Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Kapitel 05 DINO Techn TeilDocument10 pagesKapitel 05 DINO Techn TeilPurushothama Nanje GowdaPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Audit - Visio-Template Process MapDocument1 pageAudit - Visio-Template Process MapPurushothama Nanje GowdaPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- V4precision Company Profile - 2019Document15 pagesV4precision Company Profile - 2019Purushothama Nanje GowdaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Success Sply CatalougeDocument4 pagesSuccess Sply CatalougePurushothama Nanje GowdaPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Internal Dimensions of Hexalobular Screws (DIN en ISO 10664)Document1 pageInternal Dimensions of Hexalobular Screws (DIN en ISO 10664)Purushothama Nanje GowdaPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Appendix A - Supplier ISO-TS16949 Checklist-Rev.1 PDFDocument45 pagesAppendix A - Supplier ISO-TS16949 Checklist-Rev.1 PDFPurushothama Nanje GowdaPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- ASTM F1470.zcvg5907Document5 pagesASTM F1470.zcvg5907Purushothama Nanje Gowda100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Run at Rate AuditDocument12 pagesRun at Rate AuditPurushothama Nanje GowdaPas encore d'évaluation
- Lead Time - 001Document18 pagesLead Time - 001Purushothama Nanje GowdaPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- PPAP Readiness AuditDocument4 pagesPPAP Readiness AuditPurushothama Nanje GowdaPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Saur Danfoss - SMDocument24 pagesSaur Danfoss - SMPurushothama Nanje GowdaPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- TQM-TPM TRG ManualDocument113 pagesTQM-TPM TRG ManualPurushothama Nanje Gowda100% (1)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- BS 6615 Iso 8062-CT7Document2 pagesBS 6615 Iso 8062-CT7Purushothama Nanje GowdaPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- APQP Manual VolvoDocument30 pagesAPQP Manual VolvoVictor Hugo50% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Muhurats - Tithi Vaar Nakshatra Yoga Rah... Ts For Many Occasions - AstroccultDocument9 pagesMuhurats - Tithi Vaar Nakshatra Yoga Rah... Ts For Many Occasions - AstroccultPurushothama Nanje GowdaPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Lucas-TVS-SQA Manual PART A 23.04.2011final New 1Document133 pagesLucas-TVS-SQA Manual PART A 23.04.2011final New 1Purushothama Nanje Gowda0% (2)
- De Burring SolutionsDocument2 pagesDe Burring SolutionsPurushothama Nanje GowdaPas encore d'évaluation
- HeliCoil Tapping ChartDocument2 pagesHeliCoil Tapping ChartPurushothama Nanje GowdaPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Toggle SystemDocument4 pagesToggle SystemJustice MachiwanaPas encore d'évaluation
- BS Au 264-1995 (1999) Iso - 2345-1994 PDFDocument10 pagesBS Au 264-1995 (1999) Iso - 2345-1994 PDFamerPas encore d'évaluation
- 7MT2351-0BB01-1GB2 (Thermowell) PDFDocument1 page7MT2351-0BB01-1GB2 (Thermowell) PDFAli HadiPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- UNF Vs BSFDocument18 pagesUNF Vs BSFJonathan GentPas encore d'évaluation
- Tabela API 6ADocument2 pagesTabela API 6AFeromont KvalitetPas encore d'évaluation
- Brother BAS-311F-0, - 311F-L, - 326F-0Document148 pagesBrother BAS-311F-0, - 311F-L, - 326F-0Nabil ElrhalmiPas encore d'évaluation
- BOMCO JC70D9 Drawworks Parts ManualDocument36 pagesBOMCO JC70D9 Drawworks Parts ManualJack Yang100% (1)
- Stud Bolt LengthDocument1 pageStud Bolt LengthRyan Goh Chuang HongPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- BS 916 PDFDocument21 pagesBS 916 PDFSoniManpreetSinghPas encore d'évaluation
- Clips RenaultDocument7 pagesClips RenaultAlejandro DerissoPas encore d'évaluation
- Assembly and Tensioning of High Strength Bolts andDocument14 pagesAssembly and Tensioning of High Strength Bolts andKirtichandraKomarrajuPas encore d'évaluation
- Asme b16.5 Class 600 Flanges Bolting Pattern and Dimensions Chart Northwest FastenerDocument1 pageAsme b16.5 Class 600 Flanges Bolting Pattern and Dimensions Chart Northwest FastenerRyan SolomonPas encore d'évaluation
- JTM RDocument129 pagesJTM Rwira subrataPas encore d'évaluation
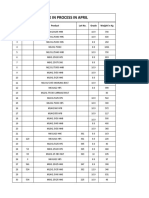
- Work in Process in April: SL No. Ybf No. Product Lot No. Grade Weight in KGDocument3 pagesWork in Process in April: SL No. Ybf No. Product Lot No. Grade Weight in KGSangram ManePas encore d'évaluation
- Sweeper (44 - ) (Frame & Circuitry) - (S - N 984600101 & Above) - SweeperDocument3 pagesSweeper (44 - ) (Frame & Circuitry) - (S - N 984600101 & Above) - SweeperFacu MarianiPas encore d'évaluation
- Superbolt Dimension-List Torque-Guidelines MT UncDocument1 pageSuperbolt Dimension-List Torque-Guidelines MT UncaputraPas encore d'évaluation
- A13 01 PDFDocument2 pagesA13 01 PDFOscar ItzolPas encore d'évaluation
- Tabela de Peso Parafusos Sextavados A325Document5 pagesTabela de Peso Parafusos Sextavados A325w.araujo.xxxxPas encore d'évaluation
- PPT FastenerDocument96 pagesPPT FastenerjoPas encore d'évaluation
- Yamaha Nmax 125 (2015) : D2123kit - Kd2123kitDocument4 pagesYamaha Nmax 125 (2015) : D2123kit - Kd2123kitEduardo Bernal RiveraPas encore d'évaluation
- External Threads - Class 2A: Machine ScrewsDocument11 pagesExternal Threads - Class 2A: Machine ScrewsCraig SwensonPas encore d'évaluation
- Bill of Materials: RDMP Ru V Balikpapan RDMP Balikpapan JoDocument1 pageBill of Materials: RDMP Ru V Balikpapan RDMP Balikpapan JoDavid LekaPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Bolt Tightening TorquesDocument3 pagesBolt Tightening Torquesatanughosh125Pas encore d'évaluation
- Withdrawn ASME StandardsDocument9 pagesWithdrawn ASME StandardsGerardo JM PalaciosPas encore d'évaluation
- Mathcad - Bolt Loading VDI M39 01Document10 pagesMathcad - Bolt Loading VDI M39 01Pete SwiftPas encore d'évaluation
- Screw ThreadDocument51 pagesScrew ThreadzaidoPas encore d'évaluation
- List of Standards - Fastening Elements - Part1Document1 pageList of Standards - Fastening Elements - Part1strijelavremenaPas encore d'évaluation
- Ansi Y14.6m 1978Document31 pagesAnsi Y14.6m 1978tuanPas encore d'évaluation
- Thread Profile Gages: Profile Gage # Will Check The Following Connections Thread FormDocument1 pageThread Profile Gages: Profile Gage # Will Check The Following Connections Thread FormnwohapeterPas encore d'évaluation
- Automation Component - Mechanical Fast - Handbook PDFDocument782 pagesAutomation Component - Mechanical Fast - Handbook PDFfsilassie8012Pas encore d'évaluation
- Analog Design and Simulation Using OrCAD Capture and PSpiceD'EverandAnalog Design and Simulation Using OrCAD Capture and PSpicePas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)