Vous aimerez peut-être aussi
- Anthony Gen Niegas AndalloDocument3 pagesAnthony Gen Niegas AndalloHarry DemeterioPas encore d'évaluation
- Resume - ViernesDocument6 pagesResume - ViernesIndustrial WeldersPas encore d'évaluation
- Lyndon Jailo Labadan: Work ExperienceDocument4 pagesLyndon Jailo Labadan: Work ExperienceHarry DemeterioPas encore d'évaluation
- Rogelio RegoltoDocument4 pagesRogelio RegoltoIndustrial WeldersPas encore d'évaluation
- Report On Industrial Training AT Dee Piping Systems Prithla (Palwal)Document20 pagesReport On Industrial Training AT Dee Piping Systems Prithla (Palwal)Amit PatelPas encore d'évaluation
- Lorenzo Consulta Jr. UpdatedDocument4 pagesLorenzo Consulta Jr. UpdatedAnton Colasi CorulloPas encore d'évaluation
- Technical Offer For Wire Rope Hoists, 1.1.2013 PDFDocument8 pagesTechnical Offer For Wire Rope Hoists, 1.1.2013 PDFSonia SingalPas encore d'évaluation
- Experienced Welder with Extensive Fabrication ExperienceDocument3 pagesExperienced Welder with Extensive Fabrication ExperienceHarry DemeterioPas encore d'évaluation
- Jun M. de LeonDocument5 pagesJun M. de LeonHarry DemeterioPas encore d'évaluation
- Rey Delute Munez: Position AppliedDocument4 pagesRey Delute Munez: Position AppliedHarry DemeterioPas encore d'évaluation
- Dazandwendy@hotmail - Co.uk TRK Nav - Responsive - Tab - ProfileDocument4 pagesDazandwendy@hotmail - Co.uk TRK Nav - Responsive - Tab - ProfileSamuel AnemePas encore d'évaluation
- OCTG Casing Dimensions & SpecificationsDocument36 pagesOCTG Casing Dimensions & Specificationscascade1Pas encore d'évaluation
- JFE CasingDocument40 pagesJFE CasingezrawongPas encore d'évaluation
- Inconel HandbookDocument28 pagesInconel Handbookd_beachboyzPas encore d'évaluation
- IOCL Panipat CCRU Heater Revamp Toolbox Meeting RecordsDocument30 pagesIOCL Panipat CCRU Heater Revamp Toolbox Meeting RecordsMukesh KatarnavarePas encore d'évaluation
- STS Company Profile OverviewDocument17 pagesSTS Company Profile OverviewAris Munandar RPas encore d'évaluation
- High Temp ToolsDocument12 pagesHigh Temp ToolsBASPas encore d'évaluation
- Sean C. Cronauer: EducationDocument3 pagesSean C. Cronauer: EducationSean CronauerPas encore d'évaluation
- Denver Selma AnteneroDocument5 pagesDenver Selma AnteneroHarry DemeterioPas encore d'évaluation
- Seminar Report On Annealing and Pickling Multi Metals LTD, KotaDocument41 pagesSeminar Report On Annealing and Pickling Multi Metals LTD, Kotavishesh_vijayPas encore d'évaluation
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDocument9 pagesTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanPas encore d'évaluation
- Weld TechnicsDocument208 pagesWeld TechnicsSiraj Ahamed ShaikPas encore d'évaluation
- High Temperature Brazing AlloysDocument0 pageHigh Temperature Brazing AlloysvkmsPas encore d'évaluation
- Mohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsDocument10 pagesMohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsRajkumar APas encore d'évaluation
- Rig Welder RACHID RAKi 2024 cvDocument3 pagesRig Welder RACHID RAKi 2024 cvMoh AchourPas encore d'évaluation
- Bhel ReportDocument13 pagesBhel ReportAtul TripathiPas encore d'évaluation
- Method Statement for Auxiliary Absorbent Tank ErectionDocument4 pagesMethod Statement for Auxiliary Absorbent Tank Erectionmanish pathrabePas encore d'évaluation
- Engineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas AlgeriaDocument3 pagesEngineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas Algeriaait.koufiPas encore d'évaluation
- 5 Clamps Connectors 220 400kv SsDocument12 pages5 Clamps Connectors 220 400kv SsJaswanth SaiPas encore d'évaluation
- ETS Presentation SafetyDocument34 pagesETS Presentation SafetyibnrafeeqPas encore d'évaluation
- Manual em Ingles e Bem Explicado Tig 200 AcdcDocument16 pagesManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliPas encore d'évaluation
- Double Girder EOT Crane EnquiryDocument3 pagesDouble Girder EOT Crane EnquiryvkPas encore d'évaluation
- High Perf Metals Brochure v1Document5 pagesHigh Perf Metals Brochure v1arianaseriPas encore d'évaluation
- Senr0512 01Document46 pagesSenr0512 01Pauk HseinPas encore d'évaluation
- Carpenter & Paterson (ASIA) LTD ProfileDocument23 pagesCarpenter & Paterson (ASIA) LTD ProfileJustin KimPas encore d'évaluation
- SIFL Training ReportDocument26 pagesSIFL Training Reportahmadmashhoorum100% (3)
- Curriculum Vitae: ProfileDocument2 pagesCurriculum Vitae: Profilecontango O&GPas encore d'évaluation
- Bernardo B. Aguirre Jr. Updated CVDocument3 pagesBernardo B. Aguirre Jr. Updated CVHarry DemeterioPas encore d'évaluation
- Abrar Ahmed CVDocument5 pagesAbrar Ahmed CVabrar ahmedPas encore d'évaluation
- Curriculum Vitae: ObjectiveDocument4 pagesCurriculum Vitae: ObjectivezayaanrulezPas encore d'évaluation
- Transformer Manual GuideDocument35 pagesTransformer Manual Guidejiguparmar1516100% (1)
- CV (MR Tong Yew Meng)Document2 pagesCV (MR Tong Yew Meng)Janardhan SuryaPas encore d'évaluation
- Manufacture & Assembly of 500MW Turbo GeneratorDocument29 pagesManufacture & Assembly of 500MW Turbo GeneratorRatan SinghPas encore d'évaluation
- Rig Welder90Document2 pagesRig Welder90Moh AchourPas encore d'évaluation
- Aplicación ARMDocument25 pagesAplicación ARMKjatunMayu GutierrezPas encore d'évaluation
- Selected Welding Application in Offshore IndustryDocument38 pagesSelected Welding Application in Offshore IndustryzuudeePas encore d'évaluation
- Tyco - Sintakote - Design - Manual - Nov2004editionDocument140 pagesTyco - Sintakote - Design - Manual - Nov2004editionmottmac50% (2)
- Fabrication of Heavy Wall Reactors Kesselbautag 2003Document8 pagesFabrication of Heavy Wall Reactors Kesselbautag 2003faiz oePas encore d'évaluation
- Tyco Water Sps Design Manual 2008Document136 pagesTyco Water Sps Design Manual 2008samwong87100% (1)
- SRINIVASAN CHANDRAN's ResumeDocument4 pagesSRINIVASAN CHANDRAN's ResumePaul PhiliphsPas encore d'évaluation
- Carpenteria Corsi SRL BrochureDocument20 pagesCarpenteria Corsi SRL BrochureubagwePas encore d'évaluation
- Italian Valve Manufacturer ProfileDocument36 pagesItalian Valve Manufacturer ProfileJoel GarciaPas encore d'évaluation
- TruFit CatalogDocument32 pagesTruFit CatalogNilesh MistryPas encore d'évaluation
- Job Procedure 04 For CABLE TRAYDocument5 pagesJob Procedure 04 For CABLE TRAYSoumik KarPas encore d'évaluation
- CV ORIendDocument4 pagesCV ORIendbalqisPas encore d'évaluation
- HFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BDocument6 pagesHFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BMohamed FarisPas encore d'évaluation
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Spot Welding Interview Success: An Introduction to Spot WeldingD'EverandSpot Welding Interview Success: An Introduction to Spot WeldingPas encore d'évaluation
- A Guide to Ship Repair Estimates in Man-hoursD'EverandA Guide to Ship Repair Estimates in Man-hoursÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Jerson J. MalunarDocument3 pagesJerson J. MalunarHarry DemeterioPas encore d'évaluation
- Oliver J. SulioDocument6 pagesOliver J. SulioHarry DemeterioPas encore d'évaluation
- Nonato Francisco EsquilonaDocument4 pagesNonato Francisco EsquilonaHarry DemeterioPas encore d'évaluation
- Nelson Icban Noga: Personal DataDocument2 pagesNelson Icban Noga: Personal DataHarry DemeterioPas encore d'évaluation
- Marvin Antenor CatapangDocument5 pagesMarvin Antenor CatapangHarry DemeterioPas encore d'évaluation
- Nonato Francisco EsquilonaDocument4 pagesNonato Francisco EsquilonaHarry DemeterioPas encore d'évaluation
- Nelson Icban Noga: Personal DataDocument2 pagesNelson Icban Noga: Personal DataHarry DemeterioPas encore d'évaluation
- Alberto A. MarasiganDocument5 pagesAlberto A. MarasiganHarry DemeterioPas encore d'évaluation
- Nel Cervantes PagapularDocument7 pagesNel Cervantes PagapularHarry DemeterioPas encore d'évaluation
- Experienced Welder Seeks PositionDocument2 pagesExperienced Welder Seeks PositionHarry DemeterioPas encore d'évaluation
- Filomeno A ArnejoDocument6 pagesFilomeno A ArnejoHarry DemeterioPas encore d'évaluation
- Joselito Panis ResumeDocument4 pagesJoselito Panis ResumeHarry DemeterioPas encore d'évaluation
- Carlito V.marasigan Scafold SupervisorDocument4 pagesCarlito V.marasigan Scafold SupervisorHarry DemeterioPas encore d'évaluation
- Marcel Odias PesaDocument4 pagesMarcel Odias PesaHarry DemeterioPas encore d'évaluation
- Jener de Leon ArellanoDocument2 pagesJener de Leon ArellanoHarry DemeterioPas encore d'évaluation
- Macario I. Magayon Jr.Document5 pagesMacario I. Magayon Jr.Harry DemeterioPas encore d'évaluation
- Lovely L. PasculadoDocument2 pagesLovely L. PasculadoHarry DemeterioPas encore d'évaluation
- Genell Gonzales KatigbakDocument3 pagesGenell Gonzales KatigbakHarry DemeterioPas encore d'évaluation
- Joel D. LanoyDocument6 pagesJoel D. LanoyHarry DemeterioPas encore d'évaluation
- Jerson J. MalunarDocument3 pagesJerson J. MalunarHarry DemeterioPas encore d'évaluation
- Ivy Sudario MagnoDocument6 pagesIvy Sudario MagnoHarry DemeterioPas encore d'évaluation
- Ivy Sudario MagnoDocument6 pagesIvy Sudario MagnoHarry DemeterioPas encore d'évaluation
- Howard Lapulapu C. Villamil Jr.Document3 pagesHoward Lapulapu C. Villamil Jr.Harry DemeterioPas encore d'évaluation
- Ferdinand A. GabawanDocument5 pagesFerdinand A. GabawanHarry DemeterioPas encore d'évaluation
- IRISH UybinesDocument3 pagesIRISH UybinesHarry DemeterioPas encore d'évaluation
- Genell Gonzales KatigbakDocument3 pagesGenell Gonzales KatigbakHarry DemeterioPas encore d'évaluation
- Edgardo B. LarenaDocument4 pagesEdgardo B. LarenaHarry DemeterioPas encore d'évaluation
- Denim Estorba: Position Desired: Pipe Welder Smaw Personal DataDocument5 pagesDenim Estorba: Position Desired: Pipe Welder Smaw Personal DataHarry DemeterioPas encore d'évaluation
- Eddie SorianoDocument3 pagesEddie SorianoHarry DemeterioPas encore d'évaluation
- Cirilo AguilaDocument6 pagesCirilo AguilaHarry DemeterioPas encore d'évaluation
- Corrosion Control by Modern Weld Overlay TechnologyDocument3 pagesCorrosion Control by Modern Weld Overlay TechnologyAmanda Ariesta ApriliaPas encore d'évaluation
- People's Republic of China Industry Standard Welded Steel Pressure VesselDocument78 pagesPeople's Republic of China Industry Standard Welded Steel Pressure VesselmightsrightPas encore d'évaluation
- Wear Behavior and Its Correlation Withmechanical PropertiesDocument9 pagesWear Behavior and Its Correlation Withmechanical PropertiesPYDPas encore d'évaluation
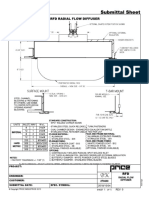
- RFD Radial Flow Diffuser SubmittalDocument2 pagesRFD Radial Flow Diffuser SubmittalJ.P. PazaPas encore d'évaluation
- List of Steel TradersDocument2 pagesList of Steel TraderspreanandPas encore d'évaluation
- Astm MaterialsDocument13 pagesAstm Materialssathish_iyengarPas encore d'évaluation
- Nickel Alloys GuidebookDocument164 pagesNickel Alloys GuidebookAhmad AshariPas encore d'évaluation
- Velocity ChartDocument2 pagesVelocity Chartshanmusx100% (1)
- Thermodynamics of Leaching Roasted Jarosite Residue From Zinc Hydrometallurgy in NH CL SystemDocument5 pagesThermodynamics of Leaching Roasted Jarosite Residue From Zinc Hydrometallurgy in NH CL SystemCalculo AvanzadoPas encore d'évaluation
- Chapter 3 - Residual StressesDocument10 pagesChapter 3 - Residual StressesAina OluwasanmiPas encore d'évaluation
- NASA Design Guide for High Pressure Oxygen SystemsDocument83 pagesNASA Design Guide for High Pressure Oxygen SystemsclevercogPas encore d'évaluation
- Pages From Asme Sec Ix 2017-4Document1 pagePages From Asme Sec Ix 2017-4Akhtar AnsariPas encore d'évaluation
- 02disconnector Catalogue 2015 CompressedDocument12 pages02disconnector Catalogue 2015 CompressedBachtiar RamadhanPas encore d'évaluation
- Level 3 - Standard: SD-NOC-COR-350Document54 pagesLevel 3 - Standard: SD-NOC-COR-350Idris Siddiqui50% (2)
- Curiculum Vitae: Personal Detail'sDocument1 pageCuriculum Vitae: Personal Detail'sHermanto Al-banaPas encore d'évaluation
- Cable Raws MaterialDocument7 pagesCable Raws MaterialAgustina EffendyPas encore d'évaluation
- A-286 Ams 5737Document4 pagesA-286 Ams 5737Kar GayeePas encore d'évaluation
- Alloy Casting Institute - Big Chemical EncyclopediaDocument3 pagesAlloy Casting Institute - Big Chemical EncyclopediaJohn BoranPas encore d'évaluation
- En1a PDFDocument1 pageEn1a PDFRavindra ErabattiPas encore d'évaluation
- Hot-dip galvanized sheet steel grades mechanical propertiesDocument2 pagesHot-dip galvanized sheet steel grades mechanical propertiesgorakdiasPas encore d'évaluation
- O E +Manufacturing+Pte+Ltd+T35+Promo+PDF PDFDocument4 pagesO E +Manufacturing+Pte+Ltd+T35+Promo+PDF PDFJayaprakashPas encore d'évaluation
- Soldering How To Solder Jewelry JMD PDFDocument16 pagesSoldering How To Solder Jewelry JMD PDFPaul Blythe Sr.75% (4)
- PPL Su 1050 O.1Document56 pagesPPL Su 1050 O.1olalekanPas encore d'évaluation
- 8 Consumables 309-320Document12 pages8 Consumables 309-320Márcio FerreiraPas encore d'évaluation
- Categorizing The Forging Defects in The Forged Brass Component Material of ASTM B16-C36000Document9 pagesCategorizing The Forging Defects in The Forged Brass Component Material of ASTM B16-C36000techopelessPas encore d'évaluation
- KYMIK - Galvanized Tank - Technical BrochureDocument6 pagesKYMIK - Galvanized Tank - Technical BrochureSaptarshi RoyPas encore d'évaluation
- Chapter 11 TugasDocument7 pagesChapter 11 TugasMichael HarveyPas encore d'évaluation
- Intergranular Corrosion Test As Per ASTM A262Document1 pageIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanPas encore d'évaluation
- Pengaruh Waktu Dan Tekanan Gesek Terhadap Kekuatan Tarik Sambungan Paduan Aluminium Dan Baja Karbon Pada Pengelasan Gesek Continuous DriveDocument9 pagesPengaruh Waktu Dan Tekanan Gesek Terhadap Kekuatan Tarik Sambungan Paduan Aluminium Dan Baja Karbon Pada Pengelasan Gesek Continuous DriveGaluh ArifPas encore d'évaluation
- Ashish PPT 2Document9 pagesAshish PPT 2Ankit JaglanPas encore d'évaluation