Vous aimerez peut-être aussi
- Modos Gregos – Curso completo sobre os sete modos gregosDocument38 pagesModos Gregos – Curso completo sobre os sete modos gregosAlan Barroso81% (16)
- Curso LIBRAS Pedagogia UNIESPDocument62 pagesCurso LIBRAS Pedagogia UNIESPJoyce Leon81% (59)
- Atestado de EscolaridadeDocument1 pageAtestado de EscolaridadeMurillo Falcão56% (9)
- Relatório Técnico em Mecânica Altair Conto MendesDocument30 pagesRelatório Técnico em Mecânica Altair Conto MendesMarcos AntunesPas encore d'évaluation
- Tabelas de Campos HarmônicosDocument1 pageTabelas de Campos HarmônicosAmanda Felix100% (1)
- Índice de Aulas Do Curso Online de Filosofia (COF)Document13 pagesÍndice de Aulas Do Curso Online de Filosofia (COF)Jorge MallmannPas encore d'évaluation
- A excelência da castidade e a vigilância contra maus pensamentosDocument17 pagesA excelência da castidade e a vigilância contra maus pensamentosMarcos AntunesPas encore d'évaluation
- .Estudo Avaliaçãoda AprendizagemDocument5 pages.Estudo Avaliaçãoda AprendizagemMarceloDantasMascarenhasPas encore d'évaluation
- Texto Embaralhado - Planos de Aula - Fundamental - UOL EducaçãoDocument2 pagesTexto Embaralhado - Planos de Aula - Fundamental - UOL EducaçãoBruno BertoluciPas encore d'évaluation
- Lei dos Senos e Cossenos em TriângulosDocument25 pagesLei dos Senos e Cossenos em TriângulosRaphael MartinsPas encore d'évaluation
- Patches para Zoom g1 NextDocument13 pagesPatches para Zoom g1 NextJoão Filipe Silva CostaPas encore d'évaluation
- Patches Doc 2-Zoom-G1 PDFDocument4 pagesPatches Doc 2-Zoom-G1 PDFMarcos Antunes100% (1)
- Noções de Hidráulica e ManutençãoDocument82 pagesNoções de Hidráulica e ManutençãoJailson DantasPas encore d'évaluation
- Mini DicionarioDocument9 pagesMini DicionarioVioleiros CcbPas encore d'évaluation
- Processo de obtenção do alumínio a partir da bauxitaDocument54 pagesProcesso de obtenção do alumínio a partir da bauxitaMarcos AntunesPas encore d'évaluation
- TCC I Engenharia de ProduçãoDocument11 pagesTCC I Engenharia de ProduçãoMarcos AntunesPas encore d'évaluation
- Fabricio 28 08Document104 pagesFabricio 28 08Marcos AntunesPas encore d'évaluation
- Aumento Da Produtividade Na Manutenção Dos Tubos Do Aquecedor de Caldeiras AquotubularDocument17 pagesAumento Da Produtividade Na Manutenção Dos Tubos Do Aquecedor de Caldeiras AquotubularMarcos AntunesPas encore d'évaluation
- Funções do Departamento PessoalDocument27 pagesFunções do Departamento PessoalMarcos AntunesPas encore d'évaluation
- Manual Do Estagiario Atualizado 03-02-2016Document26 pagesManual Do Estagiario Atualizado 03-02-2016Marcos AntunesPas encore d'évaluation
- Mistério Do TerçoDocument1 pageMistério Do TerçoMarcos AntunesPas encore d'évaluation
- Reina Sobre Nós PDFDocument1 pageReina Sobre Nós PDFMarcos AntunesPas encore d'évaluation
- Curriculo Vitae - José Carlos Fernandes Dos SantosDocument1 pageCurriculo Vitae - José Carlos Fernandes Dos SantosMarcos AntunesPas encore d'évaluation
- Mini DicionarioDocument9 pagesMini DicionarioVioleiros CcbPas encore d'évaluation
- Formação das principais escalas na guitarraDocument4 pagesFormação das principais escalas na guitarraArtur Henrique BertagliaPas encore d'évaluation
- Modos Na RaizDocument1 pageModos Na RaizMarcos AntunesPas encore d'évaluation
- Dicionário de acordes para viola caipiraDocument17 pagesDicionário de acordes para viola caipiraRobson RobertoPas encore d'évaluation
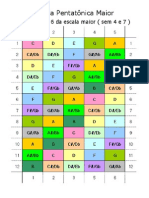
- Escala Pentatônica MaiorDocument1 pageEscala Pentatônica MaiorMarcos AntunesPas encore d'évaluation
- Os 10 exercícios do pensadorDocument15 pagesOs 10 exercícios do pensadorJúnior ElizukiPas encore d'évaluation
- Guia para Começar A MeditarDocument5 pagesGuia para Começar A MeditarcarlaPas encore d'évaluation
- Projeto de Intervenção Na Gravidez Precoce 2Document5 pagesProjeto de Intervenção Na Gravidez Precoce 2Rosalina Lurdes BedinPas encore d'évaluation
- Trabalho de FilosofiaDocument5 pagesTrabalho de FilosofiaEloah NormandioPas encore d'évaluation
- Plano Ensino Computaçao Natural 2023 2Document3 pagesPlano Ensino Computaçao Natural 2023 2João BorgesPas encore d'évaluation
- Paulo Olavo CunhaDocument3 pagesPaulo Olavo CunhaNilza Fonseca PintoPas encore d'évaluation
- PDF PDF TD Simulado 02 AdrianaDocument10 pagesPDF PDF TD Simulado 02 AdrianaLacre MatemáticoPas encore d'évaluation
- Aula de Redação Colorido Retrô Verde Apresentação - 20231030 - 072533 - 0000Document21 pagesAula de Redação Colorido Retrô Verde Apresentação - 20231030 - 072533 - 0000Isabel Profa IsabelPas encore d'évaluation
- Parte C: Diário Da República, 2. SérieDocument2 pagesParte C: Diário Da República, 2. SériePeixePTPas encore d'évaluation
- GABlistaoperacaonumcomplexos PDFDocument3 pagesGABlistaoperacaonumcomplexos PDFNene OliveiraPas encore d'évaluation
- Template 7 MoEduCiTecDocument2 pagesTemplate 7 MoEduCiTecandersonholler96Pas encore d'évaluation
- Conflitos entre grupos em empresasDocument14 pagesConflitos entre grupos em empresasCleidson Coelho de FreitasPas encore d'évaluation
- UNIFOR Encinicpesq 2012 CoralineDocument6 pagesUNIFOR Encinicpesq 2012 CoralineNathássia MedeirosPas encore d'évaluation
- Molde Atividades II UnidadeDocument1 pageMolde Atividades II UnidadeBetrine NájylaPas encore d'évaluation
- AgnisDocument5 pagesAgnisJuliana CheadPas encore d'évaluation
- Arquivos Permanentes, instrumentos de pesquisa e normatizaçãoDocument84 pagesArquivos Permanentes, instrumentos de pesquisa e normatizaçãoClóvis Bernardoni Jr.Pas encore d'évaluation
- 1 CREA-TO Concurso Publico 2019 Gabarito DefinitivoDocument5 pages1 CREA-TO Concurso Publico 2019 Gabarito DefinitivoPaulo Roberto BarnabéPas encore d'évaluation
- Educação em AngolaDocument14 pagesEducação em AngolaMuvane CanzerPas encore d'évaluation
- Discriminação PositivaDocument18 pagesDiscriminação PositivamariaPas encore d'évaluation
- UnB - Histórico EscolarDocument3 pagesUnB - Histórico EscolarCalado TavaresPas encore d'évaluation
- Estética na Grécia Antiga e AtualidadeDocument2 pagesEstética na Grécia Antiga e AtualidadeVandersondeSouzaPas encore d'évaluation
- DESENVOLVIMENTO INFANTIL 3-6 ANOSDocument13 pagesDESENVOLVIMENTO INFANTIL 3-6 ANOSjaqueline Neves SantosPas encore d'évaluation
- Plano de Aula His9 26und01Document7 pagesPlano de Aula His9 26und01Anderson Vieira Do PTPas encore d'évaluation
- Ensinando Geografia na escola básicaDocument13 pagesEnsinando Geografia na escola básicaEdmara MarquesPas encore d'évaluation