Vous aimerez peut-être aussi
- Traduccion 1Document4 pagesTraduccion 1Eddy PachecoPas encore d'évaluation
- Acuerdo Ministerial No. 021Document21 pagesAcuerdo Ministerial No. 021Eddy PachecoPas encore d'évaluation
- Traduccion 1Document4 pagesTraduccion 1Eddy PachecoPas encore d'évaluation
- Nivel de SeveridadDocument2 pagesNivel de SeveridadEddy PachecoPas encore d'évaluation
- Señales ElectricasDocument21 pagesSeñales ElectricasEddy PachecoPas encore d'évaluation
- Conjunto ReposapiesDocument13 pagesConjunto ReposapiesEddy PachecoPas encore d'évaluation
- ACOSTADocument1 pageACOSTAEddy PachecoPas encore d'évaluation
- Corrie NteDocument1 pageCorrie NteEddy PachecoPas encore d'évaluation
- Data Driven Fault Detection, Isolation and Identification of Rotating Machinery With Applications To Pumps and GearboxesDocument2 pagesData Driven Fault Detection, Isolation and Identification of Rotating Machinery With Applications To Pumps and GearboxesEddy PachecoPas encore d'évaluation
- Gearbox Health Monitoring and Fault Detection Using Vibration AnalysisDocument10 pagesGearbox Health Monitoring and Fault Detection Using Vibration AnalysisEddy PachecoPas encore d'évaluation
- Gearbox Health Monitoring and Fault Detection Using Vibration AnalysisDocument10 pagesGearbox Health Monitoring and Fault Detection Using Vibration AnalysisEddy PachecoPas encore d'évaluation
- Gearbox Health Monitoring and Fault Detection Using Vibration AnalysisDocument10 pagesGearbox Health Monitoring and Fault Detection Using Vibration AnalysisEddy PachecoPas encore d'évaluation
- Severidad de Fallos en Engranes PlanetariosDocument4 pagesSeveridad de Fallos en Engranes PlanetariosEddy PachecoPas encore d'évaluation
- 4400i Man en - En.esDocument13 pages4400i Man en - En.esEddy PachecoPas encore d'évaluation
- Calculo de RodamientosDocument17 pagesCalculo de RodamientoselyandersPas encore d'évaluation
- Lamina DoDocument6 pagesLamina DoEddy PachecoPas encore d'évaluation
- Sharma1989 en EsDocument6 pagesSharma1989 en EsEddy PachecoPas encore d'évaluation
- Guia 3, OliveDocument8 pagesGuia 3, OlivePam Padilla CruzadoPas encore d'évaluation
- PROGRAMACION - ANUAL - 4to SecundariaDocument5 pagesPROGRAMACION - ANUAL - 4to SecundariaJoséLuisHidalgoZambranoPas encore d'évaluation
- Informe Topografico Poligonal AbiertaDocument9 pagesInforme Topografico Poligonal AbiertaRoyman RamírezPas encore d'évaluation
- Conestastcion de La demadna-LABORALDocument19 pagesConestastcion de La demadna-LABORALNELIDA LUNA ECHEVARRIAPas encore d'évaluation
- Informe Final Accidente HK2118Document28 pagesInforme Final Accidente HK2118Alexander VasquezPas encore d'évaluation
- Lab. FisicaDocument14 pagesLab. FisicaYaneivys Gámez IbarraPas encore d'évaluation
- Región e Historia en MéxicoDocument133 pagesRegión e Historia en MéxicoVictor Torres RosasPas encore d'évaluation
- 2018-05-04 Furuta InformeDocument9 pages2018-05-04 Furuta Informeskrew_bassPas encore d'évaluation
- Controlador LuzDocument137 pagesControlador LuznarutoPas encore d'évaluation
- Trabajo Práctico MagnetismoDocument4 pagesTrabajo Práctico Magnetismontvg_3Pas encore d'évaluation
- AcoplamientosDocument14 pagesAcoplamientosZamarripa Eduardo RobertoPas encore d'évaluation
- Silabo Ingles Tecnico ComputacionDocument6 pagesSilabo Ingles Tecnico ComputacionWalter Hernan Nuñez GuerreroPas encore d'évaluation
- Guia Docente Las Tics en El Aula 9° PDFDocument7 pagesGuia Docente Las Tics en El Aula 9° PDFMARIA LILIANA BARBOSAPas encore d'évaluation
- Metodos NumericosDocument15 pagesMetodos NumericosYARELYPas encore d'évaluation
- Importación de Maquillaje-Skincare CoreanoDocument16 pagesImportación de Maquillaje-Skincare CoreanoAlaniss SandonPas encore d'évaluation
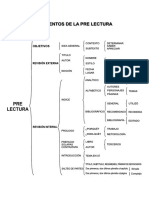
- Elementos de La Pre LecturaDocument1 pageElementos de La Pre LecturaFernando YzfPas encore d'évaluation
- Marte y El Enigma de La Vida 8Document2 pagesMarte y El Enigma de La Vida 8Jorge Luis Martinez MazaPas encore d'évaluation
- ENCANDILAMIENTODocument5 pagesENCANDILAMIENTOMario Daniel Alvia ZambranoPas encore d'évaluation
- Fundamentacion Ing CivilDocument12 pagesFundamentacion Ing Civilusuario2546Pas encore d'évaluation
- Academia Amantes Del Conocimiento: Ciclo Repaso San Marcos 2023 - IDocument11 pagesAcademia Amantes Del Conocimiento: Ciclo Repaso San Marcos 2023 - IDiego Dueñas VelardePas encore d'évaluation
- Actividad 1 - Mecánica de SuelosDocument6 pagesActividad 1 - Mecánica de SuelosAndy Fernando Medina ValenciaPas encore d'évaluation
- Capitulo 19Document6 pagesCapitulo 19Aaron Ortiz VillegasPas encore d'évaluation
- Proyeccion-transito-CHIQUINQUIRA TUNJADocument80 pagesProyeccion-transito-CHIQUINQUIRA TUNJAJuan David MoraPas encore d'évaluation
- Norma ISO 28000Document13 pagesNorma ISO 28000Marcelo Lazarte LazoPas encore d'évaluation
- FTT U1 Ea CegoDocument4 pagesFTT U1 Ea CegoBrenda Diaz SierraPas encore d'évaluation
- Prueba de HemoaglutinaciónDocument2 pagesPrueba de HemoaglutinaciónDaniel LgPas encore d'évaluation
- Manuali GS50 eDocument15 pagesManuali GS50 eAnonymous YjoCCKPas encore d'évaluation
- (IPOO) ProyectoDocument4 pages(IPOO) Proyectojuan manuel urbano torresPas encore d'évaluation
- 1° de Secundaria AP - 1° TrimestreDocument14 pages1° de Secundaria AP - 1° TrimestreAlem Amed Rojas UgartePas encore d'évaluation
- 16-p195 A p202 (Glosario y Bibliografia)Document5 pages16-p195 A p202 (Glosario y Bibliografia)Tania Maribel Quispe QuispePas encore d'évaluation