Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Cat Flash File ReadxrefDocument179 pagesCat Flash File ReadxrefНиколай Белый89% (9)
- Volvo: Electrical Wiring DiagramDocument7 pagesVolvo: Electrical Wiring Diagramrusadi100% (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 943 0019Document40 pages943 0019Pablo Martir100% (1)
- MCQ DistributionDocument8 pagesMCQ Distributiongoyal.167009100% (2)
- Thyristor: Semi-Conductor DeviceDocument11 pagesThyristor: Semi-Conductor DeviceAmit RastogiPas encore d'évaluation
- W PRG S-Curve Feb 07th 2013 (For Mhe)Document184 pagesW PRG S-Curve Feb 07th 2013 (For Mhe)adityadh100% (1)
- Produced Water Re-InjectionDocument171 pagesProduced Water Re-InjectionrfarajzadehPas encore d'évaluation
- Manual 924HDocument811 pagesManual 924HJuliana Magalhães100% (1)
- PrefaceDocument45 pagesPrefaceaddy_callsoutPas encore d'évaluation
- Gardner Denver: Operating and Service ManualDocument41 pagesGardner Denver: Operating and Service ManualCESAR MORAPas encore d'évaluation
- Zdenek Fukar Waagner Biro Indonesia Bridges SEAsia 2010-08-03aDocument85 pagesZdenek Fukar Waagner Biro Indonesia Bridges SEAsia 2010-08-03aadityadh100% (1)
- PES 2017 Players and AbilitiesDocument2 pagesPES 2017 Players and AbilitiesadityadhPas encore d'évaluation
- BOQ Gudang PltuDocument3 pagesBOQ Gudang PltuadityadhPas encore d'évaluation
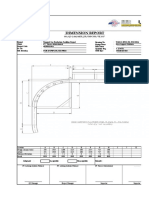
- Dimension Report: 001/QC-LAM/MDR - DR/TNSC-HS/VII.2017Document3 pagesDimension Report: 001/QC-LAM/MDR - DR/TNSC-HS/VII.2017adityadhPas encore d'évaluation
- 2.1. Excav PC200 - 200LC-8 - CEN00049-09Document5 pages2.1. Excav PC200 - 200LC-8 - CEN00049-09adityadhPas encore d'évaluation
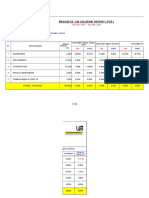
- Draft: No. PP.: 001 Sheet: Date: 23 Agustus 2017 Rev.: Owner Project Title / CodeDocument1 pageDraft: No. PP.: 001 Sheet: Date: 23 Agustus 2017 Rev.: Owner Project Title / CodeadityadhPas encore d'évaluation
- Wide Flange Shape: Accordingjis 1993Document12 pagesWide Flange Shape: Accordingjis 1993adityadhPas encore d'évaluation
- List - TBC SoftDocument1 pageList - TBC SoftadityadhPas encore d'évaluation
- Yes/No Yes/No Yes/No Yes/No Yes/No Yes/No Yes Yes Yes Yes Yes YesDocument1 832 pagesYes/No Yes/No Yes/No Yes/No Yes/No Yes/No Yes Yes Yes Yes Yes YesadityadhPas encore d'évaluation
- Division 16 - SEC16000-I GeneralDocument4 pagesDivision 16 - SEC16000-I GeneraladityadhPas encore d'évaluation
- Division 16 - SEC16140-I Switches, ReceptaclesDocument2 pagesDivision 16 - SEC16140-I Switches, ReceptaclesadityadhPas encore d'évaluation
- Division 16 - SEC16065-I Lighting ProtectionDocument4 pagesDivision 16 - SEC16065-I Lighting ProtectionadityadhPas encore d'évaluation
- Brosur Cyclone VentilatorDocument4 pagesBrosur Cyclone VentilatoradityadhPas encore d'évaluation
- p92 & t23 - Esope France, 2004Document13 pagesp92 & t23 - Esope France, 2004adityadhPas encore d'évaluation
- Material Safety Data Sheet: I. Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I. Product IdentificationadityadhPas encore d'évaluation
- Structural Analysis of Transfer Tower Conveyor T-315Document1 pageStructural Analysis of Transfer Tower Conveyor T-315adityadhPas encore d'évaluation
- Pre Design REPORT ContentsDocument1 pagePre Design REPORT ContentsadityadhPas encore d'évaluation
- PSG-X-AJ-As-0250 - Mech DWG of Detail Cooling Tower, OHC and Civil DWG of Blowdown Cooling Well Plan & SectionDocument9 pagesPSG-X-AJ-As-0250 - Mech DWG of Detail Cooling Tower, OHC and Civil DWG of Blowdown Cooling Well Plan & SectionadityadhPas encore d'évaluation
- Foto Laporan Wekley 10 Jan 2013Document2 pagesFoto Laporan Wekley 10 Jan 2013adityadhPas encore d'évaluation
- WULC - 14 - 1000-G. Selgi SAIPEM New Developments in High Pressure Equipment Design FeaturesDocument9 pagesWULC - 14 - 1000-G. Selgi SAIPEM New Developments in High Pressure Equipment Design FeaturesadityadhPas encore d'évaluation
- Washing Machine: Service ManualDocument41 pagesWashing Machine: Service Manualimagex5Pas encore d'évaluation
- Electrical Disturbances in LV Networks Due To Energization of MV NetworksDocument5 pagesElectrical Disturbances in LV Networks Due To Energization of MV NetworksAlejandro Solis GomezPas encore d'évaluation
- Hse Ems Enviornmental PolicyDocument7 pagesHse Ems Enviornmental Policyshaquan josephsPas encore d'évaluation
- MV Electrical TechnicianDocument1 pageMV Electrical TechnicianSundar ThangapandianPas encore d'évaluation
- Answer Key - CWT 1Document2 pagesAnswer Key - CWT 1Areeb AbbaxiPas encore d'évaluation
- Mat Sci Slides 2Document29 pagesMat Sci Slides 2abcdPas encore d'évaluation
- Central Lincolnshire Local Plan Core StrategyDocument370 pagesCentral Lincolnshire Local Plan Core Strategydaniel7120Pas encore d'évaluation
- Chapter 13 - Chemical EquilibriumDocument52 pagesChapter 13 - Chemical EquilibriummukhlishPas encore d'évaluation
- Position On Strategic GraphiteDocument26 pagesPosition On Strategic GraphitemcnpopaPas encore d'évaluation
- 42NQV050 060 SVMDocument102 pages42NQV050 060 SVMRob KoopmanPas encore d'évaluation
- On CryogenicsDocument15 pagesOn Cryogenicsaswinchand50Pas encore d'évaluation
- Daewoo Miniexcavadora SOLAR 030 / SOLAR 035Document6 pagesDaewoo Miniexcavadora SOLAR 030 / SOLAR 035MaquinzaPas encore d'évaluation
- DC Solar Pumps New-3 PDFDocument3 pagesDC Solar Pumps New-3 PDFRavi SharmaPas encore d'évaluation
- Advanced Motion Controls FC1010Document7 pagesAdvanced Motion Controls FC1010Servo2GoPas encore d'évaluation
- Development of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldDocument14 pagesDevelopment of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldTaiwo Adenike BashorunPas encore d'évaluation
- SM 18Document16 pagesSM 18Uriel HerreraPas encore d'évaluation
- 1. المضخهDocument20 pages1. المضخهالمهندسوليدالطويلPas encore d'évaluation
- GROHE Pricelist-2020 en GB PDFDocument1 020 pagesGROHE Pricelist-2020 en GB PDFNikhil AggarwalPas encore d'évaluation
- US Proposal Tax Credit Green H2Document36 pagesUS Proposal Tax Credit Green H2hlucasportaPas encore d'évaluation
- Lesson 12a - Et332bDocument23 pagesLesson 12a - Et332bLawiii KkkPas encore d'évaluation
- VLT2800 Quick Guide PDFDocument2 pagesVLT2800 Quick Guide PDFlieldPas encore d'évaluation