Vous aimerez peut-être aussi
- Revision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesDocument1 pageRevision of Tariff in Students Special and Roam Free Plans Under Prepaid Mobile ServicesWarren RiveraPas encore d'évaluation
- Hydraulic Cylinder - ReferenceDocument95 pagesHydraulic Cylinder - ReferenceWarren RiveraPas encore d'évaluation
- Toyota Kanban System PDFDocument10 pagesToyota Kanban System PDFAman SharmaPas encore d'évaluation
- PremiumTechnicals-Nov26 15 GammonDocument2 pagesPremiumTechnicals-Nov26 15 GammonWarren RiveraPas encore d'évaluation
- Development of Kanban System at Local Manufacturing Company in Malaysia - Case StudyDocument6 pagesDevelopment of Kanban System at Local Manufacturing Company in Malaysia - Case StudyAarthy ChandranPas encore d'évaluation
- Javascript InterviewDocument5 pagesJavascript InterviewWarren RiveraPas encore d'évaluation
- Stuck in A Range: Punter's CallDocument4 pagesStuck in A Range: Punter's CallWarren RiveraPas encore d'évaluation
- Managers and Their Information NeedsDocument34 pagesManagers and Their Information NeedsWarren RiveraPas encore d'évaluation
- Innovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Document6 pagesInnovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Warren RiveraPas encore d'évaluation
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketDocument2 pagesVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraPas encore d'évaluation
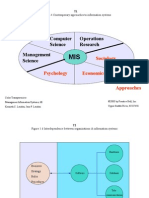
- Computer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesDocument101 pagesComputer Science Operations Research Technical Approaches: Sociology Economics Psychology Behavioral ApproachesWarren RiveraPas encore d'évaluation
- 1-Carbon Fibre RainforcedDocument21 pages1-Carbon Fibre RainforcedWarren RiveraPas encore d'évaluation
- Engineering Graphics - 25 Questions Bank: ScaleDocument4 pagesEngineering Graphics - 25 Questions Bank: ScaleWarren RiveraPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ust Multiple Rework SpoilageDocument6 pagesUst Multiple Rework SpoilageJessica Shirl Vipinosa100% (1)
- BOLD Drilling Corporate Presentation 201501Document13 pagesBOLD Drilling Corporate Presentation 201501Aamir ShahzadPas encore d'évaluation
- Doing Agile Right Transformation Without Chaos - (PG 129 - 129)Document1 pageDoing Agile Right Transformation Without Chaos - (PG 129 - 129)malekloukaPas encore d'évaluation
- CRM DouglasDocument14 pagesCRM Douglasandrescamilo7Pas encore d'évaluation
- Bachelor of Business AdministrationDocument66 pagesBachelor of Business AdministrationKamala Kanta DashPas encore d'évaluation
- Books of AccountsDocument18 pagesBooks of AccountsFrances Marie TemporalPas encore d'évaluation
- Application Form Post 02. Assistant (Bs-15), 03. Stenotypist (Bs-14), 04. Photographer (Bs-13) & 05. Udc (Bs-11)Document4 pagesApplication Form Post 02. Assistant (Bs-15), 03. Stenotypist (Bs-14), 04. Photographer (Bs-13) & 05. Udc (Bs-11)asad aliPas encore d'évaluation
- Economia - 2018-03Document84 pagesEconomia - 2018-03Hifzan ShafieePas encore d'évaluation
- Financial MarketsDocument49 pagesFinancial MarketsNew OldPas encore d'évaluation
- Region Sales Manager, Director, Vice PresidentDocument2 pagesRegion Sales Manager, Director, Vice Presidentapi-76809725Pas encore d'évaluation
- Cost AccountingDocument57 pagesCost AccountingM.K. TongPas encore d'évaluation
- Life Cycle Cost Based Procurement Decisions A Case Study of Norwegian Defence Procurement ProjectsDocument10 pagesLife Cycle Cost Based Procurement Decisions A Case Study of Norwegian Defence Procurement ProjectsEric QuanhuiPas encore d'évaluation
- Myers & Briggs' 16 Personality Types: Infp EnfpDocument4 pagesMyers & Briggs' 16 Personality Types: Infp Enfpmyka ella jimenezPas encore d'évaluation
- Amity School of Business: BBA Ii Semester Cost and Management AccountingDocument28 pagesAmity School of Business: BBA Ii Semester Cost and Management AccountingInayat TandonPas encore d'évaluation
- Unit 2 Consumer BehaviourDocument14 pagesUnit 2 Consumer Behaviournileshstat5Pas encore d'évaluation
- Ellis CAMPBELL, JR., Director of Internal Revenue For The Second Collection District of Texas, v. William A. SAILER and Wife, Patricia O'Leary SailerDocument4 pagesEllis CAMPBELL, JR., Director of Internal Revenue For The Second Collection District of Texas, v. William A. SAILER and Wife, Patricia O'Leary SailerScribd Government DocsPas encore d'évaluation
- CHECKLISTDocument3 pagesCHECKLISTKalepu SridharPas encore d'évaluation
- Final COP-Section 1Document86 pagesFinal COP-Section 1Arbaz KhanPas encore d'évaluation
- Aqeeq-Far East - Special DirectDocument2 pagesAqeeq-Far East - Special DirectRyan DarmawanPas encore d'évaluation
- Pert 1 - AKL - CH 3 - 2019-2020Document2 pagesPert 1 - AKL - CH 3 - 2019-2020Nova Yuliani0% (1)
- Syllabus AnswerDocument24 pagesSyllabus AnswerasdfPas encore d'évaluation
- Highland Bankruptcy FilingDocument16 pagesHighland Bankruptcy FilingZerohedge100% (1)
- IND AS 103 - Bhavik Chokshi - FR ShieldDocument26 pagesIND AS 103 - Bhavik Chokshi - FR ShieldSoham Upadhyay100% (1)
- Relationship Marketing: Challenges For The Organization: Christian Gro NroosDocument9 pagesRelationship Marketing: Challenges For The Organization: Christian Gro NroosrnaganirmitaPas encore d'évaluation
- Local Media7755460990887763394Document6 pagesLocal Media7755460990887763394Joan SisnoPas encore d'évaluation
- Week 4: The Service EncounterDocument20 pagesWeek 4: The Service EncounterAyu Anggraeni DwijayantiPas encore d'évaluation
- JHSC Meeting Agenda FormDocument3 pagesJHSC Meeting Agenda FormPuguh NugrohoPas encore d'évaluation
- Demand in A Perfectly Competitive MarketDocument4 pagesDemand in A Perfectly Competitive MarketCrisielyn BuyanPas encore d'évaluation
- Module 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and ErrorsDocument7 pagesModule 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and Errorsman ibePas encore d'évaluation