Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Ultrasonic 1Document39 pagesUltrasonic 1afnene1Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Austenitic Stainless Steel Has Good Weldability But Is Sensitive To Hot Cracking Such As Solidification and Liquation CrackingDocument1 pageAustenitic Stainless Steel Has Good Weldability But Is Sensitive To Hot Cracking Such As Solidification and Liquation Crackingafnene1Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- BooksDocument1 pageBooksafnene1Pas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Cold Work PercentageDocument1 pageCold Work Percentageafnene1Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Experiment 2 E H T M P: IcrostructureDocument1 pageExperiment 2 E H T M P: Icrostructureafnene1Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- 4 PDFDocument6 pages4 PDFafnene1Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Experiment 3 (High Carbon Steel Heat Treatment) : ProcedureDocument1 pageExperiment 3 (High Carbon Steel Heat Treatment) : Procedureafnene1Pas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Experiment 2 E H T M P: IcrostructureDocument1 pageExperiment 2 E H T M P: Icrostructureafnene1Pas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- BrochureWeldability EN PDFDocument39 pagesBrochureWeldability EN PDFAl0611981Pas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Experiment 2 (High Carbon Steel Heat Treatment)Document1 pageExperiment 2 (High Carbon Steel Heat Treatment)afnene1Pas encore d'évaluation
- Test BB 2510 Phase DiagramDocument2 pagesTest BB 2510 Phase Diagramafnene1Pas encore d'évaluation
- Test BB 2510 Phase DiagramDocument2 pagesTest BB 2510 Phase Diagramafnene1Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Experiment 1Document2 pagesExperiment 1afnene1Pas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Experiment - Cold WorkDocument2 pagesExperiment - Cold Workafnene1Pas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Ellingham DiagramsDocument4 pagesEllingham DiagramsSumit KumarPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Etchant Selection Guide (SS Superalloy) 11-2015Document3 pagesEtchant Selection Guide (SS Superalloy) 11-2015Malik Ansar HayatPas encore d'évaluation
- 5-Cold Working BrassDocument4 pages5-Cold Working BrassAhmed MagedPas encore d'évaluation
- Experiment 1Document2 pagesExperiment 1afnene1Pas encore d'évaluation
- Duplex Stainless SteelDocument231 pagesDuplex Stainless Steelponnivalavans_994423Pas encore d'évaluation
- StainlessSteels PDFDocument129 pagesStainlessSteels PDFsantu_23100% (2)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Radiographic TestingDocument47 pagesRadiographic TestingsmrndrdasPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- This documentDocument44 pagesThis documentTran Thanh HaoPas encore d'évaluation
- Experiment 5: Hardening of Duplex Stainless SteelDocument1 pageExperiment 5: Hardening of Duplex Stainless Steelafnene1Pas encore d'évaluation
- Design of ExperimentDocument2 pagesDesign of Experimentafnene1Pas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Radio GraphicDocument58 pagesRadio GraphicApex AesPas encore d'évaluation
- ExperimentsDocument2 pagesExperimentsafnene1Pas encore d'évaluation
- Radiography Test Inspection Free NDT Sample ProcedureDocument4 pagesRadiography Test Inspection Free NDT Sample ProcedureAjay KumarPas encore d'évaluation
- Tutorial Chap 3-1-2020Document17 pagesTutorial Chap 3-1-2020afnene1Pas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- MTDocument2 pagesMTafnene1Pas encore d'évaluation
- Experiment 3Document2 pagesExperiment 3afnene1Pas encore d'évaluation
- Grade Eleven Test 2019 Social StudiesDocument6 pagesGrade Eleven Test 2019 Social StudiesClair VickeriePas encore d'évaluation
- Natural Resources in PakistanDocument5 pagesNatural Resources in PakistanSohaib EPas encore d'évaluation
- Interface GSKTMTRLBRCHR A4 Int 4webDocument7 pagesInterface GSKTMTRLBRCHR A4 Int 4webROGERIO GUILHERME DE OLIVEIRA MARQUESPas encore d'évaluation
- Treatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Document5 pagesTreatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Victoria LeahPas encore d'évaluation
- Bs8161 - Chemistry Laboratory Syllabus: Course ObjectivesDocument47 pagesBs8161 - Chemistry Laboratory Syllabus: Course ObjectiveslevisPas encore d'évaluation
- Reading and Listening 2Document4 pagesReading and Listening 2Hải Anh TạPas encore d'évaluation
- Válvulas Flomatic USADocument40 pagesVálvulas Flomatic USAEfrain DuartePas encore d'évaluation
- QRF HD785-7Document2 pagesQRF HD785-7Ralf MaurerPas encore d'évaluation
- TDS Versimax HD4 15W40Document1 pageTDS Versimax HD4 15W40Amaraa DPas encore d'évaluation
- Request Baha Alert PPMPDocument3 pagesRequest Baha Alert PPMPLö Räine AñascoPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Jounce Therapeutics Company Events and Start DatesDocument48 pagesJounce Therapeutics Company Events and Start DatesEquity NestPas encore d'évaluation
- ME JBP 70A Pen Dissolved Oxygen Meter PDFDocument1 pageME JBP 70A Pen Dissolved Oxygen Meter PDFpiknikmonsterPas encore d'évaluation
- Aphasia PDFDocument4 pagesAphasia PDFRehab Wahsh100% (1)
- FB77 Fish HatcheriesDocument6 pagesFB77 Fish HatcheriesFlorida Fish and Wildlife Conservation CommissionPas encore d'évaluation
- COVID 19 Impacts On The Construction IndustryDocument46 pagesCOVID 19 Impacts On The Construction IndustryAlemayehu DargePas encore d'évaluation
- Roadblocks Overcome Cruise PurchaseTITLE Top 15 Cruise Hesitations Answered TITLE How to Convince People Cruises Worth CostDocument4 pagesRoadblocks Overcome Cruise PurchaseTITLE Top 15 Cruise Hesitations Answered TITLE How to Convince People Cruises Worth CostJanel Castillo Balbiran33% (3)
- Manual de Referencia PlanmecaDocument288 pagesManual de Referencia PlanmecaJorge Escalona Hernandez100% (2)
- Fitness WalkingDocument192 pagesFitness Walkingjha.sofcon5941100% (1)
- Urban Drainage Modelling Guide IUD - 1Document196 pagesUrban Drainage Modelling Guide IUD - 1Helmer Edgardo Monroy GonzálezPas encore d'évaluation
- Chapter 3 - CT&VT - Part 1Document63 pagesChapter 3 - CT&VT - Part 1zhafran100% (1)
- NCMA 217 - Newborn Assessment Ma'am JhalDocument5 pagesNCMA 217 - Newborn Assessment Ma'am JhalMariah Blez BognotPas encore d'évaluation
- Hydrogeological Characterization of Karst Areas in NW VietnamDocument152 pagesHydrogeological Characterization of Karst Areas in NW VietnamCae Martins100% (1)
- Chemical and Physical Properties of Refined Petroleum ProductsDocument36 pagesChemical and Physical Properties of Refined Petroleum Productskanakarao1Pas encore d'évaluation
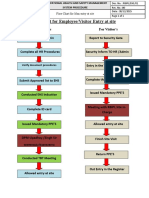
- fLOW CHART FOR WORKER'S ENTRYDocument2 pagesfLOW CHART FOR WORKER'S ENTRYshamshad ahamedPas encore d'évaluation
- 559 Fault CodeDocument4 pages559 Fault Codeabdelbagi ibrahim100% (1)
- UT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)Document5 pagesUT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)UT Dallas Provost's Technology GroupPas encore d'évaluation
- BCM Continuous ImprovementDocument22 pagesBCM Continuous ImprovementnikoPas encore d'évaluation
- Nutrition During PregnancyDocument8 pagesNutrition During PregnancyHalliahPas encore d'évaluation
- Akshaya Trust NgoDocument24 pagesAkshaya Trust NgodushyantPas encore d'évaluation
- Life Overseas 7 ThesisDocument20 pagesLife Overseas 7 ThesisRene Jr MalangPas encore d'évaluation
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesD'EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertÉvaluation : 3 sur 5 étoiles3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisD'EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisPas encore d'évaluation
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)