
III(III)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Introduction (Francis Nordmann and
Dewey Rochester)
The NPC 2012 conference took place in Paris 24-27 September 2012. It was the 18th conference
in the series of Nuclear Power Plant Chemistry that started in Bournemouth in 1977 and is now
taking place every other year. The previous one, NPC 2010, was in Quebec, and the conclusion
and key facts were presented at LCC6 seminar while the next one will be in Sapporo in 2014.
Over 350 participants from 28 countries attended this conference, the highest participation in the
history of these conferences, despite the fact that there are some uncertainties after Fukushima
event in March 2011 and the decision of some countries to shut down their Nuclear Power Plants
(NPP) in the medium or long term. However, on the opposite, there are new programs of building
new NPP in some other countries (mainly China, UK, Eastern Europe, India, etc.).
There were 267 attendees from Europe (mainly France of course, but also with a significant
participation from various other European countries. Then, there was respectively 46 attendees
from Asia, 37 from America and 4 from Africa.
There have been 15 sessions where 62 papers have been presented and 3 sessions with 140
posters.
D. Minire, Electricit de France (EDF) Executive Vice President, Head of Nuclear Power Plant
Operation (58 reactors) made the opening speech explaining that there are > 400 reactors in the
world. France, thanks to its large fleet, is producing 95% of its electricity with almost no CO2
releases (nuclear, renewable including hydraulic) and also the cheapest in Western Europe. Then
he focused on the need to implement the lessons learned from Fukushima accident in order to
produce Nuclear Energy without uncontrolled releases of radioactivity if we want a public
acceptance of this energy. It is our community responsibility to avoid such accidents and take into
account the increasing impact of tropical storms, e.g. the first one in France occurred in 1999.
Consequently, the Nuclear Power Plant (NPP) robustness must be increased with an adequate
preventive design, including resistance to flooding particularly in countries where such storms may
occur in large number and intensity.
We also need to face the unforeseeable thanks to robust organizations and particularly being able
to restore water and electricity within the first 24 hours. International Atomic Energy Agency
(IAEA) capability should be supported and World Association of Nuclear Operators (WANO)
Peer Reviews within Operators must be more accurate with a large safety focus. Regulators
should also establish exchanges in nuclear safety.
Together with design modification, chemistry is one aspect contributing to enhance safety and life
extension with an increased reliability, a decrease of Operational Radiation exposure (ORE) a
good radioprotection.
One of the key aspects is the Steam Generator (SG) cleanliness thanks to an adequate secondary
system treatment.
The third Steam Generator Secondary Side Management Conference, EPRI SGMP 2012, was held
in Atlanta, GA USA, on September 11-13, 2012. The first two conferences were respectively held
in February 2003 in Savannah, Georgia USA and in March 2010 in San Antonio, Texas USA
There were 82 participants at the conference with 60 from the U.S and 22 internationals and 6
Exhibitors. The non U.S. participants were mostly from France (10) and Canada (5). Finland,
Germany, Slovenia, Korea and Sweden were also represented. The Exhibitors were Rolls Royce,
GE Power and Water Process Technologies, Purolite, Swan Analytical Instruments, AREVA and
Westinghouse [Choi, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
1-1(1-2)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
The goal of the conference was to facilitate exchange of information on:
Current events and management issues
New technology developments
The conference was divided into four sessions plus a keynote introductory presentation.
I.
II.
Session 1 Deposit Generation and Transport
Session 2 Deposit Control and Mitigation
III.
Session 3 Deposit Consolidation and Removal
IV.
Session 4 Short and Long Term Strategic Planning
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
1-2(1-2)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Primary water chemistry (NPC 2012)
(Francis Nordmann)
2.1
General information
The new VVER-TOI design provides improvement of safety, technical-economical aspects and
operation, allowing for example the load follow. The main features are directed towards lower
dose rates with:
Suppression of oxidizing radiolytic products and activated corrosion products;
Better pHT stability also for decreasing Occupational Radiation Exposure (ORE);
Direct addition of hydrogen instead of producing it through ammonia like in previous VVER
designs, which also allows a better pHT stability;
Zinc addition depleted in zinc-64, only for VVER-TOI, considering that the presence of
copper alloys in VVER already in operation is bringing some zinc [Susakin & Brykov, 2012].
The possibility of load follow has been taken into account. If ammonia has been given up for
direct hydrogen addition, like in PWR design, the other key difference in chemistry will not
change and the pHT will still be obtained with potassium injection instead of lithium.
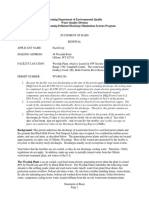
Consequently, the total alkali (K + Na + Li) will still be monitored and is presented in various
zones, as shown on Figure 2-1. The similar zones for VVER-1000 units are shown on Figure 2-2.
Surprisingly, only chloride remains as an anion control parameter (< 0.1 mg/kg) while sulphate is
only a diagnosis parameter.
Figure 2-1:
Total molar concentration of alkali (K + Li + Na) vs. Boron in VVER-TOI [Susakin & Brykov, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-1(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 2-2:
2.2
Total molar concentration of alkali (K + Li + Na) vs. Boron in VVER-1000 [Susakin & Brykov, 2012].
PWR, VVER radiochemistry and dose rates
EDF and CEA jointly performed an interesting comparison of dose rates within several PWR units
of several countries (France, UK, Belgium and Spain), with EMMEC campaigns. The interesting
aspect of such a comparison is to evaluate the respective influence of various factors such as the
SG Alloy tubing, the tubing cobalt content, components with Inconel other than the SG presence
of stellite, duration of maintenance activities, organization improvement, chemistry in operation.
From the results of Figure 2-3, it can be seen that Sizewell, which had an excellent HFT procedure
is showing good results. It is interesting to compare the two Belgian units Doel 3 where the SG
replacement (SGR) was done in 1993 with Alloy 800NG to Doel 4 where the SGR was done with
Alloy 690 TT in 1996, both units having the same chemistry (pH 7.2 DH in the 25-35 cc range)
but respectively 12 and 18 month fuel cycles. The higher dose rate in Doel 3 may be explained by
more Cr-Ferrites in the passive layers in presence of Alloy 800 than in case of nickel base alloy
(Alloys 600 or 690) as SG tubes, and the higher affinity of Co for incorporation in Cr-Ferrites
than in Ni-ferrites. Trillo, in Spain, has Alloy 800 SG tubing. Co-60 and Co-58 being the main
contributors to dose rates, the chemical elements to be limited or for which the release should be
minimized are cobalt and nickel. The main potential reasons for higher 60Co are SG tubing
content, stellites and Inconel grids, although the results do not show lower values for SG having
the lowest Co content. It is very difficult to draw any firm conclusion from these various
parameters and Inconel grids may potentially be an important one. The main potential reason for
lower 58Co is the use of Alloy 800 tubing which contains less nickel than Alloy 690, however, it is
obvious that this is not the main parameter for low dosimetry which is shown by Doel 4 with Alloy
690; there are a lot of beneficial parameters, individually necessary but not sufficient to improve
contamination behaviour. No chemistry parameter seems to have an impact on dose index, which
can be evidenced, and it may be concluded that their influence is lower than other factors. Finally,
the organization of maintenance activities during outages is likely an important point that may
reduce dosimetry, more than the spent time. For expelled a good preparation and association, of a
Health Physician together with the working team is important [Guinard et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-2(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 2-3:
Comparison of collective dosimetry (Man. mSv) in various PWR units where F43 are French 1450Me sister units
[Guinard et al, 2012].
In a poster paper, EDF described the overall project of source term reduction which includes:
contamination prediction and optimization tools (corrosion and fission products, metal releases
from SG tubes), zinc injection, improvement of operating procedures including shutdown and
start-up, of purification media (filters, IER, other innovative media), of materials (stellites, silver,
antimony, electro polishing, pre-oxidation + cleaning before start-up, SG tubes manufacturing).
EPRI presented a survey of chemistry practices in PWR units including the influence of zinc,
depleted or not represented on Figure 2-4 [Perkins et al, 2012].
Figure 2-4:
Influence of zinc addition on dose rates in PWR units [Perkins et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-3(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
The radiochemical process for radiochemical specifications during shutdown at EDF is focusing
on forced oxygenation by the injection of H2O2 at 80C for controlling the solubilisation of
activated corrosion products, ensuring their purification at the highest rate and securing the
absence of hydrogen in the RCS.
An American study on corrosion product releases from SG tubing has been performed on over 20
units (18 units with Alloy 690 after SGR) with the objective of studying the impact on corrosion
products deposition on the fuel with the typical potential risks: (i) fuel cladding corrosion, (ii)
boron precipitation and thus AOA, (iii) dose rates from activation. There are plants where the
corrosion / release rate is decreasing sharply after being in service and those with a constant rate
as illustrated by 3 different plants on Figure 2-5 [Marks et al, 2012].
Figure 2-5:
Comparison of cumulative nickel released (Normalized by SG area) vs.; EFPY for different trends with time
[Marks et al, 2012].
It appears that the key parameter, among those observed (zinc addition, plant type, temperature,
SG tubing) is the tubing manufacturer as observed in other studies (mainly in France) as shown on
Figure 2-6. The second most important parameter is the temperature and no clear correlation has
been made with pHT of the RCS. Zinc addition has been looked at since it belongs to the
chemistry factors, but as expected, it is playing a role in Co replacement on the deposits on the
fuel but not apparently on the corrosion / release rate from SG tubing. If any influence of pHT or
other chemical parameter including zinc, it is hidden by the manufacturer much stronger effect.
However, it seems that units that added zinc before SGR had the lowest long-term release rate.
[Marks et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-4(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 2-6:
Cumulative probability distribution of long term Nickel release rates separated by tube manufacturer [Marks et al, 2012].
As shown on Figure 2-7, there has been a large reduction in shutdown releases after cycle 4 of
Sizewell B1 (UK), which is believed to be due to the passivation of SG tubing, with a very low
radiation field in SG, although the SG channel heads were not electro-polished and that zinc has
not added in the plant [Barton et al, 2012].
Figure 2-7.
Integrated shutdown releases at Sizewell B, up to RO 11. RF07 corresponds to 8.55 EFPY, FO28 to 513 EFPY,
FO43 to 13.05 EFPY and RO11 to 13.97 EFPY [Barton et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-5(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
As shown on Figure 2-8, among three surface treatment of nickel base alloys for decreasing
further release of nickel and thus dose rates, the pre-oxidation in humidified H2 was more efficient
than electro-polishing or pre-oxidation in high temperature water. The investigation was made by
electrochemical methods [Kanzaki et al, 2012].
Figure 2-8:
Results of nickel release test for various surface treatment [Kanzaki et al, 2012].
A British Laboratory, in cooperation with EPRI and the feedback from 2 PWR units (Sizewell B
and Vandellos) developed a model to evaluate the behaviour of corrosion products (soluble Ni
and Fe particulate form) and their activation. It is considered that when the alloys corrode, half is
forming the inner chromite oxide layer and the other half may be either released to the coolant or
form the outer particulate layer. The uptake of activity is occurring with passage from soluble
radionuclide to inner oxide or precipitation on outer layer. Comparison of the model with plant
data has been made and seems satisfactory [Henshaw et al, 2012a].
A non parabolic release rate of steels may indicate a change in the inner oxide phases as plant
ages;
The nickel release or corrosion rate of Alloy 690 falls significantly after cycle 3 or 4;
The decrease in Co-58 release with time may be explained by the decreasing fraction of Ni
metal in crud which is becoming richer in nickel ferrite, less released during shutdown;
The fitted corrosion rate is 1.4 10-4 t-0.5 (g m -2 s -1/2) for Vandellos II SG and 0.9 10-4 t-0.5 for
Sizewell SG.
The life cycle of C-14 has been studied for VVER units for its long half live of 5730 years and
capability of integration into the environment [Lysakova et al, 2012]. It is produced on earth by
the 14N(n,p)14C reaction and in NPP by the following reactions: 13C(n,)14C, 14N(n,p)14C,
15
N(n,d)14C, 16O(n,3He)14C, 17O(n,)14C, with the main quantity coming from N-14 having a high
thermal cross-section, followed by several order of magnitude from O-17 and then C-13 while N15 and O-16 are only produced in Fast Breeder Reactors (FBR). It looked amazing for some of the
audience attending the conference that the civil nuclear world has to be concerned about its
production of C-14, which is only representing 0.02% of the global inventory on earth, as
illustrated on Table 2-1.
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-6(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Table 2-1:
Global inventory of C-14 [PBq] in the year 2000, after [Lysakova et al, 2012].
Source
Inventory
Emissions into the
environment
Inventory
ratio
Production in the upper atmosphere and
terrestrial inventories
12 750
1.54
98.34%
Atmospheric testing of nuclear weapons
213
1.64%
Nuclear reactors emissions
2.8
0.15
0.02%
TOTAL
12 966
100%
ANT International, 2012
Due to the new policy in energy generation giving the priority to renewable wind and solar
sources, Philippsburg (KKP2) and Neckarwestheim (Germany) had to operate with load follow
mainly since 2008-2007 respectively. The applied chemistry in the primary coolant thanks to
coordinated chemistry with pH300C 7.4, addition of zinc in 2005 and use of EBA in 2008, activity
results are satisfactory, as can be seen on Figure 2-9 [Bttcher et al, 2012].
Figure 2-9:
Evolution of specific activities on loop 3 at Philippsburg NPP [Bttcher et al, 2012].
A Canadian study showed that the radiolytic degradation of hydrocarbons that may inadvertently
enter the RCS would produce hydrogen, with a reaction increasing with the surface area.
2.3
BWR primary water chemistry and radiochemistry
2.3.1
Treatment options
EPRI [Garcia et al, 2012a] made the first overall presentation of Advances in BWR Chemistry
with the evolution form pure water (highly oxygenated) Normal Water Chemistry (NWC) to
Hydrogen Water Chemistry (HWC) in 1983, followed by Noble Metal Chemical Addition
(NMCA) in 1995 then On Line Noble Metal application process (OLNC) in 2006, and now Early
Hydrogen Water Chemistry (EHWC) addition to always better mitigate SCC of components. It is
expected that by 2015, All US BWR plants, sensitive to SCC, will have transitioned to Noble
Metals addition.
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-7(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
The IGSCC initiation threshold is -230 mV (SHE) for sensitized austenitic stainless steels and the
proportion of operation time where the Electro Chemical Potential (ECP) is -230 mV (SHE) has
increased from 93% in 2000 to almost 98% in 2009 thanks to the chemistry improvements
[Garcia et al, 2012a].
The idea of EHWC is to inject hydrogen at lower power during start up from refuelling or midcycle outages, since a significant percentage of crack growth during an operating fuel cycle is
claimed by EPRI to occur during start-up, when reactor temperature is > 93C (200F) and the
concentration of impurities that contribute to Intergranular Stress Corrosion Cracking (IGSCC)
are higher than during normal power operation [Garcia et al, 2012a]. In two other papers, EPRI
detailed the first industry demonstration carried out at Peach Bottom3 BWR during cycle 19 start
up in October 2011 where the hydrogen / oxidant defined as H2/O2 + H2O2] 2 has been applied
at Reactor Water Cleanup System (RWCU) together with H2 < 4% at Mechanical Vacuum Pump
(MVP) gas + vapour, for a better CGR mitigation on 304 SS.
In a last paper, EPRI focused on sampling and measurement of hydrogen in MVP (no expected
sampling in initial design) for applying EHWC chemistry during start-up considering ensuring the
limit < 4% (lower flammability limit) for hydrogen/air mixtures, the generation of H2 and O2
from water radiolysis, H2 injection and presence of O2 from air inleakage [Garcia et al, 2012b].
Figure 2-10 shows the H2 content in the gas phase as a function of power for various air
inleakages.
Figure 2-10:
MVP H2 (%) in dry gas and calculated in the process (wet gas) [Garcia et al, 2012b].
The proportion and number of units adding hydrogen at various Reactor power shows that many
of them are adding hydrogen at rather low power, as shown on Table 2-2.
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-8(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Table 2-2:
Reactor Power at which HWC is placed in service at 35 U.S. BWRs, after [Garcia et al, 2012a].
Reactor Power
Number of US BWR Units
% of US BWR Units
< 10%
10 to 25%
25 to 50%
50 to 75%
16
11
46%
14%
31%
9%
ANT International, 2012
Figure 2-11:
Cycle average HWC availability vs. reactor power at which HWC is placed in service at 35 U.S. BWRs
[Garcia et al, 2012a].
As it is for PWRs, Radiation field control is an important issue for BWRs, where the BWR
Radiation Assessment and Level Control (BRAC) concept has been developed. It clearly shows the
benefit of Noble Metal application versus HWC. During NMCA, there is a transformation of the
oxide layer with release of Co-60, similar to, but at a lesser degree, than the effect of chemical
decontamination [Garcia et al, 2012a].
A great improvement in BRAC values is coming from the addition of zinc in all US BWR units
since 2009. Depleted Zinc Oxide (DZO) is injected to minimize the presence of Zn-65
radioisotope.
The important reduction of feed water iron in BWRs is also a key issue and is achieved by the use
of filters and optimized use of Ion Exchange Resins (IER) in Condensate Polishing Plant (CPP)
and Reactor Water Cleanup Systems. Feed water iron at U.S BWR decreased from an average of
1.2 ppb (g/kg) in 2000 to 0.44 ppb in 2010 [Garcia et al, 2012a]. As shown on Figure 2-12, this
60% reduction was obtained by
The installation of pre-filters at plant with only Deep Bed (DB) CPP.
The increased use of high efficiency iron removal septa at plants with Filter demineralisers
(F/D) CPP. BWRs with F/D have transitioned from the use of wound yarn septa filters with
high powdered pre-coat dosages to the use of high efficiency pleated septa with lower precoat dosages (90 of such units in 2010).
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-9(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Since the feed water iron concentration decreases, the required concentration of zinc to be added
also decreases to keep the target zinc concentration factor ratio for Occupational Radiation
Exposure (ORE). The side benefit of a lower zinc concentration is a lower probability of tenacious
crud (zinc ferrite) deposition that may reduce fuel performances.
The Reactor Water quality improvement with Condensate Polishing Plant (CPP) strategies also
resulted in a better efficiency of Ion Exchange Resins (IER) for anions elimination. It consists in
using anions resins under layers to remove cation resin decomposition products and using high
cross-linked gel cation resins for improved sulphate control due to improved oxidative stability
[Garcia et al, 2012a]. Consequently, from 2000 to 2010, the average chloride and sulphate
concentrations decreased, as shown in Table 2-3. The benefit is a lower risk of corrosion that may
be enhanced by the presence of anions, which are able to concentrate on heat transfer surfaces.
Table 2-3:
Anions concentration improvement in Reactor Water of U.S. BWRs, after [Garcia et al, 2012a].
Parameter
Average concentration
in 2000
Average concentration
in 2010
% decrease
Chloride
0.40 ppb
0.27 ppb
33%
Sulphate
2 ppb
0.9 ppb
55%
ANT International, 2012
Figure 2-12:
U.S. BWR feed water iron evolution from 2000 to 2010 [Garcia et al, 2012a].
A management of hydrogen addition (HWC) has been applied at Kuosheng BWR units in Taiwan
for mitigating ORE coming from hydrogen addition, which has been increased from 0.5 to 1 ppm in
2009. Shutdown cooling at lower temperature has been applied, like in Shika-2 (Japan), with
inconsistent results between the 2 units. Among the other actions for trying to decrease ORE, a
higher coolant intake from the lower plenum at RWCU, an enhanced clean-up of the fuel pool
water, use of low Co materials were applied. However, it is difficult to consider that these are real
improvements since none of these BWRs with HWC are adding zinc and their BRAC index is much
higher than most other BWR units. It has also been mentioned that the government should not give
any life extension and that 2026 should be the end of NPP in Taiwan [Tsung-Kuang et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-10(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
General Electric (GE) described the chemistry changes and monitoring implemented when moving
from NMCA to OLNC for IGSCC mitigation. OLNC is using sodium hexahydroxyplatinate
Na2Pt(OH)6. The chemistry changes may be encountered in the reactor are conductivity and
sodium increase, zinc decrease, iron, filterable activated (Co-60, Co-58, Mn-54, Fe-59, Zn-65 and
Cr-51) corrosion by-products increase and to a lesser extent sulphate increase from hide out
return. ECP measurements are considered to be a better surface mitigation than noble metal
loading to demonstrate Pt deposition, which is the advantage of ONLC over NMCA. The other
advantages are better penetration of Pt in existing cracks, reduction in time period between
reapplication, reduction in chemistry transients, elimination of the impact on the duration of
refuelling outages [Varela et al, 2012].
A Swiss Institute investigated Pt deposition behaviour in a high-temperature loop under BWR
HWC and NWC conditions. With an excess of H2, fine Pt particles should have a better catalytic
efficiency while an excess of O2 gave larger particles. Consequently, a reducing environment is
favourable for a more effective deposition, with lower ECP and better protection against SCC. A
longer pre-oxidation seems to increase the Pt concentration at the specimen surface and is also
beneficial. In another paper, the Institute claimed that a lower Pt injection rate is inducing smaller
Pt particles, favourable for SCC mitigation.
AREVA demonstrated the effectiveness of methanol (MeOH) for preventing RPV internals from
SCC in locations where cold worked materials are exposed to oxygenated high temperature water.
During tests under irradiation by vacuum UV at 125C (similar to Cherenkov radiation), MeOH
is able to shift the corrosion potential from oxidizing to reducive conditions (<-230 mVSHE for
austenitic stainless steel) with MeOH /DO ratio 1 as illustrated on Figure 2-13 [Stellwag et al,
2012a].
Figure 2-13:
Corrosion potential of stainless steel 347 and Zry-4 as a function of molar ratio MeOH/O2 at 150C with O2 of
200 to 250 ppb, MeOH = 0, 200, 400, and 600 ppb, electrical conductivity 0.06 s/cm [Stellwag et al, 2012a].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-11(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Another paper from AREVA reported tests on the decomposition of methyl iodide associated to
methanol application in BWRs. Based on the tests, it is concluded that using methanol < 2.5 ppm
for IGSCC mitigation of internals is inconsequential to the accident conditions related to methyl
iodide formation.
The EPRI model code for radiolysis on BWR has been applied and compared to plant data for
providing an accurate molar ratio of hydrogen / oxidant defined as [H2]/O2+0.47[H2O2] in various
situations, including plants adding Pt to catalyze hydrogen addition. It appears that a ratio >2 is
necessary to get reducing conditions and thus a protection against SCC in presence of Pt. ECP
measurements show different responses from plant to plant upon hydrogen concentration to
achieve the required ECP < -230 mV [Henshaw et al, 2012b]. Figure 2-14 shows comparison of
prediction versus measured values of the molar ratio in the recirculation lines of 3 BWR plants.
Figure 2-14:
Comparison of measured versus model prediction of the hydrogen / oxidant molar ratio in 3 BWR units
[Henshaw et al, 2012b].
In another poster paper, the ratio H2/(O2+H2O2 >2 is mentioned to be necessary to get an ECP
~ -500 MV on noble metal treated surface and consequently being in a range of IGSCC mitigation
[Cowan & Garcia, 2012]. The author considers that Zn presence at a concentration of 100 x that
of soluble cobalt could significantly reduce Co uptake in the corrosion film and consequently
lower the BRAC dose rates than BWR operating under HWC without zinc, although the benefit
of zinc is not always so important since not all the plants operate with ECP near H2 redox
potential. The advantage of NMCA is to establish low ECP and thus protection against IGSCC,
while keeping low BRAC values if the ratio 60Co (s)/Zn (s)< 0.74 Bq/ml as illustrated on
Figure 2-15 and Figure 2-16. However, BRAC values may increase in following cycles with the
lost of Pt and new film structure incorporating more Co. OLNC allow to keep low BRAC values
even during the following cycles or to reach them after some fuel cycles, see Figure 2-17. OLNC is
able to repair the local Pt effectiveness. The way of maintaining low BRAC for the three IGSCC
mitigation methods is to keep low ECP in recirculation system at - 500mV SHE while maintaining
Zn injection on feed water. Finally, ratio 60Co (s)/Zn (s)< 0.74 Bq/ml during and after OLNC
applications should get low BRAC dose rates < 1.5mSv/h and even lower after several cycles
[Cowan & Garcia, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-12(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 2-15:
Effect of different BWR environmental conditions on Co-60 incorporation into the corrosion film on 304 stainless
steel [Cowan & Garcia, 2012].
Figure 2-16:
BRAC values before and after NMCA applications (a) all treated BWR and (b) BWRs that had 60Co/Zn(s) ratios
< 0.74 Bq/ml/ppb in the cycle immediately after NMCA application [Cowan & Garcia, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-13(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 2-17:
OLNC response at two BWRs (a) mHWC to OLNC and (b) NMCA to OLNC [Cowan & Garcia, 2012].
For safety improvements, a computer code has been developed by a University in Taiwan for
qualitatively predicting the coolant chemistry of ABWR, namely the variation in redox species,
radiolysis effect and concentrations of H2O2 and O2 which may become high inside or near the core.
2.3.2
Dose rate and zinc
An experimental system has been built at Studsvik (Sweden) to study activity build up in BWR as
a function of chemistry with the effect of combined addition of Zn and Fe. The comparison of
activity build up for various ratios of Fe (ppb) / Zn (ppb) shows that a ratio 2 ppb Fe / 0.5 ppb Zn
is sufficient to induce a decrease of Co-60. When Zn increases to 5 and 10 ppb, the radioactivity
build up is reduced and a ratio of 2 ppb Fe / 5 ppb Zn almost stops the activity build-up. Zinc
incorporates only into the inner oxide layer with a competitive process between Zn and Co;
consequently, if Zn is increased, there will be less Co incorporated in the constant thickness of the
oxide layer and thus less radioactivity deposition. Outer and inner oxide layers are respectively
about 420 and 120 nm thick, and composed of sub-micron grain of NiFe2O4, (Fe,Cr)2O3 or
(Fe,Cr)3O4 for the outer layer and mixed oxide spinel phase of Ni0.3Fe1.5Cr1.2O4 for the inner layer
[Gustafsson et al, 2012].
Under the BRAC indicator, it has been observed that when adopting HWC for SCC, dose rates
increased, which has been at the origin of the decision to move to NMCA and then OLNC and
also to add zinc, all these chemistries allowing to decrease again dose rates. Japanese made
experiments to evaluate the respective effect of Pt and Zn on Co-60 deposition behaviour. The
tests showed that the presence of Pt on a surface causes a reduction of ~50% in Co deposition.
Hydrogen peroxide, even at low concentration (< 5ppb) had a tendency to accelerate Co-60
deposition. The combination of chemical decontamination followed by short Pt deposition and Zn
injection seems an effective method to reduce BRAC dose rate under NMCA [Nagase et al, 2012].
A Taiwanese Institute verified that zinc addition in BWR did not affect significantly the surface
oxides of SS 304 and thus the SCC mitigating effect of HWC. With zinc addition, a substantial
cathodic shift is observed under UV illumination, meaning an additional protection of in-core
components when HWC is not in operation.
In order to decrease Co-58 and Co-60 source of radiation in Lugmen ABWR (Taiwan), a pretreatment was applied in 2010 for passivation the metal surfaces. The passivation was achieved by
pre-filming on piping before operation, at 180-230C and pH 8.0-8.5 with NaOH injection.
Copyright Advanced Nuclear Technology International Europe AB, ANT International, 2012.
2-14(2-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Secondary water chemistry (NPC 2012)
(Francis Nordmann)
3.1
General information
Dow Chemical presented a new resin to mitigate the anion kinetic impairment issue with PWRs
using ethanolamine (ETA). The test was done at Diablo Canyon (USA) and the resin properties
did not change after 1.5 years of service. This is of great importance with the increasing use for
many reasons of ETA as a conditioning amine reagent for the secondary system of PWR units.
Steam Quality for various elements (Ca, Mg, K, Cu has been determined in Argentina with
satisfactory results.
EDF prepared an optimized strategy for chemistry during start up so as to save time, quantity of
used water and generated wastes coping with a sufficient chemistry quality. Practical
recommendations are given. In another paper related to the same objective, EDF is focusing on the
use of Mobile purification systems that are used in French PWR units for cleaning the secondary
system, treating the feed water. The principle is to use mobile purification systems of limited flow,
with non regenerated IER, used only during start-up, avoiding traditional condensate polishing
plants for saving investment and operating costs, decreasing the risk associated with IER
regeneration and other objectives that have been fully covered in previous documents [Nordmann,
2006]. This suitable strategy is also applied for the EPR and is now extended at all the French
fleet, including the plants where such a system had not been installed in the late 1990s as one of
the remedy for mitigating secondary side IGA/SCC of SG tubing with Alloy 600 on river water.
3.2
Secondary system treatment strategy
With the evolution of degradation risks on the secondary system in Japanese PWRs, the focus has
changed. During the 3 last decades, the SG troubles decreased respectively from 34 to 19 and 0
for OD IGA/SCC which is not any more an issue with the SG with sensitive Alloy 600 MA that
had SGR. There are now 18 PWR units with 690 TT and 6 with 600 TT SG tubing. The
progressive elimination of copper alloys also allowed a pH increase, with the well known benefit
of mitigating FAC of carbon steel. Moreover, the extensive use of Stainless steel in replacement of
copper alloys in LP-and HP heaters and in MSR is also a key way of avoiding FAC. Thanks to the
exclusive use of Ti for condenser tubing, their tightness is now allowing to by-pass the condensate
polishers which is favourable to increase the pH in the secondary system. These CPP are only used
during start up and shutdown. Either ethanolamine (ETA) with a pH of 9.8 in feed water or HAVT with ammonia at a pH> 9.8 is recommended. Such improvements allowed to drastically
decrease the iron concentration in feed water which decreased for example from about 6 to 1 ppb
at Genkai 1and to 1 ppb at Tomari 3. As it can be seen on Figure 3-1, there were in 2010,
respectively 6 units with AVT (NH3), 10 with ETA, 4 with H-AVT (high pH with NH3) including
1 with some oxygen addition, 4 with High ETA (high pH with ETA) [Maeda et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
3-1(3-9)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 3-1:
History of Secondary system Treatment in Japanese PWR units [Maeda et al, 2012].
ANT-International presented an overall paper of strategy for the secondary side issues and
remedies in PWR and VVER Plants. The conclusions are the following [Nordmann et al, 2012]:
Secondary side degradation of steam generators (SG) tubing with Alloy 600 MA and Flow
Accelerated Corrosion (FAC) of Carbon Steel have been for a long time important issues for the
secondary system of PWR and VVER. With the beneficial evolution of the design, the most
important issues are progressively moving to a larger variety of risks associated to potential
inadequate chemistries.
FAC may be easily mitigated by selecting components with sufficient chromium content. In
addition, an appropriate treatment with ammonia at a pH25C > 9.8 or by amine treatment will
be also a clever option. At the same time, these remedies will minimize corrosion products
transport toward the SG that will have several positive effects:
Mitigating the risk of Flow Induced Vibration;
Minimizing the risk of concentration of impurities in local areas where they may induce
corrosion;
Decreasing the need for maintenance cleaning activities or for the need to add dispersant;
Keeping a high heat flux and plant performances.
The various remedies for having clean steam generators, with low quantities of corrosion products
includes an optimum treatment, maintenance cleaning activities (either curative hard chemical
cleaning or the interesting option of Advanced Scale Conditioning Agent (ASCA) application or
the efficient addition of dispersant in the feed water, which drastically increases the efficiency of
corrosion products elimination through SG blow down.
The influence of impurities depends on the SG tubing material. It is mandatory to completely
avoid alkaline environment (sodium) for Alloy 600, and to avoid acidic chlorides for Russian
alloy 18-10 Ti. With Alloy 690 or 800, it remains important to avoid severe deviations (highly
alkaline, or acidic, lead or resin fines pollutions and more generally reduced sulphur species).
The need for very low oxygen levels is not any more a good approach and it may even be
interesting to keep a few g/kg (ppb) at the condenser level but still having a reducing
environment in the final feed water and in the SG.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
3-2(3-9)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
The new challenges should not only focus on reaching a very pure chemistry, when this is not
necessary, but will also concentrate on selecting the best SG cleaning methods, on minimizing
liquid and solid wastes. A good example is the absence of having condensate polishers in
operation for the plants with tight condensers.
In the same way, several improvements may be implemented in optimizing the number of on-line
monitors and chemical controls to what is of some use and eliminating regular controls when
occasional diagnosis is sufficient [Nordmann et al, 2012].
An AREVA presentation gave some similar points of view on secondary chemistry objectives, i.e.
the decrease of corrosion products through a sufficient pH in various parts of the system.
However, preference is given by the German part of AREVA to the use of only ammonia at a pH
9.8, produced by hydrazine, since it makes the treatment simpler and avoids some drawbacks of
amines. The target N2H4 concentration is 100 g/kg and a pH180C> 6.6 in wet steam phase, which
is the temperature with the highest FAC rate. CHEMBAL code is used to perform detailed mass
balance calculations and adjust the treatment strategy to a plant specific cases, depending on the
component to be protected against FAC with 3 examples of strategies with the respective added
reagents N2H4 (100 ppb) + NH3 or N2H4 + ETA or N2H4 + NH3 + ETA [Roumiguire et al, 2012].
3.3
Corrosion products and FAC in secondary system
As explained in the section related to strategy of secondary system treatment, Oxygenated Water
Chemistry (OWC) consists in the addition of small quantities of dissolved oxygen (DO) in the parts
sensitive to FAC is one of the efficient remedies to mitigate the phenomenon, particularly if other
ones cannot be sufficiently implemented (pH increase, material selection). The Japan Atomic Power
Co. (JAPC) carried out tests at Tsuruga 2 demonstrating the efficiency of such oxygen addition to
mitigate FAC, thanks to continuous monitoring by high-temperature and high-resolution ultrasonic
probe [Sugino et al, 2012]. As highlighted in Table 3-1, APC concluded that FAC is respectively
mitigated by 5 ppb of DO under low AVT (pH 9.3) and 2 ppb under High AVT pH 9.8). Such
addition has no adverse effect since. This has been crosschecked by Electro-chemical Potential (ECP)
measurements showing that ECP necessary to get stable hematite respectively correspond to 5 ppb of
DO under low AVT treatment and 2 ppb under High AVT, as shown on Figure 3-2.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
3-3(3-9)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Auxiliary systems, cooling water systems, water
and waste (NPC 2012) (Francis Nordmann)
4.1
Fukushima treatment
Two presentations related to the treatment of Fukushima event have been done. The first special
of TEPCO explained how the contaminated water has been treated for with desalination by
reverse osmosis and evaporation concentration. To remove radioactive materials two caesium
adsorption equipments and one decontamination by flocculation have been implemented.
Desalination decreased chloride from 2300 down to 7 ppm and evaporation from 6900 to 2 ppm.
There have been 3 steps: elimination of Cs 134 & 137; elimination of chloride and purification on
resins [Makihira et al, 2012].
The second presentation, from Veolia, a company in charge of water treatment was also related to
the treatment of contaminated water jointly designed with AREVA. The purpose was too quickly
achieve a stable situation of the reactors, allowing treated water to be reused for core cooling.
Micro-sand with lamellar setting Actiflo has been used.
4.2
Waste treatment
A Low Level active liquid Waste (LLW) purification system has been installed at Bruce NPP
(Canada). It includes three sub-systems
A pre-treatment to remove suspended solids and colloidal particles;
A high recovery 3 stage membrane system achieving > 99% combined permeate recovery,
with Reverse Osmosis, producing a pure permeate free of chemical and radioactive
contaminants, except tritium; it is followed by ultra-filtration membrane;
A wiped film down-flow evaporator to treat the small membrane system reject stream.
The main Indian Laboratory experimented the electro-deposition of metal ion (mainly FeII) by
suitable voltage to treat the wastes from decontamination.
French CEA Laboratory developed a 3-steps chemical separation procedure to isolate 129I, a fission
product from 235U and 239Pu, for its analytical determination by accelerator mass spectrometry.
This is necessary to measure very low values of long-life isotopes in radioactive waste
management.
An Austrian abstract is explaining the interest to store zeolite in the unlikely case of emergency
situation where it would be necessary to adsorb nuclear radiation form radioactive elements
thorough their cation exchange properties. Zeolite has been successfully used in Chernobyl and
Fukushima for nuclear wastes repository. Zeolite with high content of clinoptilolite (>90%) have
a binding capacity of 2.5meq/g for caesium and 1.4 meq/g for strontium ions.
Hydrazine being a carcinogenic compound, it use and even more its discharge is highly controlled.
Hydrazine injected in the secondary system (feed water) during power operation is:
Either reacting with oxygen
N2H4 + H2O + O2 N2 + 3 H2O
Or thermally decomposed
N2H4 N2 + 2H2
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
4-1(4-6)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
However, during lay-up of SG, the large quantities of remaining hydrazine are not thermally
decomposed and it is important to eliminate it before discharge to the environment. The Belgian
Laboratory (Laborelec) studied various methods for this purpose of hydrazine decomposition,
using various oxidants and catalysts [Schildermans et al, 2012]:
Bleach, N2H4 + 2 NaOCl 2 NaCl + N2 + 4 H2O (may also produce chlorine gas)
Hydrogen peroxide N2H4 + 2 H2O2 N2 + 4 H2O with catalysts, potassium permanganate
(KMnO4), copper sulphate (CuSO4)
The numerous tests have shown the influence of:
Temperature with a positive effect on kinetics, faster at 25 than 5C;
The added catalyst;KMnO4 and CuSO4 both have an optimum concentration of 10 ppm;
The oxidant, with an optimum stoichiometric ratio oxidant / hydrazine of 1 - 1.5;
The advantage of CuSO4 over KMnO4 because the neutralization with CuSO4 is faster and
sulphate from it may be marginal as compared to sulphuric acid used for cooling system
treatment;
A degradation in laboratory condition completed in < 1.5 hour for H2O2 vs. a few minutes
with NaOCl (see Figure 4-1) but an expected higher duration in SG conditions (impurities,
imperfect mixing).
When using NaOCl for eliminating 75 ppm N2H4 from a SG in lay-up condition containing
20 ppm ETA, a maximum of 1.8 kg (1.5 mg/l) of volatile organic compounds is transferred into
the atmosphere and ~ 225 g of absorbable compounds remain in the neutralized solution. Finally,
it is concluded that NaClO and H2O2 each have their own advantages and disadvantages. NaClO
is faster and cheaper, does not need catalyst but is producing some undesirable compounds
released (particularly in presence of ETA) while H2O2 does not produce such undesirable
compounds [Schildermans et al, 2012].
Figure 4-1:
Hydrazine degradation kinetics in SG lay-up solutions with ETA and NH3 [Schildermans et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
4-2(4-6)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
EDF studied alternate compounds in replacement of hydrazine due to its carcinogenic properties
and more and more strict regulation with REACH legislation, in force since June 2007.
Information has been provided by the end of 2008, as per REACH deadline. Hydrazine is a
carcinogenic substance of category 1B, imported in quantity exceeding 1 ton per year, and thus
requiring a number of specific rules detailed in the paper [Spahic et al, 2012]. The absence of
suitable alternate compounds, able to meet the technical requirements entails rigorous
arrangements to be implemented in order to segregate the zones where use of hydrazine is made
and therefore eradicate the risk to personnel regarding the hydrazine effect. Consequently, a
number of engineering changes and modifications are to be carried out on the chemical injections
systems of the French fleet of 58 PWR units over the next years. It is still a pending issue to know
whether or not hydrazine will be authorized in the future under REACH regulation, which, for
the moment, only gave a temporary derogation for its use.
EDF had to look for alternate compounds with adequate properties: reducive capabilities,
sufficient thermal stability on various conditions (normal power operation in feed water and SG
lay-up), corrosion risk compatibility for the product and its decomposition products, volatility,
analytical capabilities impact on chemistry (cation conductivity and pH), toxicity and waste.
The list of studied alternate chemicals of Table 4-1demonstrated that no other chemical is suitable
to replace hydrazine and consequently, EDF implemented the modifications and various
requirements for mitigating any risk for workers, to continue using hydrazine in its fleet [Spahic
et al, 2012].
Table 4-1:
List of potential hydrazine substitutes, after [Spahic et al, 2012].
Chemical
Characteristics
Comments
N,N diamino-urea
(carbohydrazide)
1C Organic compound. Decomposes into N2H4.
Good efficiency at low temp (lay-up).
Lower efficiency than N2H4 at high temperature
Toxic by decomposition (N2H4)
impact on conductivity and
acidification (CO2)
N, N Diethylhydroxyamine
(DEHA)
Organic compound
Produces organic acids
impact on conductivity
potential corrosion risk
Isopropylhydroxylamine
(IPHA)
Organic compound
Lower efficiency than N2H4
Produces organic acids
impact on conductivity
potential corrosion risk
Methylethylcetoxime
(MEKO)
Organic compound
Lower efficiency than N2H4
Toxicity CMR C3. Produces organic
acids. Impact on conductivity.
Potential corrosion risk
1-Amino-4-methylpiperadine
(1A4MP)
Organic compound
long carbon chain
Doubt on toxicity
Decomposition products?
Potential corrosion risk
Erythorbic acid
Organic compound
Produces organic acids
impact on conductivity
potential corrosion risk
Hydroquinone
Organic compound
Toxic. Previously a catalyst of N2H4
for low temp, now forbidden
Ascorbic acid
Organic compound. Good efficiency at low
temperature (wet lay-up)
Low stability at 260C. Impact on pH
and cation conductivity
Octadecylamine
(ODA)
Organic compound
filming amine (thin layered deposit)
Can be used during lay-up, but removed
before power operation
ANT International, 2012
NUKEM company briefly described the possibility of pyrolysis for wastes elimination, including
IER.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
4-3(4-6)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Lifetime management and plant ageing
(NPC 2012) (Francis Nordmann)
EDF decided to upgrade its chemistry specifications, for improving chemistry management for a
long term operation of its fleet in a safe and efficient way. The French specifications have been
compared to EPRI (USA) and VGB (Germany) guidelines and it has been decided to have 42%
without any change, 25% with a quick decision and 33% deserving some studies. For make-up
water, which has a strong impact on the chemistry quality of the various systems, there will be a
decision in 2014 whether there will be a new design / revamping or a heavy maintenance of
existing stations. The chemistry modifications will include an increased monitoring frequency of
some parameters and a focus on chemistry indicators including primary and secondary water
chemistry and thus mixing chemistry and radiochemistry, while the previous WANO index was
only looking at secondary water chemistry at SG blow down [Bretelle & Stutzmann, 2012]. A
poster paper gave additional details on the 2011-2016 project for improving EDF Chemistry
specifications with International Benchmarking (EPRI, VGB), which induced 300
recommendations.
On the primary coolant, EDF explained the reasons for keeping a target pH300C of 7.2 and not
higher as in many countries with nickel base alloys: avoiding any risk with Li > 3.5 ppm for SCC
of stainless steels, absence of authorization from the Regulators to operate at higher Li at
Beginning Of Cycle (BOC) that might induce fuel cladding corrosion until changing for M5 or
Zirlo, taking into account the operating in various modes, such as start up transients, marginal
impact of a pH increase from 7.2 to 7.4 as compared to other parameters for ORE [Bretelle &
Stutzmann, 2012].
In the context of Plant Life Time extension, all SG with alloy 600 MA (5 remaining units) or
600 TT (27 units) will be replaced by SG with Alloy 690 as already done in 20 units or in original
SG of the 6 more recent units, thus avoiding the PWSCC issue. There is still the concern of
Bottom Mounted Instrumentation Nozzles (BMI) made of Alloy 600 with Ally 182 welding, and a
few bimetallic welds in Alloy 82, sensitive to PWSCC, explaining the decision to operate in the
upper DH range (see Section 2.7.1).
After the high consequences of FIV of SG tubes in several EDF units, due to a specific
unfavourable local design, i.e. absence of Anti-vibration Bar (AVB) support, holes without tubes
in broached TSP and important deposits of corrosion products, it appears necessary to decrease
the corrosion product transport particularly in units with a low pH that is the consequence of the
presence of copper alloys. The objective is to eliminate copper alloys that were present in 15 units
cooled by river water, either historically or for counteracting amoebae development due to
condenser cooling system having cooling towers. The plants that were operating with ammonia at
pH of 9.7 switched to ETA treatment for MSR damages [Bretelle & Stutzmann, 2012]. There is
also some pH limitation for environmental constraints associated with nitrogen compounds
releases. Including the FAC issue, the optimum treatment is 4 ppm ETA + 1.5 ppm ammonia. For
eliminating the deposits in the operating units, a huge program of SG chemical cleanings is
implemented and will continue in the 2013-2015 time frame. Finally, carbon steel replacement of
reheaters by stainless steel and dispersant addition trial will be implemented to mitigate corrosion
product deposition within SG [Bretelle & Stutzmann, 2012].
The Canadian Nuclear Safety Commission presented its oversight to assess the performance of the
chemistry program at the 5 NPP with 22 CANDU Reactors in operation at Pickering A1&4 B5-67-8; Bruce A1-2-3-4, B5-6-7-8; Darlington A1-2-3-4; Gentilly2 and Pt. Lepreau. A focus has been
placed on the Chemistry Index.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
5-1(5-2)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Maintenance activities (NPC 2012)
(Francis Nordmann)
6.1
Curative cleaning methods - Decontamination
A Full System Decontamination (FSD) with the AREVA process HP/CORD UV has been
applied at the PWR of Grafenrheinfeld, followed by a concept for sustainable dose rate reduction,
with a passivation and high pH operation with zinc addition. The decision to perform a FSD was
due to the presence of a high accumulated activity, and this gave a decontamination, factor of ~60
an ORE saving of ~ 4,8 Sv in subsequent outages 2010 and 2011. The dose rates, dominated by
Co radioisotope (Co-60 before FSD and Co-58 after FSD) decreased by a factor of 3 after FSD
since recontamination, the main issue, has been avoided by zinc injection [Stellwag et al, 2012b].
AREVA detailed the overall strategy for sustainable dose rate reduction which is plant specific and
includes: modification of RCS chemistry, elimination of cobalt base materials, outage
optimization, permanent shielding, FSD as described just above, formation of a new and very
stable protective oxide on the surfaces which may include zinc addition.
The CALLISTO PWR experimental facility in Belgium has been decontaminated to decrease ORE
associated to its maintenance and use. 10 GBq of Co-60 have been eliminated with a soft typical
process of KMnO4 and H2C2O4 allowing a decrease of dose rates by a factor ranging from 2 to 12.
DCNS applied with CEA a new cleaning process using foam for cleaning Alloy 800 heat exchanger
(SG) of a naval application where an abnormal chemistry from an excessive corrosion of copper
alloys with deposits of copper, iron, nickel phosphates and oxides grown on tubes and tube-sheet
had been observed. This naval reactor is applying on the secondary system a phosphate treatment
with a mixing of Na2HPO4 + Na3PO4, with a molar ratio 2.3<Na/PO4<2.6 and 9.5<pH<10.2. The
cleaning objective was to avoid corrosion of SG tubes and restore NDE capabilities. The foam
process where the aqueous phase is only 17% allows decreasing the quantity of chemicals and the
nuclear waste volume. The cleaning products consist of an aqueous solution with mixing of
phosphoric acid (oxide dissolution) + corrosion inhibitor, oxalic acid (iron oxide elimination),
hydrogen peroxide (for iron oxalate), surfactants and foam stabilizer. It dissolved 8.8 kg of Cu, 7.3
kg of Fe, 1 kg of Ni and 30 g of Cr in 4 weeks with an electrochemical monitoring to verify that the
polarization resistance was remaining higher than a value corresponding to a corrosion intensity of
50A, and a corrosion rate of 0.5 mm/year. The SG were successfully cleaned, as it can be seen on
Figure 6-1 confirming such a procedure could be applied to other cases by adapting the chemicals to
the compositions of the deposits [Corrieu et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
6-1(6-11)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 6-1:
Heat exchanger before (left) and after (right) cleaning by foam process [Corrieu et al, 2012].
AREVA also used foam for decontamination of a long metallic pipe (pneumatic transport system) at
La Hague, with the great claimed advantage of being able to treat long pipes that other liquid
chemicals such as acidic or oxidizing solutions cannot treat; in addition, foam is producing less
amount of wastes with a high decontamination factor with a reduction of activity level below
1 Bq/cm2. The tests have been done with aluminium using a mixture of phosphonitric acid but may
be applied to other metallic surfaces by changing the foam formulation [Damerval et al, 2012].
AREVA also used laser ablation for decontamination with the advantage for this dry process of
wastes minimization and avoiding the use of chemicals or abrasives or disks. The principle of the
photonic LASER process is absorption of the photon energy by the contaminant. The addiction of
a vacuum system allows to trap contamination onto filters, thus avoiding any dissemination of
contamination in the room where the process is implemented [Moggia et al, 2012]. The principle
and example of application are shown on Figure 6-2.
AREVA finally explained the NiThrow approach for maintenance activities based on cryogenic
process (3500 bars, -140C).
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
6-2(6-11)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 6-2:
AREVA Laser decontamination by, with ablation principle (above top), efficiency on one piece (above right),
particle ejection due to laser beam (middle) and ablation of iron oxide(before treatment on bottom left and after
treatment on bottom right with complete rust elimination) [Moggia et al, 2012].
Paks VVER in Hungary cooperated with Universities to develop soft decontamination of
austenitic steel surfaces of various components, with the optimization of the main parameters, i.e.
temperature, concentration of chemicals, flow rates, contact time. It may be applied on surfaces
covered by resistant Cr-enriched magnetite or having a hybrid structure of amorphous and
crystalline phases. In case of samples, which were not decontaminated earlier, the chromium
substituted magnetite crystals take part in the formation of a protective oxide layer due to the low
solubility of chromites with the reducive water coolant at high temperature. After
decontamination the passivity of stainless steel samples did not decrease [Szabo Nagy et al, 2012].
The structure and morphology of the protective oxide layers formed on the inner surface of SG
tubes before and after AP-Citrix decontamination solution is illustrated on Figure 6-3.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
6-3(6-11)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Future trends or new developments (NPC 2012)
(Francis Nordmann)
7.1
Fast Breeder Reactors (FBR)
Several new NPP units are under construction in Russia including the new FBR -800 in
construction at Beloyarsk, which will use MOX fuel. There is also 1 FBR in operation, BN-600
which started operating in 1980. After the experimental reactors BR-5/0 (1958-2002) and BOR60 (since 1969) the commercial FBR program in Russia started in 1960 with BN-350. LeadBismuth eutectic, which has been used in military application, is under development.
7.2
New generation of PWR
EPRI has performed assessments of water chemistry control guidance for advanced plant design:
AP1000 (Westinghouse), US-EPR (AREVA), APWR (Mitsubishi), APR1400 (Korea) ABWR
(Toshiba), ESBWR (GE-Hitachi). These new NPP will use materials resistant to PWSCC and with
low cobalt.
UK is defining the chemistry and radiochemistry for the 4 new EPR units to be constructed at
Hinkley Point B and Sizewell, 2 units on each site, for compensating the nuclear decrease
contribution in electricity production.
Enriched Boric Acid (EBA) for the EPR, The AP1000 will have direct injection of H2 instead of
through a control tank, Electro-de-ionization (EDI) instead of Ion Exchange Resins (IER) for SG
blow down purification at 0.6% feed water flow. The AP1000 is not including EBA; the
Westinghouse representative claimed that the risk of AOA might be higher if the quantity of
precipitated B would be the same but with a higher B-10 enrichment, while several attendees
considered that EBA, allowing a lower total B and Li content would, on the opposite, decrease
such a risk. In fact, the absence of EBA in AP 100 seems to be explained by the absence of
primary water waste recycling
All the design modifications have been evaluated by EPRI to see if there is any impact on
chemistry by comparing to existing chemistry guidelines what would be OK, need some changes,
not enough or too restrictive, do not work or missing. However, ANT-International made a
comment that a bird-eye expert and international view should be taken to look at some deeper
improvement or more drastic modification rather than just looking at existing parameters to
check what is working or not.
AREVA presented its new water chemistry guidebook for new PWRs which includes EBA, for
pH/Li better compatibility with fuel options and pHT 7.2 and H2 range of 17-28 which is
sufficient to be above Ni/NiO transition ensuring Ni stability.
EDF briefly explained the design improvements in the EPR of Flamanville 3 under construction,
for a 60 years lifetime, with adequate materials to avoid FAC, SG fouling and TSP blockage, startup purification system, injection system for 2 amines, potential dispersant injection, chemical
hazard precaution, etc.
EDF made a presentation explaining the benefit and objectives of using EBA in the EPR FA3 of
Flamanville 3 [Coss et al, 2012]:
Smaller volume of tanks or lower concentration of boric acid, thus less risk of crystallization;
Application of an evolutionary chemistry allowing to maintain a constant pH300C control of
7.2 throughout the entire cycle, as shown on Figure 7-1, with its corresponding advantages
described in other documents and Section 2.7.3 (ORE, etc.);
Reduction in boric acid wastes with a maximum recycling.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
7-1(7-4)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
The various systems will use a 37% B-10 enrichment but, in case of make-up, for B-10 depletion
compensation (B-10 consumption from the reaction 10B (n, ) 7Li), a higher enrichment will be
selected (> 90% in atom)), called VEBA, Very Enriched Boric Acid. Other boron losses are from
leaks and dilution (boron decrease).
Figure 7-1:
Boron / Lithium diagram for EPR of Flamanville 3 [Coss et al, 2012].
EDF also described the strategies for auxiliary systems of the EPR (Flamanville 3) and UKEPR. One of the most significant improvements of the design is to avoid the risks associated
with the hydrogen and oxygen mixtures thanks to the TEG (gas effluent treatment) system in
charge of H2/O2 risk prevention. This includes: (i) flushing with nitrogen, (ii) catalytic recombiner
to efficiently reduce H2 and O2 concentrations in the flushing gas and (iii) controlling H2 and O2
on-line upstream and downstream the recombiner with automatic action initiated if H2 > 4% or
O2 > 2%.
Two treatments are proposed by AREVA for the secondary system, either H-AVT or amine
(morpholine or ETA). ANT-International made a comment that the N2H4/O2 ratio ranging from 5
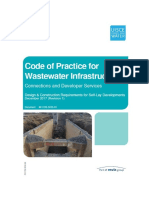
to 8 is too low and should be > 8 and at least 20 ppb N2H4. The new diagram for Sodium (ppb)
and cation conductivity at SB blow down, during normal power operation, shown on Figure 7-2 is
taking into account the presence of more resistant materials for SG tubing, and avoiding
unnecessary restrictive values [Ryckenlinck et al, 2012].
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
7-2(7-4)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
1000
AL3: Immediate shutdown
500
Sodium (g/kg)
AL2: Operation allowed during 1 week
100
AL1: Operation allowed during 1 month
50
Limit operating range
10
5
Normal
operation
1
0.1
0.2
Cation conductivity (S/cm)
ANT International, 2012
Figure 7-2:
Cation conductivity / sodium diagram at SB blow down during for new AREVA PWR [Ryckenlinck et al, 2012].
A Canadian University made calculation and measurements of pH for LiOH solutions and
corrosion (metal loss) of stainless steel up to 650C, for Supercritical water-cooled reactors.
The CRV Laboratory of Rez Research Centre in Czech Republic described the Supercritical Water
Loop (SCWL) which is able to test materials, chemistry, radiolysis, etc, at 600C and 25 MPa.
Bohunice (Slovak Republic) developed a new chemical information system for supporting chemists
in early detection and identification of anomalies in the primary and secondary systems of this
VVER-440.
7.3
New generation of BWR
Hokuriku Electric Co of Japan presented the technology for ORE reduction in Advanced BWR
(ABWR), which has no piping for Reactor recirculation system, the largest source term of
radiation in conventional BWRs and where carbon steel (CS) piping of the Reactor Water
Cleanup System (RWCU) and Residual Heat Removal System (RHRS) are the largest source. The
reduction process has been applied in Shika-2 (1 of the 4 ABWR units in Japan) for carbon steel
surfaces. Before loading, an alkaline pre-filming was applied to RWCU during plant start-up
testing; then after start of operation, FW iron concentration control was applied, both resulting in
ORE reduction as expected with 0.35 man.Sv at 3rd outage and an equilibrium extrapolated low
value of 0.5 man.Sv [Saito et al, 2012].
The alkaline pre-filming is able to decrease oxide build-up by a factor of 1/3 on CS. The reactor
water temperature was set between 200 and 230C with a pH between 8 and 8.5 during 87 hours.
Feed water iron concentration and more generally corrosion products concentration plays a role
as the trapping site for Ni and Co, which becomes 58Co and 60Co. It has been noted that the Ni
increase from 1 to 5-6 ppb induced a slight decrease of 60Co deposited on stainless steel but a large
increase on carbon steel as illustrated on Figure 7-3. At the beginning, Co-58 increased at Shika-1
due to insufficient Fe and then decreased when Fe became sufficient.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
7-3(7-4)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
EPRI 2012 Steam generator secondary side
management conference (Dewey Rochester)
8.1
General information
The key presentation was an historical one, with the following objectives:
1)
To review significant secondary side experiences (including PWSCC caused by denting) to
remind and inform SG engineers, operators and chemistry personnel of the occurrence of
these events and of the lessons learned.
2)
To help minimize chances of similar events in the future.
This review acknowledged that the secondary side experiences were incomplete, e.g., it focused
most heavily on Westinghouse-type SG designs, including those of licensees, since these are the
most common. This list of experiences serves as the start of a living list of events that the
industry will maintain and expand for educational and training purposes. This presentation
contained a historical summary of all the steam generator secondary side problems for the various
tube materials that have been in service over the past fifty years. The tubing materials included
stainless steel (Shippingport), Alloy 600MA, sensitized Alloy 600MA, Alloy 600TT, and Siemens
800NG [Gorman, 2012].
8.2
Deposit generation and transport
8.2.1
Corrosion products during start-ups
An EPRI presentation provided information on the quantities of iron transport to the steam
generators (SGs) during plant start-up and lay-up periods. The goals of these efforts are to reduce
the SG deposits and sludge build-up in PWRs and corrosion product transport to the BWR fuel.
Over the years, various lay-up practices have been employed at nuclear and fossil plants with
varying degrees of success. The most recent EPRI document (EPRI 1015657 - 2009) gives three
guiding principles:
1)
Maintain the chemical oxidation-reduction potential of the water in the cycle the same at all
plant conditions.
2)
Keep the water from becoming oxygenated.
3)
Keep water and moisture out of the secondary components that are to be maintained in a dry
condition during the shutdown.
The corrosion rate (mg/dm2-month) of carbon steel increased respectively from 0.3 to 0.9; 5.0 and
41 for a relative humidity of 50%, 70%, 90%, and 100%. It was of 400 mg/dm2-month when
flooded with oxygenated water. Carbon steel corrosion for drained equipment ranged ~40
mg/dm2-month to 1 for dehumidified equipment [Fruzzetti, 2012a]. Numerous cycles for BWRs
and PWRs were reviewed to estimate the amount of iron transported during start-up, defined as
the first two weeks of the cycle. For PWRS, the median iron was reported to be 12% of the total
iron transported in the SG during a fuel cycle, equivalent to 9.1 kg of iron oxide, with a high of
20% (52.6kg) and a low of 2% (2.3 kg). For the plants reporting, a median value of iron oxide
transported during start-up was 136 kg with a high of 316 kg and a low of 45.8 kg. For BWRs,
the amount of iron transported during start-ups was considerably less, as shown on Figure 8-1.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
8-1(8-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Figure 8-1:
Start-up iron comparison between PWRs and BWRs [Fruzzetti, 2012a].
Figure 8-2:
Start-up iron calculation at plant A [Fruzzetti, 2012a].
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
8-2(8-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
EPRI concluded that the impact of start-up iron transport at PWRs can be significant even when
full flow polishers are used. Large variations occurred at plants of similar design with similar layup and start-up practices and the major source of iron appears to be from the high pressure
heaters but is often plant specific. However the amount of iron transported to the SGs during
start-up appears to be relatively small (see Figure 8-2) compared to the total amount of iron
transported during the cycle [Fruzzetti, 2012a].
8.2.2
Impact of corrosion products on SG corrosion
Bruce Unit A2 is a CANDU designed pressurized heavy water reactor. The unit was shut down in
1995 and was returned to service in 2012 after extensive maintenance, which included:
Pressure tube and calandria tube replacement CANDU core structure
Steam generator replacement with Alloy 800 tubing
Electrical systems upgrade
Main condenser refurbishment
Feed water heater replacement
Shutdown System 2 (SDS2) enhancement
Many other significant maintenance items
In February 2012 during pre-start-up activities, high concentrations of copper were present in the
balance of plant. Many copper containing components had been replaced during the outage but a
significant amount of legacy copper remained. Some copper had already entered the replacement
steam generators. A risk assessment was performed to determine the best course of action
considering schedule delays, potential life reduction of the new SGs and near, intermediate and
long term actions [Little, 2012c].
It was estimated that about 75 gm of soluble and suspended copper would immediately enter the
SGs and that potentially 50 kg of copper deposits were present in the condensate/feed water
systems. The approach, therefore, was risk minimization versus copper removal.
A literature review found little data on copper corrosion of Alloy 800 although Alloy 800 is less
susceptible to copper corrosion than Alloy 600MA. Copper oxide is recognized as a deleterious
species in the secondary side but copper metal is not. A comparison of Alloy 800 and Alloy
600MA in oxidizing environments was performed.
The concern is that during operation, outages, start-ups and shutdowns the changing
environments from reducing to oxidizing and back will lead to oxidation of copper to copper
oxide and the reduction of copper oxide to copper thus causing tube degradation.
Testing by Laborelec concluded:
Without reducing agents and in the absence of lead, the susceptibility of Alloy 800 is about
an order of magnitude less than that of Alloy 600, i.e., the improvement factor is on the order
of 10.
In general, Alloy 800 is much less sensitive to oxidizing conditions than Alloy 600. This is
evident from the significant reduction in susceptibility of Alloy 600 when hydrogen is present
and the relative absence of an effect from hydrogen for Alloy 800.
Despite being more resistant than Alloy 600, the presence of copper oxide can reduce the
Alloy 800 tube life by at least one third and possibly more.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
8-3(8-35)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Conclusions (Francis Nordmann and
Dewey Rochester)
Fukushima accident had a significant impact on political decision for the future of number of
operating NPPs. It also had an influence on various studies (less investment), mainly in countries
where there is a decision toward decreasing the number of operating units.
The development of new types of reactors is nevertheless active moreover since several countries
keep an active program of building new reactors such as EPR, AP1000, ABWR, VVER-TOI.
9.1
Primary coolant
The dose rate mitigation or Occupational Radiation Exposure (ORE) remains a key point within
studies and improvements with the following remedies that have been covered:
SG tubing manufacturing is likely the most important way of decreasing further ORE; the
surface of SG tubing through the manufacturing process is thus more important than the SG
tubing material composition itself, as thought in the past due to the difference in nickel
content which is activated into Co-58;
Passivation during Hot Functional Tests (HFT) potentially followed by a cleaning phase (that
has not yet been very successful) is an additional way for decreasing ORE;
Zinc is added in a growing number of units, mainly for ORE and will be also included in the
new type of VVER (VVER-TOI), which has another characteristic of western PWR units,
with the direct addition of hydrogen instead of using ammonia.
A very large number of studies have been performed to evaluate the characteristics and
composition of crud deposited on the fuel, since this may have a tremendous impact on:
Potential AOA/CIPS, a subject particularly sensitive with high performances fuel options;
Influence on radioactive corrosion products, and thus ORE;
Heat transfer from the fuel cladding and its corrosion risk
Efficiency of zinc addition on dose rate reduction or corrosion mitigation.
The use of Enriched Boric Acid (EBA) has been shown to be a valuable option, particularly with
high performances fuels, which require a high B-10 amount at Beginning of Cycle (BOC). This is
the way to operate with the optimum pHT while keeping Li value within the maximum value
allowed by fuel vendors or limited for other reasons. EBA is included in the EPR design but not in
the AP1000, due to the absence of primary water waste treatment and recovery.
For BWR chemistry, SCC mitigation remains the very high priority with always improved
strategies, the last one being the Early Hydrogen Water Chemistry (EHWC) to be in a reducing
environment at lower power, when impurities concentration from shutdown is higher. Several
other issues are similar to PWR ones (e.g. radiation field and corrosion products control).
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
9-1(9-2)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
10
References
Armstrong C. et al, Dimethylamine as a replacement for ammonia dosing in the secondary circuit
of an Advanced Gas-Cooled Reactor (AGR) power station, Nuclear Plant Chemistry
Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Barton M. et al, Impact of Pressuriser Heater failures on Primary Water Chemistry, Nuclear Plant
Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Bates J., Long-Path Recirculation (LPR) Cleanup: Byron Unit 1 Application (Spring 2011), Steam
Generator Secondary Side Management Conference, September 11-13, 2012 Atlanta, USA 2012.
Betova I. et al, Optimisation of the water chemistry during Hot Functional Tests of a PWR for
improved stability of the passive film on Alloy 690, Nuclear Plant Chemistry Conference, NPC
2012, SFEN, Paris 24-27 September 2012.
Bretelle J-L. and Stutzmann A. The rationale for improving EDF Chemistry plan for the next
years, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Bull A. et al, Mitigating the risk of SCC of austenitic stainless Steel in AGR boilers, Nuclear Plant
Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Bttcher F. et al, Impact of load follow operation on the chemistry of the primary and secondary
circuit of a PWR, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012.
Carette F. et al, Characterization of oxides formed on the internal surface of SG Tubes in Alloy
690 in corroded in the primary Environment of PWR, Nuclear Plant Chemistry Conference,
NPC 2012, SFEN, Paris 24-27 September 2012.
Chaumun E. et al, Oxidation of Alloy 82 in nominal PWR primary water at 340C and in
hydrogenated steam at 400C, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris
24-27 September 2012.
Chen J. et al, On the phase compositions of fuel Crud formed in PWRs using SG tubing materials
of Alloy 600 and 690, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012.
Choi S., 2012 Steam Generator Secondary Side Management Conference, Atlanta, USA,
September 11-13, 2012.
Corrieu J-M. et al, Cleaning of dirtied heat exchanger by a new process using foam, Nuclear Plant
Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Coss C. et al, Enriched Boric Acid as an optimized neutron absorber in the EPR primary coolant,
Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Cowan R and Garcia S., The role of Noble Metal Addition Methods on BWR Shutdown Dose
Rates, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Damerval F. et al, Depressurized pipes decontamination by using recirculation foam, Nuclear
Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Delaunay S. et al, Prediction of sulphur speciation in the secondary circuit conditions - Influence
of magnetite and hydrazine at 275C, Nuclear Plant Chemistry Conference, NPC 2012, SFEN,
Paris 24-27 September 2012.
Dickinson S. et al, Solubility of Chromium (III oxide and metal chromates: development of
MULTEQ models, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
10-1(10-7)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Ferrer A. et al, Modelling of crud growth phenomena on PWR fuel rods under nucleate boiling
conditions, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Fruzzetti K., Feed Water Iron Transport during PWR (and BWR) Start-ups, Steam Generator
Secondary Side Management Conference, Atlanta, USA, September 11-13, 2012a.
Fruzzetti K., Dispersant Application during Long-Path Recirculation, Steam Generator Secondary
Side Management Conference, Atlanta, USA, September 11-13, 2012b.
Fruzzetti K. et al, Experience with dispersant application: long path recirculation cleanup trial at
Byron 1 during spring 2011 and online addition update, Nuclear Plant Chemistry Conference,
NPC 2012, SFEN, Paris 24-27 September 2012.
Garcia S., Gianelli J. and Jarvis M., Advances in BWR Chemistry, Nuclear Plant Chemistry
Conference, NPC 2012, SFEN, Paris 24-27 September 2012a.
Garcia S. et al, Measurement of percent hydrogen in the Mechanical Vacuum Pump gas stream
during BWR Start-up, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012b.
Gressier F. et al, EDF PWRs primary coolant purification strategy, Nuclear Plant Chemistry
Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Gorman J., Historical Review of Important Experiences Related to Secondary Side Degradation in
PWR Steam Generators, Steam Generator Secondary Side Management Conference, Atlanta,
USA, September 11-13, 2012.
Guerra P. et al, Mechanical and chemical cleaning of the tube bundles of the MSR of NPP,
Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Guillodo M. et al, Experimental study of deposit formation in secondary side SG TSP by
electrokinetic approach, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012.
Guinard L., Ranchoux G. and Dacquait F., Characterisation of Contamination: French analysis of
International EMECC Campaigns, Nuclear Plant Chemistry Conference, NPC 2012, SFEN,
Paris 24-27 September 2012.
Guoping Ma et al, Primary Water Chemistry Control during a planned outage at Bruce Power,
Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Gustafsson C. et al, The influence of Fe and Zn addition upon radioactivity build-up in BWR system
piping, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Harris W., Developments in Technology and Processes for Inspecting the Secondary Side of Steam
Generator with Remote Visual Inspection Tooling, Steam Generator Secondary Side
Management Conference, Atlanta, USA, September 11-13, 2012.
Hayakawa H. et al, Effects of zinc injection from Hot functional test at Tomari Unit 3, Nuclear
Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Henshaw J. et al, Modelling activity transport behaviour in PWR plant, Nuclear Plant Chemistry
Conference, NPC 2012, SFEN, Paris 24-27 September 2012a.
Henshaw et al, Application of version 3.1 of EPRI BWR Radiolysis model, Nuclear Plant
Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012b.
Henshaw et al, Modelling zinc behaviour in PWR plant, Nuclear Plant Chemistry Conference,
NPC 2012, SFEN, Paris 24-27 September 2012c.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
10-2(10-7)
KEY EMERGING ISSUES AND RECENT PROGRESS RELATED TO PLANT CHEMISTRY/CORROSION
Hisamane K. et al, Study on a corrosion products behaviour with zinc injection in PWR primary
circuit based on the crud investigation in actual plant, Nuclear Plant Chemistry Conference,
NPC 2012, SFEN, Paris 24-27 September 2012.
Hoffmann P-B. et al, Autoclave testing on Zirconium Alloy Materials, Nuclear Plant Chemistry
Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
HSE, ND Division 1 Project Assessment Report 61-2010 Open Government Status: Fully Open
from Health and Safety Executive HM Nuclear Installations Inspectorate, 2010.
Ito T. et al, Development of a suppression method for deposition of radioactive cobalt after
chemical decontamination, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 2427 September 2012.
Jones D. AREVA Experience with Preventative Chemical Cleaning DMT Applications 2009
2012, Steam Generator Secondary Side Management Conference, Atlanta, USA, September 1113, 2012.
Jouvet F. et al, Boron analyses in the RCS of French PWR by acid-base titration [B] and ICP-MS
(10B atomic %): key to NPP safety, Nuclear Plant Chemistry Conference, NPC 2012, SFEN,
Paris 24-27 September 2012.
Kanzaki M. et al, The effect of surface treatment on reducing the metal the metal release from NiBase Alloy in high Temperature water, Nuclear Plant Chemistry Conference, NPC 2012,
SFEN, Paris 24-27 September 2012.
Kawamura H., Effect of low DH Concentration on Crud Deposition on heated Zircaloy-4 in
Simulated PWR Primary Water, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris
24-27 September 2012.
Kim Young-Jin et al, Effect of variations on Corrosion of Zr-Alloys for BWR Applications,
Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Klimas S., Some Recent Advancements in Steam Generator Secondary Side Work at AELC Chalk
River Laboratories, Steam Generator Secondary Side Management Conference, Atlanta, USA,
September 11-13, 2012.
Knapp et al, Radiation-Induced corrosion of 316L Stainless Steel and Carbon Steel, Nuclear Plant
Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Kreider M., Development of an Empirical Model for Predicting Tube-Support Plate Blockage in
Recirculating PWR Steam Generators, Steam Generator Secondary Side Management
Conference, Atlanta, USA, September 11-13, 2012.
Labousse M. Dforge D. et al, Optimization of dissolved Hydrogen level in PWR to mitigate
Stress Corrosion Cracking of nickel alloys. Bibliographic review, modelling and
recommendations, Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27
September 2012.
Lebedev N. et al, Development and application of the ultrasonic technologies in nuclear engineering,
Nuclear Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Le Calvar M. et al, Effect of water chemistry on deposition for PWR plant operation, Nuclear
Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Le Meur G.et al, Zinc injection on the EDF fleet monitoring the injection on 12 units, Nuclear
Plant Chemistry Conference, NPC 2012, SFEN, Paris 24-27 September 2012.
Copyright Advanced Nuclear Technology International Europe AB, ANT International et al, 2012.
10-3(10-7)
Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Health and Safety in ExcavationsDocument65 pagesHealth and Safety in Excavationsthirupathi9966Pas encore d'évaluation
- Navodila enDocument14 pagesNavodila enAdis SaracPas encore d'évaluation
- Fulltext01 PDFDocument47 pagesFulltext01 PDFphotongan mhanjangPas encore d'évaluation
- Iron TransformationDocument13 pagesIron Transformationmini2018Pas encore d'évaluation
- PDFDocument18 pagesPDFmini2018Pas encore d'évaluation
- Tao Et Al-2016-Journal of Geophysical Research AtmospheresDocument12 pagesTao Et Al-2016-Journal of Geophysical Research Atmospheresmini2018Pas encore d'évaluation
- Optimization of Maputo Power Plant: Armando AbacarDocument43 pagesOptimization of Maputo Power Plant: Armando Abacarmini2018Pas encore d'évaluation
- Study Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation SystemDocument58 pagesStudy Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation Systemmini2018100% (1)
- 1981096Document12 pages1981096mini2018Pas encore d'évaluation
- E PFbSteamateNASeries enDocument2 pagesE PFbSteamateNASeries enmini2018Pas encore d'évaluation
- 7.5 Reactions of Carboxylic Acids and AminesDocument3 pages7.5 Reactions of Carboxylic Acids and Aminesmini2018Pas encore d'évaluation
- UnlockedDocument21 pagesUnlockedmini2018Pas encore d'évaluation
- The Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - UnlockedDocument7 pagesThe Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - Unlockedmini2018Pas encore d'évaluation
- TheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFDocument8 pagesTheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFmini2018Pas encore d'évaluation
- Calbiochem BuffersDocument38 pagesCalbiochem BuffersLorraine MalaspinaPas encore d'évaluation
- Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedDocument15 pagesEvaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedmini2018Pas encore d'évaluation
- Strategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - UnlockedDocument5 pagesStrategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - Unlockedmini2018Pas encore d'évaluation
- Evaluation of Solution and Rheological Properties For Hydro 2017 Egyptian JoDocument7 pagesEvaluation of Solution and Rheological Properties For Hydro 2017 Egyptian Jomini2018Pas encore d'évaluation
- Minutes 2015Document100 pagesMinutes 2015mini2018Pas encore d'évaluation
- Solubility of Inorganic Compounds PDFDocument6 pagesSolubility of Inorganic Compounds PDFPablo Ignacio Santiagos HeviaPas encore d'évaluation
- Electrical Conductivity of Aqueous SolutionsDocument1 pageElectrical Conductivity of Aqueous SolutionslaughingalirezaPas encore d'évaluation
- Effect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater TubesDocument3 pagesEffect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater Tubesmini2018Pas encore d'évaluation
- Chemistry of Salts in Aqueous Solutions: Applications, Experiments, and TheoryDocument16 pagesChemistry of Salts in Aqueous Solutions: Applications, Experiments, and Theorymini2018Pas encore d'évaluation
- Atomic Properties of The Elements TableDocument1 pageAtomic Properties of The Elements TableMaahiPas encore d'évaluation
- NPCDocument29 pagesNPCMarcTimPas encore d'évaluation
- Oxygen - Problems and Solutions in ElectrochemistryDocument85 pagesOxygen - Problems and Solutions in Electrochemistrymini2018Pas encore d'évaluation
- Oiler Chemical Cleaning TechniquesDocument135 pagesOiler Chemical Cleaning Techniquesmini2018Pas encore d'évaluation
- Investigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water ApplicationsDocument12 pagesInvestigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water Applicationsmini2018Pas encore d'évaluation
- Bankiewicz DorotaDocument73 pagesBankiewicz Dorotamini2018Pas encore d'évaluation
- Wyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) PrograDocument32 pagesWyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) Programini2018Pas encore d'évaluation
- Superheater Tube From Boiler - Metallurgical Technologies, Inc.Document9 pagesSuperheater Tube From Boiler - Metallurgical Technologies, Inc.mini2018Pas encore d'évaluation
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocument18 pagesPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Pas encore d'évaluation
- 02 - Establishing Background Levels - EPA - 1995Document7 pages02 - Establishing Background Levels - EPA - 1995JessikaPas encore d'évaluation
- Lesson PlanDocument3 pagesLesson PlanAaron JordanPas encore d'évaluation
- 2.introduction To Open Hole LoggingDocument2 pages2.introduction To Open Hole LoggingFaraj NabiyevPas encore d'évaluation
- Product Manual Change Summary: The Folowing Changes Are Included in This AmendmentDocument200 pagesProduct Manual Change Summary: The Folowing Changes Are Included in This Amendmentsernafe100% (1)
- Stormwater HydrologyDocument124 pagesStormwater HydrologyDr. Akepati Sivarami Reddy100% (4)
- Earth ScienceDocument41 pagesEarth ScienceOmar EssamPas encore d'évaluation
- L330e 06Document14 pagesL330e 06Carlos Alberto Baptista100% (1)
- PrinsaDocument222 pagesPrinsaJohn Eugene FernandezPas encore d'évaluation
- Protec Small Hydro Turbine SelectionDocument14 pagesProtec Small Hydro Turbine SelectionJom BonhayagPas encore d'évaluation
- River Rules 2012Document3 pagesRiver Rules 2012bigrjsPas encore d'évaluation
- Pig Farming: by Mr. Olorunlagba YomiDocument22 pagesPig Farming: by Mr. Olorunlagba YomiAbe AkinolaPas encore d'évaluation
- Assignment - 1 Riya Varshney (192109206) HousingDocument46 pagesAssignment - 1 Riya Varshney (192109206) HousingRiya VarshneyPas encore d'évaluation
- Boiler Water BasicsDocument63 pagesBoiler Water BasicsTin Aung Kyi100% (4)
- 2015 Eagle Drainage Design Standards PDFDocument21 pages2015 Eagle Drainage Design Standards PDFNabil AhmedPas encore d'évaluation
- Daily Gantt Chart Template: Landscaping and Pond Installation John Smith 02-May-20 27-May-20Document3 pagesDaily Gantt Chart Template: Landscaping and Pond Installation John Smith 02-May-20 27-May-20Gunjan PandeyPas encore d'évaluation
- Pidato Jokowi Apec Ceo Summit 2014Document3 pagesPidato Jokowi Apec Ceo Summit 2014Ibi Yulia SetyaniPas encore d'évaluation
- Pollution PPT 090720025050 Phpapp02Document31 pagesPollution PPT 090720025050 Phpapp02anmolPas encore d'évaluation
- Bri OnesDocument12 pagesBri OnesOlan MalazzabPas encore d'évaluation
- OFITE Filter Press With CO2 Assembly 140-30Document19 pagesOFITE Filter Press With CO2 Assembly 140-30HenryPas encore d'évaluation
- Biosand Filters For Household Wastewater Treatment: April 2023Document20 pagesBiosand Filters For Household Wastewater Treatment: April 2023MichaelPas encore d'évaluation
- Desalt Dpu 2 36 C Series 2 StageDocument4 pagesDesalt Dpu 2 36 C Series 2 StageKamran AleemPas encore d'évaluation
- Wastewater Code of PracticeDocument150 pagesWastewater Code of PracticerealdarossPas encore d'évaluation
- Master Plan 2031 DetailDocument104 pagesMaster Plan 2031 Detailimabhinav19738Pas encore d'évaluation
- Corrosion and Protection of Submarine Metal Components in SeawaterDocument4 pagesCorrosion and Protection of Submarine Metal Components in SeawaterSamuel GarciaPas encore d'évaluation
- Hot Dip GalvanizingDocument24 pagesHot Dip GalvanizingKarthikeyan MuniaswamyPas encore d'évaluation
- The Story of A RiverDocument4 pagesThe Story of A Riveramarpal07Pas encore d'évaluation
- Introduction To Permaculture PDFDocument155 pagesIntroduction To Permaculture PDFSuprvreidPas encore d'évaluation
- K-2 Lesson Plan-2Document11 pagesK-2 Lesson Plan-2Ramz RioferioPas encore d'évaluation