Vous aimerez peut-être aussi
- Piping Inspection ProcedureDocument8 pagesPiping Inspection Proceduremohd as shahiddin jafriPas encore d'évaluation
- Piping Inspection ProcedureDocument9 pagesPiping Inspection Proceduremohd as shahiddin jafriPas encore d'évaluation
- Piping InspectionDocument6 pagesPiping InspectionFs100% (1)
- Process Piping Inspection Procedure Rev.2 PDFDocument34 pagesProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
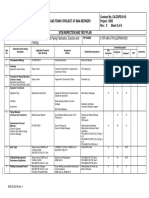
- Method Statement For Process Piping Golden Joint Fabrication Inspection and Final AcceptanceDocument10 pagesMethod Statement For Process Piping Golden Joint Fabrication Inspection and Final Acceptancervsreddy197267% (3)
- Piping External Visual Inspection ProcedureDocument3 pagesPiping External Visual Inspection Procedurecamasa2011100% (1)
- Repair ProcedureDocument11 pagesRepair Procedurebilelliuvi2100% (4)
- Pipehangers Support PDFDocument2 pagesPipehangers Support PDFKuppuraj ParamsivamPas encore d'évaluation
- ITP Heat ExchangerDocument3 pagesITP Heat ExchangerĐỗ Thị Huyền100% (3)
- Pipeline RepairsDocument18 pagesPipeline RepairsN P SrinivasaraoPas encore d'évaluation
- Piping Inspection: TPI ServicesDocument3 pagesPiping Inspection: TPI ServicesAnkit KumarPas encore d'évaluation
- Piping InspectionDocument15 pagesPiping Inspectionlester100% (1)
- Golden WeldDocument4 pagesGolden Weldenels77Pas encore d'évaluation
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Document13 pagesTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiPas encore d'évaluation
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Tank Inspection NotesDocument5 pagesTank Inspection Notesaneeshjose013Pas encore d'évaluation
- 23 Piping InspectorDocument79 pages23 Piping InspectorBukty Siahaan100% (3)
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdPas encore d'évaluation
- Underground Piping Pressure Test RecordDocument1 pageUnderground Piping Pressure Test RecordPaulSwinbankPas encore d'évaluation
- Procedure For Inspection of PipingDocument2 pagesProcedure For Inspection of PipingMuhAli_100% (2)
- Piping Inspection SystemDocument30 pagesPiping Inspection SystemAshfaq KhanPas encore d'évaluation
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3Pas encore d'évaluation
- Visual Inspection Pr.Document7 pagesVisual Inspection Pr.mtariqmasood100% (1)
- R057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor PackageDocument10 pagesR057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor Packagedharwin100% (1)
- Inspection and Test Plan - StructureDocument15 pagesInspection and Test Plan - StructureFerdie OSPas encore d'évaluation
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- Pipe Hydrotest ProcedureDocument3 pagesPipe Hydrotest ProcedurejacquesmayolPas encore d'évaluation
- Method Statement Pipe Handling and AssemblyDocument6 pagesMethod Statement Pipe Handling and AssemblyDanny NguPas encore d'évaluation
- Flushing ProcedureDocument2 pagesFlushing Proceduretvpham123Pas encore d'évaluation
- Thickness Range For Welder Qualification and Procedure QualificationDocument4 pagesThickness Range For Welder Qualification and Procedure QualificationvirajPas encore d'évaluation
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingMuzaffar Hussain100% (3)
- Tank Erection Procedure: Note: This Is The Sample Document For The Related Job OnlyDocument5 pagesTank Erection Procedure: Note: This Is The Sample Document For The Related Job Onlygeorge israelPas encore d'évaluation
- Fabrication & Erection of PipingDocument7 pagesFabrication & Erection of PipingJoseph DarwinPas encore d'évaluation
- Itp PipingDocument4 pagesItp PipingkennethPas encore d'évaluation
- Golden Joint Procedure Rev1Document9 pagesGolden Joint Procedure Rev1Mohd Effiezool Yaser100% (3)
- Piping Hydrotest Procedure - Oil - Gas - WorldDocument3 pagesPiping Hydrotest Procedure - Oil - Gas - WorldFrank100% (6)
- Piping Pneumatic Test ProcedureDocument2 pagesPiping Pneumatic Test Procedureruzla67% (3)
- Inspection ProcedureDocument4 pagesInspection ProcedureAozoraLazora100% (1)
- Itp For Piping Fabrication and Erection CorrectionDocument4 pagesItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- Installation Procedure For Pressure VesselDocument8 pagesInstallation Procedure For Pressure VesselSamuel Babu100% (1)
- Piping Inspect & Testing ProcedureDocument11 pagesPiping Inspect & Testing ProcedureErlanggaBonapartePas encore d'évaluation
- 033-Itp For Piping Installation Ag and Ug PDFDocument13 pages033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Valve Installation ChecklistDocument1 pageValve Installation ChecklistSajad Pk100% (1)
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolPas encore d'évaluation
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- Procedure WrappingDocument6 pagesProcedure Wrappingyogacruise100% (1)
- Itp - Rev eDocument36 pagesItp - Rev ezaki_saddarPas encore d'évaluation
- Piping Release Report (Spool For Paint)Document2 pagesPiping Release Report (Spool For Paint)Siddiqui Abdul Khaliq100% (1)
- Procedure For HydrotestDocument15 pagesProcedure For HydrotestTrust Emma100% (1)
- Inspection Test Plan (Itp) at Site: Disciplin RevDocument5 pagesInspection Test Plan (Itp) at Site: Disciplin RevEnryan Oreski RiyadiPas encore d'évaluation
- 1.method Fabrication Spool (r2)Document13 pages1.method Fabrication Spool (r2)sethu109175% (20)
- Method Statement Damaged Spool ReplacentDocument12 pagesMethod Statement Damaged Spool ReplacentMohsen KeramatiPas encore d'évaluation
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocument11 pagesPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadPas encore d'évaluation
- A. Position: Welding Inspector (QA/QC Inspector) ResponbilityDocument8 pagesA. Position: Welding Inspector (QA/QC Inspector) Responbilitydidi sudiPas encore d'évaluation
- PTL Rev1HartlepoolDocument4 pagesPTL Rev1Hartlepoolharry_1981Pas encore d'évaluation
- Ek 25 Boru Fabrikasyon Ve Montaj İşleri Uygulama Planı (Method Statement For Fabrication and Installation of Pipework) ÖrneğiDocument8 pagesEk 25 Boru Fabrikasyon Ve Montaj İşleri Uygulama Planı (Method Statement For Fabrication and Installation of Pipework) ÖrneğiAniekanPas encore d'évaluation
- Method For Spool PipingDocument13 pagesMethod For Spool PipingrealstrojmanPas encore d'évaluation
- Caesar 2Document6 pagesCaesar 2David Plata OrozcoPas encore d'évaluation
- Nace InvoiceDocument11 pagesNace InvoiceOwais Manzoor MalikPas encore d'évaluation
- SE SyllabusDocument2 pagesSE Syllabusregister4ukPas encore d'évaluation
- Method Statements of Road WorksDocument37 pagesMethod Statements of Road Workslmthunzi74% (43)
- Mech Welding QA QC CVDocument13 pagesMech Welding QA QC CVMohammed Abdul ParwezPas encore d'évaluation
- M.E. Industrial Engineering SyllabusDocument46 pagesM.E. Industrial Engineering SyllabusJoswa CaxtonPas encore d'évaluation
- Catalogo Catálogo Geral Quart 2903095428Document40 pagesCatalogo Catálogo Geral Quart 2903095428Tuankiet TruongPas encore d'évaluation
- Defect & Test ManagementDocument12 pagesDefect & Test ManagementJU PMIT Sabuj0% (1)
- Tripura Natural GasDocument123 pagesTripura Natural GasprocesspipingdesignPas encore d'évaluation
- QC .ResponsibilitiesDocument8 pagesQC .ResponsibilitiesMuhammed ThanzeelPas encore d'évaluation
- John Hook Resume 10 Jul 08Document8 pagesJohn Hook Resume 10 Jul 08johnhook100% (1)
- Dubai Workshop RegistrationDocument2 pagesDubai Workshop RegistrationmfkmughalPas encore d'évaluation
- A Standard Procedure For DeviationDocument2 pagesA Standard Procedure For DeviationGAURAV SHARMA100% (1)
- Unit 4Document15 pagesUnit 4Ram KrishnaPas encore d'évaluation
- ZHIIT - Contractor Workforce Qualification Assurance ProgramDocument22 pagesZHIIT - Contractor Workforce Qualification Assurance ProgramOmar Zohour Adi0% (2)
- FM-QA-044 Rev 02 Supplier Evaluation QuestionnaireDocument6 pagesFM-QA-044 Rev 02 Supplier Evaluation QuestionnaireAvoor KhanPas encore d'évaluation
- St. Mary's Uc Eqa Report Full TextDocument65 pagesSt. Mary's Uc Eqa Report Full TextSisay Tekle Gebremedhin100% (1)
- Turnover ProcessesDocument13 pagesTurnover ProcessesvanithasynonPas encore d'évaluation
- Questionnaire For Practice UnitDocument16 pagesQuestionnaire For Practice UnitCA Nagendranadh TadikondaPas encore d'évaluation
- Michael Eshete (Assessment of Project Quality Management Practice in Case of Awash, Dashen and United BankDocument55 pagesMichael Eshete (Assessment of Project Quality Management Practice in Case of Awash, Dashen and United Bankdagmawi konjitPas encore d'évaluation
- L10 L11 - Software TestingDocument22 pagesL10 L11 - Software Testingapi-19922408Pas encore d'évaluation
- PED Notified Body List 2020 (Casas Certificadoras)Document230 pagesPED Notified Body List 2020 (Casas Certificadoras)Judith PoncePas encore d'évaluation
- Lecture 2 - Current Good Manufacturing PracticesDocument46 pagesLecture 2 - Current Good Manufacturing PracticesAsadulhaq Ali HamidiPas encore d'évaluation
- As ISO 16106-2007 Transport Packages For Dangerous Goods - Dangerous Goods Packagings Intermediate Bulk ContaDocument10 pagesAs ISO 16106-2007 Transport Packages For Dangerous Goods - Dangerous Goods Packagings Intermediate Bulk ContaSAI Global - APACPas encore d'évaluation
- Analysis of Surgical Industry of SialkotDocument41 pagesAnalysis of Surgical Industry of SialkotMobashar Ali89% (9)
- 4.M.S Pump InstallationDocument12 pages4.M.S Pump Installationarshad iqbalPas encore d'évaluation
- Cste Cbok RedefinedDocument23 pagesCste Cbok RedefinedlugordonPas encore d'évaluation
- Wollo College of Informatics: UniversityDocument38 pagesWollo College of Informatics: UniversityMinte DejenePas encore d'évaluation
- 2017 Exhibiting CompaniesDocument18 pages2017 Exhibiting CompaniesUmasankar Chakravorti0% (1)
- MIL-L-3055C Lead AzideDocument23 pagesMIL-L-3055C Lead Azidewerdna67Pas encore d'évaluation