Vous aimerez peut-être aussi
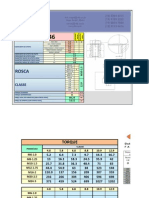
- Torque ValuesDocument1 pageTorque Valuesakhilsyam21Pas encore d'évaluation
- Torque GuideDocument1 pageTorque GuideAlvinHoPas encore d'évaluation
- Torque Value For FastenersDocument1 pageTorque Value For Fastenersboracul2kPas encore d'évaluation
- ICEF2006-1566 PistonFriction Mahle-Brasil 2006Document7 pagesICEF2006-1566 PistonFriction Mahle-Brasil 2006Bogdan NeagoePas encore d'évaluation
- Mahindra StandardDocument6 pagesMahindra StandardSuresh Shinde67% (3)
- Torque Tension ControlDocument5 pagesTorque Tension ControlLéia FernandesPas encore d'évaluation
- Torque CalculatorDocument2 pagesTorque CalculatorDanhHoPas encore d'évaluation
- Bevel Gear PaperDocument6 pagesBevel Gear PaperIsmail IbrahimPas encore d'évaluation
- 01 - 50 - 912 - BDocument27 pages01 - 50 - 912 - Bh_eijy2743Pas encore d'évaluation
- 3012en PDFDocument560 pages3012en PDFmgualdiPas encore d'évaluation
- Bolted Connections: 1.1 Range and Class of The Screw FastenersDocument8 pagesBolted Connections: 1.1 Range and Class of The Screw FastenersksPas encore d'évaluation
- PDFDocument9 pagesPDFTimmyJuriPas encore d'évaluation
- Fasteners To AISC and BS449Document11 pagesFasteners To AISC and BS449bgmenotmanPas encore d'évaluation
- VDI2230 Review Design GuidelineDocument15 pagesVDI2230 Review Design GuidelinebreeeeezzzzzePas encore d'évaluation
- Steel BS Parameter PDFDocument8 pagesSteel BS Parameter PDFdpkPas encore d'évaluation
- TSB1503G 9 P 1 PDFDocument18 pagesTSB1503G 9 P 1 PDFHatada Felipe100% (1)
- Mechanical Seals Optimization DesignDocument8 pagesMechanical Seals Optimization DesigneduardogcarvalhoPas encore d'évaluation
- OPTIMIZATION IN MECHANICAL SEAL DESIGN FOR API 682 CATEGORY 1 APPLICATIONS Ijariie1505 PDFDocument8 pagesOPTIMIZATION IN MECHANICAL SEAL DESIGN FOR API 682 CATEGORY 1 APPLICATIONS Ijariie1505 PDFChetan The game changerPas encore d'évaluation
- Analysis of Bolt TorquingDocument7 pagesAnalysis of Bolt TorquingAlessandro Serafini100% (1)
- JisDocument23 pagesJisĐào_hải_10100% (1)
- Maryland Metrics Acabado SuperficialDocument1 pageMaryland Metrics Acabado SuperficialalviarezalvarezPas encore d'évaluation
- Resistance Spot Welding Parameters Optimal Selection For Automotive Steel PlateDocument6 pagesResistance Spot Welding Parameters Optimal Selection For Automotive Steel PlateMahmoud SingerPas encore d'évaluation
- Indian Codes - Concrete Design PerDocument7 pagesIndian Codes - Concrete Design Peribrahim100% (1)
- Is 10143 1995Document23 pagesIs 10143 1995Arjuna ReddyPas encore d'évaluation
- Calculo de Torque X Forca AxialDocument4 pagesCalculo de Torque X Forca Axialmajonas77Pas encore d'évaluation
- Informative Annex 2 - Surface FinishDocument10 pagesInformative Annex 2 - Surface FinishzaheerPas encore d'évaluation
- Chassis ModificationDocument46 pagesChassis ModificationJawahar Raj0% (1)
- Mounting Instruction For M254 Package (V-Series Dualxt Module)Document9 pagesMounting Instruction For M254 Package (V-Series Dualxt Module)Manikanta SwamyPas encore d'évaluation
- 4.2. Consumable Consumption and Welding Time 4.2.1 Calculation of Electrode ConsumptionDocument9 pages4.2. Consumable Consumption and Welding Time 4.2.1 Calculation of Electrode ConsumptionNejat Ababay50% (2)
- An Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsDocument14 pagesAn Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsRadhe shamPas encore d'évaluation
- 07 Assembly HP - ENDocument67 pages07 Assembly HP - ENandersson benito herreraPas encore d'évaluation
- 07 Assembly CS - ENDocument90 pages07 Assembly CS - ENandersson benito herreraPas encore d'évaluation
- TSB1503G 9 P 1Document18 pagesTSB1503G 9 P 1kk_pammu_915176926Pas encore d'évaluation
- SF 0010 0 Metco 320NS PDFDocument8 pagesSF 0010 0 Metco 320NS PDFMehdi KoneshlouPas encore d'évaluation
- XV 1700 Supplement Service Manual (ENG) 2002-2003Document36 pagesXV 1700 Supplement Service Manual (ENG) 2002-2003broddie1230% (1)
- AA01042A Fisura Horse CollarDocument5 pagesAA01042A Fisura Horse CollarSebastiánRodrigoPérezHenríquezPas encore d'évaluation
- Design of Machine Members - IDocument8 pagesDesign of Machine Members - IPradeepkumarKatgiPas encore d'évaluation
- Is 1367 Part 8Document24 pagesIs 1367 Part 8Otavio1230% (2)
- Belt Conveyor Pulley DesignDocument11 pagesBelt Conveyor Pulley Designthakur_raghab100% (1)
- Is 14394 1996 PDFDocument10 pagesIs 14394 1996 PDFSantosh KumarPas encore d'évaluation
- 20ME0314 - Design of Machine Elements-IDocument7 pages20ME0314 - Design of Machine Elements-IAbdalmalek ShamsanPas encore d'évaluation
- 07 Assembly CP - ENDocument104 pages07 Assembly CP - ENandersson benito herreraPas encore d'évaluation
- Analysis On The Effect of Machining Parameters On MRR Using Different CoolantsDocument5 pagesAnalysis On The Effect of Machining Parameters On MRR Using Different Coolantsnavabnavab786Pas encore d'évaluation
- Optimization of Minimum Quantity Lubricant (MQL) Conditions in Milling of Mild SteelDocument6 pagesOptimization of Minimum Quantity Lubricant (MQL) Conditions in Milling of Mild SteelputtaPas encore d'évaluation
- Torque Vs Tension Interpretation Instructions Rev 6Document25 pagesTorque Vs Tension Interpretation Instructions Rev 6Kurt Kandora MontronePas encore d'évaluation
- PS 1804 (S)Document19 pagesPS 1804 (S)dzilioPas encore d'évaluation
- Presentation Coupler SystemDocument21 pagesPresentation Coupler SystemPralhad Kore100% (1)
- GMW 8-2008Document9 pagesGMW 8-2008Clauco Tiago Seno RoquePas encore d'évaluation
- ASME Section III Fatigue Calc ML093360330Document29 pagesASME Section III Fatigue Calc ML093360330Paldex100% (1)
- DIN 3990 MDesign 2016 Esempio Spur Gear, Gear RackDocument17 pagesDIN 3990 MDesign 2016 Esempio Spur Gear, Gear RackmgualdiPas encore d'évaluation
- IJAME - March 2018 - Vol. 15 Issue 1Document16 pagesIJAME - March 2018 - Vol. 15 Issue 1SATYAJITPas encore d'évaluation
- Winsem2015 16 Cp0409 20 Jan 2016 Rm01 Amt Unit I Question BankDocument5 pagesWinsem2015 16 Cp0409 20 Jan 2016 Rm01 Amt Unit I Question BankAnit JainPas encore d'évaluation
- 2004 - 2011 RX-8 Bodyshop Manual: General Information Construction Panel ReplacementDocument111 pages2004 - 2011 RX-8 Bodyshop Manual: General Information Construction Panel ReplacementTien Dung HoPas encore d'évaluation
- MAST CalculationDocument20 pagesMAST Calculationshamir_ahmedabad100% (2)
- Fe Analysis of Rotor Assembly: Document No: Ch/Report/Drm/109/2016-17Document37 pagesFe Analysis of Rotor Assembly: Document No: Ch/Report/Drm/109/2016-17Nishit KhuntPas encore d'évaluation
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Dynamic Damage and FragmentationD'EverandDynamic Damage and FragmentationDavid Edward LambertPas encore d'évaluation
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDocument1 pageChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanPas encore d'évaluation
- Clearance CalculationDocument12 pagesClearance CalculationshazanPas encore d'évaluation
- Weld CalculationsDocument12 pagesWeld Calculationshakr5100% (1)
- Flange Details & DrawingsDocument338 pagesFlange Details & DrawingsshazanPas encore d'évaluation
- Bolt Torque Calculations 1 PDFDocument1 pageBolt Torque Calculations 1 PDFshazanPas encore d'évaluation
- Bolt Torque Calculations 1 PDFDocument1 pageBolt Torque Calculations 1 PDFshazanPas encore d'évaluation
- Bolt Torque Calculations 1 PDFDocument1 pageBolt Torque Calculations 1 PDFshazanPas encore d'évaluation
- Training Course ASMEDocument2 pagesTraining Course ASMEshazan100% (1)
- Seismic Calculation IS 1893 - RSMDocument3 pagesSeismic Calculation IS 1893 - RSMshazanPas encore d'évaluation
- U Stamp - KK Form - SampleDocument5 pagesU Stamp - KK Form - SampleshazanPas encore d'évaluation
- Tailing Lug - 173004-05Document1 pageTailing Lug - 173004-05shazan100% (1)
- Welding EngineeringDocument1 pageWelding EngineeringshazanPas encore d'évaluation
- Welding GuidelineDocument1 pageWelding GuidelineshazanPas encore d'évaluation
- IBR Design Calculations - FinalDocument6 pagesIBR Design Calculations - Finalshazan100% (1)
- Drawing Pressure VesselDocument1 pageDrawing Pressure VesselshazanPas encore d'évaluation
- Tailing Lug - 173004-05Document1 pageTailing Lug - 173004-05shazan100% (1)
- Bolt Torque CalculationDocument3 pagesBolt Torque Calculationshazan100% (1)
- Saddle Stresses On Shell During Transportation: Equipment NoDocument5 pagesSaddle Stresses On Shell During Transportation: Equipment NoshazanPas encore d'évaluation
- Design Planning ScheduleDocument2 pagesDesign Planning ScheduleshazanPas encore d'évaluation