Vous aimerez peut-être aussi
- Indice Proyecto de Inversión PrivadaDocument5 pagesIndice Proyecto de Inversión PrivadaDanilo Fujitsu Morales VargasPas encore d'évaluation
- Ventajas CompetitivasDocument6 pagesVentajas CompetitivasCamerin DiazPas encore d'évaluation
- Planeamiento y Dirección Estratégica en Leche GloriaDocument36 pagesPlaneamiento y Dirección Estratégica en Leche GloriaCamerin DiazPas encore d'évaluation
- 1) Métodos Cuantitativos: Planeamiento Y Control de La Producción Ingeniería Industrial-Fiia-UnasamDocument12 pages1) Métodos Cuantitativos: Planeamiento Y Control de La Producción Ingeniería Industrial-Fiia-UnasamCamerin DiazPas encore d'évaluation
- Coobit 4.0Document10 pagesCoobit 4.0Camerin DiazPas encore d'évaluation
- Definición: 2. Objetivos Del MRPDocument7 pagesDefinición: 2. Objetivos Del MRPCamerin DiazPas encore d'évaluation
- Como Establecer Una Empresa en El PeruDocument6 pagesComo Establecer Una Empresa en El PeruGianfranco Carbajal GuerraPas encore d'évaluation
- Ventajas CompetitivasDocument1 pageVentajas CompetitivasCamerin DiazPas encore d'évaluation
- Coobit 4.0Document10 pagesCoobit 4.0Camerin DiazPas encore d'évaluation
- Logística y procesos de Gloria S.A. para la elaboración y distribución de leche evaporadaDocument8 pagesLogística y procesos de Gloria S.A. para la elaboración y distribución de leche evaporadaRonal Ivàn Ramos Vàsquez100% (1)
- Sistemas de InventariosDocument12 pagesSistemas de Inventariosjats_zPas encore d'évaluation
- Modelos determinísticos de inventariosDocument8 pagesModelos determinísticos de inventariosCamerin DiazPas encore d'évaluation
- Ejemplo Estudio RULADocument9 pagesEjemplo Estudio RULACamerin DiazPas encore d'évaluation
- Sistemas de InformacionDocument5 pagesSistemas de InformacionCamerin DiazPas encore d'évaluation
- Ageup Celulas ABCDocument8 pagesAgeup Celulas ABCOliverPosadaDíazPas encore d'évaluation
- Panorama Biblico en 12 SimbolosDocument26 pagesPanorama Biblico en 12 SimbolosCamerin DiazPas encore d'évaluation
- ProblemasDocument2 pagesProblemasJoseMedcPas encore d'évaluation
- Boletin Solido Norte Marzo AbrilDocument4 pagesBoletin Solido Norte Marzo AbrilCamerin DiazPas encore d'évaluation
- Conociendo la historia y misión de CIEE como movimiento estudiantil globalDocument3 pagesConociendo la historia y misión de CIEE como movimiento estudiantil globalCamerin DiazPas encore d'évaluation
- Tema3 ProcesosConformadoFrio MaterialesMetalicos PDFDocument52 pagesTema3 ProcesosConformadoFrio MaterialesMetalicos PDFMaximo RomeroPas encore d'évaluation
- Problemas Resueltos de Programación LinealDocument50 pagesProblemas Resueltos de Programación LinealRicardo AriasPas encore d'évaluation
- Ejercicios de productividadDocument2 pagesEjercicios de productividadCamerin DiazPas encore d'évaluation
- 7 Flechas MarcadorDocument1 page7 Flechas MarcadorCamerin DiazPas encore d'évaluation
- El Unico Dios VerdaderoDocument113 pagesEl Unico Dios VerdaderoLa Misión Artios100% (2)
- Ejercicios Resueltos Programacion LinealDocument50 pagesEjercicios Resueltos Programacion LinealNcho Nunez88% (8)
- Análisis Matemático - 2da Edición - Tom Apostol PDFDocument305 pagesAnálisis Matemático - 2da Edición - Tom Apostol PDFBryan LMPas encore d'évaluation
- Manual Sem 3 Metodo IDocument13 pagesManual Sem 3 Metodo ICamerin DiazPas encore d'évaluation
- Análisis Matemático - 2da Edición - Tom Apostol PDFDocument305 pagesAnálisis Matemático - 2da Edición - Tom Apostol PDFBryan LMPas encore d'évaluation
- Taller 1 Materiales de La ConstrucciónDocument4 pagesTaller 1 Materiales de La ConstrucciónSebastianRamirezgarciaPas encore d'évaluation
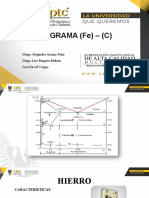
- Diagrama de fases Fe-C: Características de la ferrita, cementita, perlita y austenitaDocument14 pagesDiagrama de fases Fe-C: Características de la ferrita, cementita, perlita y austenitaDiego RaquiraPas encore d'évaluation
- Frio Solo LGDocument2 pagesFrio Solo LGMarlon BardalesPas encore d'évaluation
- Problema de Ciclos de RefrgeracionDocument5 pagesProblema de Ciclos de RefrgeracionAlejandro BriceñoPas encore d'évaluation
- Problemas Resueltos RM1Document15 pagesProblemas Resueltos RM1ROYPas encore d'évaluation
- 03.01. Metrado Estructura GLORIETA - PLAZA ASCENSIONDocument7 pages03.01. Metrado Estructura GLORIETA - PLAZA ASCENSIONEspejo Riveros LuisPas encore d'évaluation
- Ficha BioclimaticaDocument3 pagesFicha BioclimaticarosmeryPas encore d'évaluation
- Criterios para El Diseño de MezclaDocument20 pagesCriterios para El Diseño de MezclaGiovana Jessica Blas OcedaPas encore d'évaluation
- FICHA TECNICA RINO - Luminarias Rino Palazzoli ConvencionalesDocument2 pagesFICHA TECNICA RINO - Luminarias Rino Palazzoli ConvencionalesZuli VívnesPas encore d'évaluation
- Ejercicio Estrés TermicoDocument7 pagesEjercicio Estrés TermicoCarA7XPas encore d'évaluation
- Column AsDocument6 pagesColumn Asdoris muñozPas encore d'évaluation
- España: SubcontrataciónDocument1 pageEspaña: SubcontrataciónRolan RamírezPas encore d'évaluation
- Lab1 MsubDocument14 pagesLab1 Msubrich almightyPas encore d'évaluation
- LISTA DE PRECIOS LEDS 19 Noviembre Al 15 DiciembreDocument11 pagesLISTA DE PRECIOS LEDS 19 Noviembre Al 15 DiciembreRafael Parra LisarazoPas encore d'évaluation
- Obras que han usado Fibraplas ConcreteDocument4 pagesObras que han usado Fibraplas ConcreteJohan Manuel AvellanedaPas encore d'évaluation
- Agregados y AglomerantesDocument24 pagesAgregados y Aglomerantesjean francoPas encore d'évaluation
- EXCEL-calculo de ZapatasDocument4 pagesEXCEL-calculo de ZapatasRuben Cordero CudeñaPas encore d'évaluation
- Materiales No Metalicos Plasticos Petreos y Ceramicos 214 Diap.Document214 pagesMateriales No Metalicos Plasticos Petreos y Ceramicos 214 Diap.sergio_choqquePas encore d'évaluation
- AnexoxDocument2 pagesAnexoxMich HuaynocaPas encore d'évaluation
- Cubierta para TechosDocument21 pagesCubierta para TechosLichi HerrerosPas encore d'évaluation
- Apuntes de DurezaDocument17 pagesApuntes de DurezarisegraPas encore d'évaluation
- Memoria Descriptiva DafDocument2 pagesMemoria Descriptiva DafalfonsolarcoPas encore d'évaluation
- Cuadro - Condiciones de CimentaciónDocument2 pagesCuadro - Condiciones de CimentaciónHelms Kennedy Rodríguez VenegasPas encore d'évaluation
- Pets Oc 13 Tarrajeo de MurosDocument2 pagesPets Oc 13 Tarrajeo de MurosHoracio Segura AbantoPas encore d'évaluation
- Declaraciones Junio 2023Document90 pagesDeclaraciones Junio 2023NICOLAS RAMIREZPas encore d'évaluation
- ACU CAMBIO DE TECHO 04-03-2024 Segun NUEVA ESPERANZADocument7 pagesACU CAMBIO DE TECHO 04-03-2024 Segun NUEVA ESPERANZAJose Fernando Mendocilla IbañezPas encore d'évaluation
- Tds BR Terramesh Verde 10x12 2 7mm g4r P Rev02 Feb17 SPDocument1 pageTds BR Terramesh Verde 10x12 2 7mm g4r P Rev02 Feb17 SPRuddy EspejoPas encore d'évaluation
- Diseno LRFD Cimentaciones Superficiales ICGDocument39 pagesDiseno LRFD Cimentaciones Superficiales ICGMarco BellidoPas encore d'évaluation
- HT 9.2 - Convección Forzada InternaDocument1 pageHT 9.2 - Convección Forzada InternaDiegoChonilloPas encore d'évaluation
- Plásticos: Introducción A LosDocument22 pagesPlásticos: Introducción A Losnieves60Pas encore d'évaluation