Vous aimerez peut-être aussi
- Astm A128Document2 pagesAstm A128banglvhPas encore d'évaluation
- Astm A297Document3 pagesAstm A297rams789Pas encore d'évaluation
- Astm A532Document4 pagesAstm A532RECEP ÇETİNKAYA100% (8)
- 17-7 PH Stainless SteelDocument2 pages17-7 PH Stainless Steelzain malikPas encore d'évaluation
- SAE BoltDocument1 pageSAE BoltAnuj ShahiPas encore d'évaluation
- Astm e 192Document6 pagesAstm e 192Bryan Jimenes DorantesPas encore d'évaluation
- Din 2391Document16 pagesDin 2391rgi178Pas encore d'évaluation
- Astm A 148 Cast SteelDocument4 pagesAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- Astm A514 1977Document6 pagesAstm A514 1977Elumalai Srinivasan100% (1)
- Astm A 802 PDFDocument3 pagesAstm A 802 PDFPrakash100% (2)
- ASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule StockDocument18 pagesASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule Stockfininho555Pas encore d'évaluation
- Astm A 447-2011Document4 pagesAstm A 447-2011Vk Rai100% (1)
- B30 00 PDFDocument12 pagesB30 00 PDFluis_may22Pas encore d'évaluation
- DIN 1681 Chemical CompositionDocument12 pagesDIN 1681 Chemical CompositionAshish Kesharwani100% (1)
- A132 PDFDocument2 pagesA132 PDFluisPas encore d'évaluation
- Astm A781 2020 PDFDocument11 pagesAstm A781 2020 PDFCristhian Camilo Quiroga Walteros100% (1)
- Schleuderguss 1109 E NetDocument12 pagesSchleuderguss 1109 E NethannaisPas encore d'évaluation
- Is 4522Document23 pagesIs 4522maheshkbandari0% (1)
- En Iso 6020 PDFDocument63 pagesEn Iso 6020 PDFsundyaPas encore d'évaluation
- EDH CMS Crossings Reduce Wear and Increase Service LifeDocument1 pageEDH CMS Crossings Reduce Wear and Increase Service LifeShipra MishraPas encore d'évaluation
- Astm B271Document1 pageAstm B271EliteNet EletronicaPas encore d'évaluation
- ASTM B127 Monel PDFDocument10 pagesASTM B127 Monel PDFCristian OtivoPas encore d'évaluation
- F 1789 - 17Document15 pagesF 1789 - 17Acilasac 2018Pas encore d'évaluation
- DIN 3015 ClampsDocument20 pagesDIN 3015 ClampsRasheshPas encore d'évaluation
- Gould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Document2 pagesGould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Gourav SharmaPas encore d'évaluation
- A668Document7 pagesA668fonseca_mbb_lapemfacPas encore d'évaluation
- International Standard 7539-2Document5 pagesInternational Standard 7539-2cao thanh quocPas encore d'évaluation
- En10083 2Document2 pagesEn10083 2Sezgin BayrakPas encore d'évaluation
- EI0401 Bil1Document28 pagesEI0401 Bil1GOPINATH KRISHNAN NAIRPas encore d'évaluation
- Astm A325Document8 pagesAstm A325Nacer KisyPas encore d'évaluation
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezPas encore d'évaluation
- ASTM D5162-01 - Discontinuity (Holiday) Testing of Nonconductive Protective Coating On Metallic SubstratesDocument4 pagesASTM D5162-01 - Discontinuity (Holiday) Testing of Nonconductive Protective Coating On Metallic SubstratesMelissa SammyPas encore d'évaluation
- SAE J404 V 002Document6 pagesSAE J404 V 002DylkanWingsPas encore d'évaluation
- ASTM Reference RadiographsDocument3 pagesASTM Reference RadiographsAkbar ShaikPas encore d'évaluation
- ASTM E 140 FOR Standard Hardness Conversioin Table PDFDocument21 pagesASTM E 140 FOR Standard Hardness Conversioin Table PDFFabian Armando Barragan RamirezPas encore d'évaluation
- Stainless Steel GX4CrNi13-4 Material Data SheetDocument5 pagesStainless Steel GX4CrNi13-4 Material Data SheetAlex007Pas encore d'évaluation
- Iso 4948 2 en PDFDocument6 pagesIso 4948 2 en PDFKalpeshPas encore d'évaluation
- Astm B443.8889Document7 pagesAstm B443.8889Kelly BatesPas encore d'évaluation
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFRyan LasacaPas encore d'évaluation
- Din 17102 PDFDocument10 pagesDin 17102 PDFEvriMert RüzgArdaPas encore d'évaluation
- Cromax 42CrMo4Document3 pagesCromax 42CrMo4ElMacheteDelHuesoPas encore d'évaluation
- Astm A 743 PDFDocument8 pagesAstm A 743 PDFWill MottaPas encore d'évaluation
- Surface Comparator Chart Sa 2 5Document5 pagesSurface Comparator Chart Sa 2 5Vebryan SyahPas encore d'évaluation
- B26B26MDocument14 pagesB26B26MAbraham MallisaPas encore d'évaluation
- ISO Tolerance ChartDocument1 pageISO Tolerance ChartAhmad Shuja100% (1)
- Domex 100 XF hot rolled steel data sheetDocument2 pagesDomex 100 XF hot rolled steel data sheetzubblwump5063Pas encore d'évaluation
- ASTM A356 A356M - 07 Steel CastingsDocument6 pagesASTM A356 A356M - 07 Steel CastingsMacario LeyvaPas encore d'évaluation
- SAE 64 Bronze Material PropertiesDocument1 pageSAE 64 Bronze Material PropertiesIbsonhPas encore d'évaluation
- DIN EN 14700: Welding Consumables For Hard-FacingDocument14 pagesDIN EN 14700: Welding Consumables For Hard-FacingHany Elsayed100% (1)
- Material Data Sheet en Aw 6082 Almgsi1Document1 pageMaterial Data Sheet en Aw 6082 Almgsi1pankajrs.mechengineer4502Pas encore d'évaluation
- Jis g3454 Stpg370, Stpg410..Document3 pagesJis g3454 Stpg370, Stpg410..Mohd FadzliPas encore d'évaluation
- ASTM A194 A194M 2022 InglesDocument3 pagesASTM A194 A194M 2022 InglesErickPas encore d'évaluation
- Steel Castings, Austenitic Manganese: Standard Specification ForDocument2 pagesSteel Castings, Austenitic Manganese: Standard Specification Forrohit kumarPas encore d'évaluation
- A 128 - A 128M - 93 R98 Qteyoc05m1i5oaDocument2 pagesA 128 - A 128M - 93 R98 Qteyoc05m1i5oarolando cuadro blancoPas encore d'évaluation
- Steel Castings, Austenitic Manganese: Standard Specification ForDocument3 pagesSteel Castings, Austenitic Manganese: Standard Specification ForJosh HansenPas encore d'évaluation
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument6 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripMaximiliano VerardoPas encore d'évaluation
- Astm A-693Document7 pagesAstm A-693Sales VindindiaPas encore d'évaluation
- ASTM A 514 - A 514-00. Standard Specification For High-YieldDocument3 pagesASTM A 514 - A 514-00. Standard Specification For High-YieldHo Le QuangPas encore d'évaluation
- Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDocument3 pagesSteel Wire, High-Carbon Spring, For Heat-Treated ComponentsOMEGA CONSULTANTPas encore d'évaluation
- Viewing and Interpretation of RadiographsDocument28 pagesViewing and Interpretation of RadiographsEr WidodoPas encore d'évaluation
- 2a5 PDFDocument5 pages2a5 PDFEr WidodoPas encore d'évaluation
- Defects in Continuous Cast SteelsDocument4 pagesDefects in Continuous Cast SteelsEr WidodoPas encore d'évaluation
- Forces Acting On The MouldDocument4 pagesForces Acting On The MouldEr Widodo100% (1)
- Defect Management ProcessDocument9 pagesDefect Management ProcessSrinivas Maddipati100% (11)
- Astm A 327M - 91 R97Document3 pagesAstm A 327M - 91 R97Er WidodoPas encore d'évaluation
- Pin HolesDocument4 pagesPin HolesEr WidodoPas encore d'évaluation
- Casting Defects in Steels - KEY To METALS ArticleDocument4 pagesCasting Defects in Steels - KEY To METALS Articlekumarpankaj030Pas encore d'évaluation
- Astm A 327 - 91 R97Document4 pagesAstm A 327 - 91 R97Er WidodoPas encore d'évaluation
- Casting DefectsDocument2 pagesCasting DefectsLanky IloveuPas encore d'évaluation
- A367 Chill Method PDFDocument4 pagesA367 Chill Method PDFOziel RomeroPas encore d'évaluation
- A367 Chill Method PDFDocument4 pagesA367 Chill Method PDFOziel RomeroPas encore d'évaluation
- Astm A 327 - 91 R97Document4 pagesAstm A 327 - 91 R97Er WidodoPas encore d'évaluation
- A319Document2 pagesA319malika_000% (1)
- Astm A 323 - 93 R00Document3 pagesAstm A 323 - 93 R00Er WidodoPas encore d'évaluation
- Astm A 247 - 67 R98Document2 pagesAstm A 247 - 67 R98Er WidodoPas encore d'évaluation
- A102Document3 pagesA102SUNIL BINDPas encore d'évaluation
- Astm A 324 - 73 R00Document3 pagesAstm A 324 - 73 R00Er Widodo50% (2)
- A 148 - A 148M - 03 Steel Casting High Strength For Structural Purpose PDFDocument4 pagesA 148 - A 148M - 03 Steel Casting High Strength For Structural Purpose PDFEr WidodoPas encore d'évaluation
- ASTM A 197 - A 197M - 00Document4 pagesASTM A 197 - A 197M - 00Er Widodo100% (2)
- ASTM A 220 - A 220M - 99Document5 pagesASTM A 220 - A 220M - 99Er WidodoPas encore d'évaluation
- Astm A 126 - 04Document3 pagesAstm A 126 - 04Er WidodoPas encore d'évaluation
- A 100 - 04 Ferrosilicon PDFDocument6 pagesA 100 - 04 Ferrosilicon PDFEr Widodo100% (1)
- Astm A 159 - 83 R01Document5 pagesAstm A 159 - 83 R01Er WidodoPas encore d'évaluation
- Astm A 146 - 04Document2 pagesAstm A 146 - 04Er WidodoPas encore d'évaluation
- A132 PDFDocument3 pagesA132 PDFD_D_76Pas encore d'évaluation
- Astm A 144 - 02Document2 pagesAstm A 144 - 02Er WidodoPas encore d'évaluation
- A101Document3 pagesA101darwin_huaPas encore d'évaluation
- Astm A 99 - 03Document3 pagesAstm A 99 - 03Er WidodoPas encore d'évaluation
- Fiberforce PP 48 PdsDocument2 pagesFiberforce PP 48 Pdsjack21abPas encore d'évaluation
- Sewer Technology Awashaft Installation GuideDocument36 pagesSewer Technology Awashaft Installation Guidemujahid qureshiPas encore d'évaluation
- Instructions For Welding The Cat Advansys™ Adapters On Excavator and Wheel Loader S (0679, 6001, 6800)Document1 pageInstructions For Welding The Cat Advansys™ Adapters On Excavator and Wheel Loader S (0679, 6001, 6800)arfa ujiantoPas encore d'évaluation
- Parker Cylinder Mounting AccessoriesDocument20 pagesParker Cylinder Mounting AccessoriesAyman AlhalfawyPas encore d'évaluation
- Metal Casting Process Unit - 1Document146 pagesMetal Casting Process Unit - 1sudhakarPas encore d'évaluation
- FMC Fluid Control Flowline Products - CatalogDocument20 pagesFMC Fluid Control Flowline Products - CatalogVirnando Nainggolan50% (2)
- TOOLS AND EQUIPMENT USE IN CONCRETE WORKS - BadioDocument4 pagesTOOLS AND EQUIPMENT USE IN CONCRETE WORKS - BadioAshiya SampacoPas encore d'évaluation
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DPas encore d'évaluation
- Workshop Practice Series 09 Soldering and BrazingDocument68 pagesWorkshop Practice Series 09 Soldering and BrazingSemnalmecPas encore d'évaluation
- Structural Masonry Special InspectionDocument132 pagesStructural Masonry Special InspectionFrancisco Bonilla100% (1)
- ICI Concrete Cube Strength Competition Test ReportDocument18 pagesICI Concrete Cube Strength Competition Test ReportRonyJoyPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationsunitkghoshPas encore d'évaluation
- STP Equipment Layout 1: Control Room 1-02 Laboratory 1-01Document20 pagesSTP Equipment Layout 1: Control Room 1-02 Laboratory 1-01Archi Tonskie100% (1)
- Snag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionDocument10 pagesSnag List-Hyatt House Hvac and Chiller System Valve Pakage CD Fa Duct Rooms or Areas Fcu and Duct ConnectionriyasudheenmhPas encore d'évaluation
- High-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsDocument3 pagesHigh-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsakhileshPas encore d'évaluation
- Spiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesDocument6 pagesSpiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesAntonio CardosoPas encore d'évaluation
- HEYDAR ALIYEV CENTER Structural SystemsDocument6 pagesHEYDAR ALIYEV CENTER Structural Systemsbhakti ganatra100% (1)
- L8-Water Supply Pipe AppurtenancesDocument10 pagesL8-Water Supply Pipe AppurtenancesMidhun Chowdary100% (1)
- CoreTen Brochure PDFDocument2 pagesCoreTen Brochure PDFRashid MohammedPas encore d'évaluation
- 8.19.3 Laying: 8.20 Curtain W T T ALL W W With Aluminium Composite Panels (Acp) Cladding P P 8.20.1 GeneralDocument5 pages8.19.3 Laying: 8.20 Curtain W T T ALL W W With Aluminium Composite Panels (Acp) Cladding P P 8.20.1 GeneralAnshuman RathPas encore d'évaluation
- A Project Report On BEHAVIOUR OF CONCRET PDFDocument89 pagesA Project Report On BEHAVIOUR OF CONCRET PDFRahul Singh PariharPas encore d'évaluation
- Cement Concrete Technology PDFDocument155 pagesCement Concrete Technology PDFArun VyasPas encore d'évaluation
- Building Technology June 2010 Past Board ExamDocument7 pagesBuilding Technology June 2010 Past Board ExamJhyl AquinoPas encore d'évaluation
- Catalog EncoreDocument71 pagesCatalog EncoreGabiPas encore d'évaluation
- Appendix A - Specification For Fabrication and Erection of PipingDocument15 pagesAppendix A - Specification For Fabrication and Erection of PipingOmar TocmoPas encore d'évaluation
- Concrete Compression Test Report: 150X150X150 150X150X150 150X150X150 150X150X150 150X150X150 150X150X150Document3 pagesConcrete Compression Test Report: 150X150X150 150X150X150 150X150X150 150X150X150 150X150X150 150X150X150Okello StevenPas encore d'évaluation
- Thermal & Moisture ProtectionDocument14 pagesThermal & Moisture Protectionmarc naganoPas encore d'évaluation
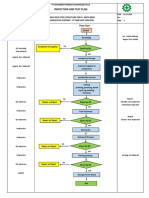
- Inspection and Test Plan: Flow Chart Start IncomingDocument1 pageInspection and Test Plan: Flow Chart Start IncomingSinden AyuPas encore d'évaluation
- Precast Flooring Solutions: Therma-Beam™Document20 pagesPrecast Flooring Solutions: Therma-Beam™VijayPas encore d'évaluation
- Company Profile TriomandiriDocument7 pagesCompany Profile TriomandiriImam GunawanPas encore d'évaluation