Académique Documents
Professionnel Documents
Culture Documents
Development of A Multiphase Flow Metering Procedure Based On The Ultrasonic Technique
Transféré par
mohamad miriTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Development of A Multiphase Flow Metering Procedure Based On The Ultrasonic Technique
Transféré par
mohamad miriDroits d'auteur :
Formats disponibles
Development of a multiphase flow metering procedure
based on the ultrasonic technique
J L Goncalves, T A Paiva, J R Abud-Jr, R D M Carvalho, O J Venturini
Universidade Federal de Itajub, Instituto de Engenharia Mecnica, Brazil
ABSTRACT
In the oil industry, the requirements of multiphase flow measurement pose numerous
challenges. In this regard, the ultrasonic technique has been receiving increasing attention
in the past years because it is noninvasive, fast responding, and suitable for operation in
harsh environments. In this paper, the possibility of eliminating or diminishing the need
for flow homogenization or separation in multiphase flow metering (MFM) systems by
means of the ultrasonic technique is examined. Visual data as well as ultrasonic
attenuation and transit time data in oil-continuous oil-air, oil-sand, and oil-water mixtures
in 54-mm diameter acrylic and steel pipes are presented; USP mineral oil and 425 600
m glass beads were used to simulate the petroleum and sand contents, respectively. The
potential use of the ultrasonic technique as a substitute for more complex phase fraction
measuring instruments is then addressed.
Keywords: Ultrasonic technique; visual data; two-phase mixtures; MFM.
1 INTRODUCTION
A simplified view of an oil and gas production plant is shown in Figure 1. The wellheads
on the left feed into production and test manifolds; the remainder of the figure is the
actual gas and oil separation plant (GOSP). Often the well stream will consist of a full
range of hydrocarbons and a variety of non wanted components such as water, carbon
dioxide, salts, sulphur, and sand (1). The main purpose of the GOSP is to process the
well flow into clean single-phase oil, natural gas, and condensates ready for transport.
Single-phase metering at this point normally provides high-performance measurements
of hydrocarbon production. The gravity production separator is the classical design;
gravity separators generally are large, heavy, and costly. The need for multiphase flow
metering (MFM) arises when it is necessary or desirable to meter well flow upstream of
the separators. MFM enables measurement of unprocessed multiphase streams very close
to the well, thereby providing continuous monitoring of well performance and better
reservoir exploitation/drainage. As discussed in (2), one of the limitations of MFM
technology is the uncertainty of the measurement as compared to single-phase metering.
A second limitation is the difficulty to extract representative flow samples because no
standard or simple method for multiphase fluid sampling is yet available. In selecting the
optimal MFM technology for a specific application, one must first establish the expected
flow regimes from the wells to be measured and determine the production envelope. The
next step is to select a multiphase flow meter (MPFM) that is capable of continuously
measuring the representative phases and volumes within the required uncertainties.
BHR Group 2011 Multiphase 15 101
Figure 1 Oil and gas production overview adapted from (3).
The application of MPFMs to single well surveillance/monitoring and testing is further
discussed in (2). By continuously monitoring production from a single well using a
MPFM the time resolution of the information is higher compared with random or even
regular testing with a test separator. Therefore, the MPFMs may actually reduce the total
uncertainty in the well data despite the fact that instantaneous phase flow rates are
measured with increased uncertainty. Additionally, in well testing the response time of a
MPFM is significantly less (minutes) than that of a separator (hours) and more tests can
be carried out using MPFMs. For wells that need to be controlled on a daily basis, the
conventional test separator may not be satisfactory. Finally, well testing and production
metering from the wells in a satellite field can be done by means of MPFMs and this
would remove the need for a separate test line and manifold system for the satellite field.
2 THE ROUTES TO MULTIPHASE FLOW METERING
The objective of multiphase flow metering (MFM) is to determine the flow rates of the
individual components of a multiphase stream, for example, oil, water, and gas. The
particular ways in which different instruments are combined follow four basic paths or
routes (1). The arrangement for homogenization and sampling of the multiphase flow
is shown schematically in Figure 2; three instruments are required, two in series
downstream of the mixer and one in the sample line. The meter in the sample line
determines the water-in-liquid ratio (WLR) of the oil/water part of the mixture whereas
the meters downstream of the homogenizer can directly or indirectly measure any of the
following two-measurement combinations: ( + v), (v + ), (v + v), (v2 + ), (v2 + v)
or (v2 + v), where and v are the density and the fluid average velocity, respectively.
The goal is to obtain the mixture gas-liquid ratio (GLR) and the phases flow rates. In the
case of homogenization without sampling of the multiphase flow, three instruments
102 BHR Group 2011 Multiphase 15
are required downstream of the mixer (Figure 3). The first two meters can measure any
of the two-measurement combinations listed above so as to provide the mixture void
fraction and flow rate; the third meter is needed for additional information about one of
the phase fractions. In order to determine the individual phases flow rates of a non-
homogeneous flow, five measurements are needed. The individual velocity of each
phase would have to measured separately as well as one of the phase fractions; a fifth
meter would give the mixture overall density or the total mass flow (1). Route 3 aims at
being totally nonintrusive to the flow, i.e. it involves no separation, no homogenization,
and no alteration of the original flow regime. When the gas phase of a multiphase stream
is only partially separated, some liquid can be expected to travel with the gas, which then
calls for a wet gas measurement. Finally, when a multiphase flow is split into several
individual single-phase flows and each phase flow rate measured separately (Route 4),
the need to refer to MFM ceases to exist.
Figure 2 Schematic view of Route 1 to MFM.
Figure 3 Schematic view of Route 2 to MFM.
Table 1 provides a review of different instruments and techniques that have been
considered for MFM applications, grouped according to the flow parameter involved in
their principle of operation. The Remarks column summarize current information in the
literature (1) involving the application of these techniques to MFM. It can be seen that
most techniques either call for additional research and development before they can be
reliably applied to multiphase flows or still need further development despite already
being used in MFM applications. Multiphase metering categories follow closely the
routes to MFM described above. The main categories are (2): (a) in-line meters, (b)
separation-type meters (full gas-liquid separation, partial separation, and separation in
sample line), and (c) wet gas meters. Al-Taweel and Barlow (4) describe and discuss the
results from eight different multiphase flow meters (MPFM) in all categories targeted for
wellhead installation in remote onshore fields and unmanned offshore platforms in Saudi
Arabia. Table 2 and Table 3 present a summary of some existing separation-type and in-
line MFM systems, including those discussed in (4). In connection with wet gas flows,
wet gas meters can be a combination of various techniques; when single-phase flow
meters like a venturi or a V-cone meter are used, standard single-phase measurement
models have to be corrected for the presence of liquid in the gas (2). Following is
discussion on how the ultrasonic technique as studied in the present work might be used
BHR Group 2011 Multiphase 15 103
in MFM systems in combination with or replacing specific instruments in Table 2 and
Table 3.
Table 1: Classification of MFM instruments and techniques.
Category of MFM Instrument
Remarks
Instruments Measurement Principle
Measurement of Vibrating tube Techniques not quite established yet; difficulties
mean fluid density Weighing of tube regarding their application to two-phase flows.
If phases configuration not known a priori, phase
Electrical impedance fraction cannot be determined unambiguously.
Problems with phase inversion in oil-water flows.
Single-beam gamma
Their use is restricted to truly homogeneous flows.
densitometry
Broad beam gamma Advantages over single-beam offset by need for
densitometer careful determination of collimator shape.
Measurement of Multi-beam gamma Well established for void fraction and flow pattern
phase fractions densitometer measurements; errors due to phase distribution.
Resonant frequency measurements restricted to oil-
Microwave resonance water mixtures in sample lines; in the presence of gas
technique is unlikely to work predictably.
Many measurements to obtain void fraction; unlikely
Gamma-ray scattering
to find much use outside research lab.
Neutron absorption Neither technique offers sufficient advantage over
Neutron scattering gamma-ray, particularly in subsea applications.
Requires independent measurements of void fraction
Turbine flow meter and quality or slip ratio. Careful calibration required
unless the flow is trully homogeneous.
Unlikely to be part of multiphase monitoring
Vortex shedding meter packages, except maybe for single-phase flow
measurements with component separation.
Acoustic Its application to multiphase flows still needs to be
(pulse and return) meter established by careful experiments.
In-situ calibration is essential requirement for
Acoustic cross correlation
Measurement measuring multiphase flow velocity.
of velocity Applicable to multiphase systems provided phase
Pulsed-neutron activation
fractions are known; tagging of oxygen in water or
(PNA)
impurities in oil and gas could yield flow velocity.
Advantages when applied to homogenized gas-air-
Electromagnetic flow
water mixture; viability and application range in oil-
meter
water-gas flows still have to be established.
Gamma-ray/Neutron,
Capacitance / All of them use the cross correlation process.
Conductivity cross
correlation
Measurement of EMFM / TMFM / Pulsed
EMFM - Electromagnetic flow meter;
volume/mass Neutron Activation,
TMFM True mass flow meter.
flow rate Vibrating Tube
Its application to heterogeneous flows requires
Venturi meter calibration for particular conditions at hand; meter has
not yet been tried in three-phase flows.
Measurement of For a given flow pattern, statistical characteristics of
momentum flux pressure fluctuations may be used to determine phases
Pressure fluctuation
momentum fluxes and, hence, the component
signals
velocities. Practical applications require extensive in-
situ calibration.
104 BHR Group 2011 Multiphase 15
Table 2: Overview of some existing separation-type MFM systems.
Instrument or Measurement Technique Employed
Sub
Category Manufacturer Total Flow Liq. Gas Liq. Gas Volume Free Mixture
Category
Rate Mass Mass Volume Flow Rate Gas Density
Full Gas- Saudi Aramco Coriolis Coriolis Coriolis
Liq. dual-coriolis
Separation Accuflow Coriolis Vortex Coriolis
Texaco Capacitance
Diff.
Separation Wellcomp Coriolis Vortex
pressure
type Partial
systems Gas- Haimo Venturi Vortex
Liquid Positive Positive
Separation Agar 401 Vortex
displacem. displacem.
Venturi/ Ventur/
High-GVF
Tracer- Tracer-
meter
dilution dilution
Instrument or Measurement Technique Employed
Sub
Category Manufact. Liq.
Category Oil f. Gas f. Water f. Remarks
Velocity
Saudi Minimal operational
Aramco Coriolis problems; results within
dual-coriolis 10% of test separator
Full Gas-
General agreement with
Liquid
test separator; problems
Separation
Accuflow Coriolis with gas separation led
to problems with the
Coriolis meter
Accuracy quickly
Cross-
Gamma-ray deteriorated under
correlation
Texaco densitometer Microwave slugging conditions;
of gamma-
water cut commonly
Separation ray densit.
inaccurate.
type
Test results were in
systems Wellcomp Capacitance probes
general satisfactory
Cross-
Partial Gas- Dual
correlation
Liquid Haimo gamma
of gamma-
Separation source
ray sensors
No significant problems
or operational failures;
Multiport
Agar 401 Microwave meter compared well
Venturi
with test separator;
meter was undersized
High-GVF Test results were
meter promising
BHR Group 2011 Multiphase 15 105
Table 3: Overview of some existing in-line type MFM systems.
Instrument or Measurement Technique Employed
Sub Total
Category Manufacturer Mixture
Category Flow Oil f. Gas f. Water f.
Density
Rate
Capcitance /
KOS Capacitance/
inductance
Flow Multicapacitor Inductance
electrodes
Conditioning
Dual-energy
Framo Venturi
gamma-ray
Gamma-
Fluenta 1900 Gamma-ray Capacitance/
Venturi ray
VI densitiometer Inductance
densitom.
Pietro Permittivity/
Venturi
In-line Fiorentini Conductivity
meters MPM Venturi 3D broadband tomography
Megra Daniel Venturi Gamma-ray absorption
No Flow
Conditioning Single or dual energy gamma-ray
Neftemer
absorption
Dual-energy
Schlumberger
Venturi gamma-ray
VX
absorption
MFI Microwave
Roxar MPFM Venturi Electrical impedance / gamma-ray
1900VI (optional) density
Measurement
Sub Technique
Category Manufacturer Remarks
Category Liquid Gas
Velocity Velocity
Meter required slug flow condition; slug
KOS and gas velocity assumed the same; liquid
multicapacitor and gas flow rates and water cut were
Flow commonly outside accuracy specifications.
Conditioning Requires flow homogenization upstream of
measuring station; minimal operational
Framo
problems; compared favorably with test
separator; trial period limited.
Cross-correlation
Fluenta 1900 Meter performance below 90% GVF was
of capacitance /
VI acceptable; above 90% GVF it was poor.
In-line inductance
meters Cross-correlation
Pietro
of permittivity and
Fiorentini
conductivity
No Flow MPM, Megra
Conditioning Daniel,
Neftemer,
Schlumberger
VX, MFI
Cross-correlation
Roxar MPFM A venturi meter extends the meter range to
of the electrical
1900VI cover single-phase liquid and gas.
impedance signals
106 BHR Group 2011 Multiphase 15
3 APPLICATION OF THE ULTRASONIC TECHNIQUE TO MULTIPHASE
FLOW METERING
In the oil industry, there is a need to determine the dispersed phase holdup using non-
invasive fast responding techniques. The ultrasonic technique fulfils these requirements
and could have the capability to provide the information required. Ultrasonic transducers
and electronics are readily available commercially at relatively low cost; these systems
are also compact and rugged. The drawback of current ultrasonic techniques is the need
for prior signal attenuation calibration; however, other MFM techniques (Table 1) also
have the same limitation and this should not be a reason for neglecting the great potential
exhibited by the ultrasonic technique. Carvalho and Bannwart (5) carried out an
extensive review of the current status of the ultrasonic technique in the context of MFM.
The technique has been tested with a variety of multiphase mixtures, but the reported
investigations fell short of testing it in situations closer to real applications in the oil
industry. The discussion that follows aims at contributing to this goal as it encompasses
ultrasonic data in oil-continuous mixtures in steel pipes.
3.1 Experimental Apparatus and Procedure
The experimental apparatuses built for acquiring ultrasonic data in water-air flows and
suspensions of sand in water have been described previously (6, 7). In the present
investigation, due to difficulties in working with oil, a simpler device was designed
(Figure 4); the main goal was to make sure that reliable, repeatable ultrasonic signals
could be obtained from which information about the flow pattern and the phase fractions
could be derived. Referring to Figure 4, a 2.5 m segment of a 54-mm ID 1020 steel or
Plexiglas pipe was mounted vertically on a base where a porous medium was inserted
and through which air was bubbled into the stagnant oil; the air was vented into the
atmosphere at top. The air flow rate was monitored by Rheotest Haake 513 variable area
flow meters and the average void fraction was calculated from the swell in the oil
column. Glass beads were fed from the top by means of a funnel coupled to a controlled
speed motor; a valve was used to control the sand flow rate. The average solids
concentration was also calculated from the swelling of the oil column. USP mineral oil
(814.5 kg/m3 and 41.36 mPa.s at 20C) and 425 600 m glass beads were used to
simulate the petroleum and sand contents, respectively. Water from a constant level tank
was also fed from the top and its flow rate controlled by means of a ball valve; the water
discharge through the bottom of the Plexiglas or steel pipe was adjusted by means of
another ball valve so that the flow rate through the oil mass was constant. The water
fraction in the pipe was also measured by the swell in the oil column. The ultrasonic test
section was located at about 1m below the pipe upper end so that at the measurement
location the mixture would be more uniform and less disturbed. The mixture temperature
was measured by means of a 0.5 C digital thermometer located 0.5 m below the pipe
upper end.
Panametrics Videoscan ultrasonic transducers were mounted on adapters as shown in
Figure 4; the set of transducers was either 1 MHz or 2.25 MHz in frequency. The direct
transmission receiver ( = 180) was expected to get most of the energy transmitted
through the multiphase flow while the dual element, emitter/receiver transducer ( = 0)
was intended to provide the main complementary information about reflections off the
heterogeneities in the ultrasonic path. The side sensors ( = 45 and 135) were expected
to receive at least part of the scattered energy and thus provide additional information
about the interaction between the ultrasonic wave and the multiphase flow. Ultrasonic
data were obtained in oil-sand suspensions for sand concentrations up to 4% v/v in 0.5%
steps; the smallest measurable variation in the height of the oil column was about 5 mm,
which corresponded to approximately 0.25% uncertainty in the sand concentration
BHR Group 2011 Multiphase 15 107
values. The void fractions tested for oil-air mixtures ranged from 0 to 12% in 1% steps;
bubbling of air out of the oil column made readings of the column height more difficult
than for oil-sand mixtures; the estimated uncertainty in the void fraction values ranged
from about 0.7%, for low void fractions, to 1.4% as the void fraction increased past 6%.
The experimentation with oil-water mixtures ranged from 0 to 12% concentration in 1%
steps; the uncertainty in the water cut values was estimated to be about 0.25%. The
ultrasonic data acquisition rate was set to 20MHz in order to avoid any aliasing effects.
The sampling period and the pulse generation rate were 1.5 sec and 2 kHz, respectively,
which makes for 3,000 pulses in each acoustic sample. Six samples were obtained for
each operating condition. The reported energy ratios are the averages of these samples
and the associated uncertainty interval was calculated at the 90% confidence level. In
calculating the acoustic energy ratios, the reference signals for the 0 and 180 sensors
were those obtained for single-phase oil, which corresponds to the maximum energy
condition for these transducers. For the 45 and 135 sensors, the reference used was the
signal obtained for 12% void fraction in oil-air mixtures and 4% v/v for oil-solids
suspensions, which also corresponds to the highest energy condition for these sensors.
For single-phase oil, the 45 and 135 sensors receive no acoustic energy as there are no
heterogeneities to scatter the acoustic energy sideways. Temperatures measurements
were made at the beginning and end of each series of tests in order to obtain the fluid
properties. Data were acquired by means of a National Instruments PXIe-1062Q
acquisition board using the resident LabView software. The data was stored in
Microsoft Excel spreadsheets and filtered later on using MatLab software to reduce the
noise in the signals.
Figure 4 Schematic view of the experimental apparatus.
3.2 The Ultrasonic Technique for Measurement of Dispersed Phases
Concentrations
Initially, data were obtained for oil-air mixtures in Plexiglas pipes using 1 and 2.25 MHz
transducers. The goal was to check the sensitivity of each transducer frequency to
different flow patterns (very dispersed bubbly flows, densely packed discrete bubbles and
cap bubbles, and early slug flow), the degree by which the acoustic beam was attenuated,
108 BHR Group 2011 Multiphase 15
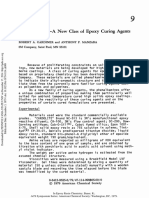
aand how closely thhe energy ratios coorrelated with the voidv fraction. Figu
ure 5 shows the
a
average energy rattios as a function ofo void fraction inn oil-air mixtures. Up
U to 3% void
f
fraction, air bubbles approximatelyy 10 mm in diam meter were observ ved to be well
d
distributed over thee pipe cross sectionn. At about 4% void fraction, coalesceed bubbles (cap
b
bubbles) were already present as welll as very small diaameter bubbles (0.1 < d < 2 mm),
a shown in Figuree 6a; in all runs thee population of theese small bubbles was
as w observed to
i
increase as the vooid fraction increassed. In connectionn with water-oil mixtures,
m as the
w
water cut increasees water droplets population
p are seen to rapidly increase while their
a
average size decreaases. (Figure 6b andd Figure 6c).
1.2
1.0 R = 0.96 0
1 MHz
455
1.0 1335
0.8 R = 0.97 R = 0.94
Energy ratio [-]
1880
Energy ratio [-]
0.8
0.6
R = 0.77 0.6 R = 0.94
0.4 0 R = 0.93
R = 0.87 45 0.4
0.2 135
180 0.2 R = 0.60
0.0 2.25 MHz
0 1 2 3 4 5 6 7 8 9 10 0.0
0 1 2 3 4 5 6 7 8 9 10 11 12
Void fraction [%]
V
Void Fractio
on [%]
(a) 1 MH
Hz transducers ( 2.25 MHz transducers
(b)
Figure 5 Energyy ratio vs. void fraaction for oil-air mixtures
m in the Pleexiglas pipe.
(a) 5% void fraaction (bb) 5% water v/v (c) 11% water v/v
Figure 6 Typpical flow patternss for (a) air-oil and (b, c) water-oil mixtures.
m
The trends displayed in Figure 5 agreee with those veriffied in (6) for air-w
T water flows; the
v
values a also shown in the figure. The
of the correelations coefficientts for each curve are
r
ratios for the 0 annd 180 transducerrs decreased with voidv fraction due to
t the increased
b
blockage of the ultrrasonic path by thee gas phase; howevver, for the 0 transducer the ratios
h a tendency to level
had l off as backwaard reflection of thee ultrasonic signalss by air bubbles
s
started playing an increasingly impoortant role. It is nooteworthy that thiss effect was far
m
more pronounced for the 1 MHz trransducer and occcurred earlier, at about a 4% void
f
fraction, than for thhe water-air mixturres in (6). In addittion, the 180 sensoor (1 MHz) and
t 0 and 180 sensors
the s (2.25 MHzz) exhibited a faiirly linear decay contrary
c to the
e
exponential decay observed for wateer-air mixtures. It is i speculated that the
t presence or
a
absence of very sm mall bubbles (0.1 < d < 2 mm) couuld account for thiis difference in
b
behavior. As thesee bubbles were not present for voiid fractions below w 4% in air-oil
m
mixtures, the scatttering process was more gradual thaan that observed fo or the water-air
m
mixtures in (6); in this case small bubbbles were present from the very begiinning and their
p
population increassed very rapidly. In oil-air mixturees, the flow patterrn is generally
c
characterized by fewer
f larger bubbbles. On the otheer hand, the increease in bubble
BHR Group 2011 Multiphase 15 109
population led to a continuous increase in the energy ratios at the 45 and 135
transducers as the ultrasonic beam was increasingly scattered sideways. The appearance
of these very small bubbles from 4% onwards could also explain the more rapid increase
in the energy ratios in this void fraction range.
1.0 1.2
1.0
Energy ratio [-]
0.8
Energy ratio [-]
0.8
0.6
0 R = 0.77 0.6
0.4 45 R = 0.89 0 R = 0.91
135 R = 0.91 0.4 45 R = 0.58
0.2 180 R = 0.92 135R = 0.96
1 MHz 0.2
180 R = 0.87
0.0 0.0 2.25 MHz
0 1 2 3 4 5 6 7 8 9 10 11 12 13 0 1 2 3 4 5 6 7 8 9 10 11 12
Void fraction [%] Void fraction [%]
(a) 1 MHz transducers (b) 2.25 MHz transducers
Figure 7 Energy ratio vs. void fraction for oil-air mixtures in 1020 steel pipes.
In comparing the results for both transducers, the relatively small variation for the 0
sensor in the second case contrasts sharply with the sudden drop at about 4% void
fraction in the first case. Conversely, there was an abrupt increase in the energy ratios for
the 45 sensor for this same void fraction. This coincides with the first appearance of the
very small bubbles. Furthermore, the results for the 2.25 MHz transducer were less
scattered and exhibited a more consistent behavior (slightly better values of the
correlation coefficients). The increase in the scattering process was more gradual for the
2.25 MHz transducer throughout the void fraction range tested, which made the
interrelated behavior among the four sensors more clearly established. In selecting the
transducer frequency for further experimentation, this factor was taken into
consideration.
Next, data were taken for oil-air mixtures in the 1020 steel pipe. In this case, only
approximately 1.5% of the emitted acoustic energy arrives at the receiver transducer as
compared to 75.6% for the Plexiglas pipe (Table 4). This is another factor that needs
proper consideration when designing ultrasound-based MFM systems. As mentioned in
(1), gamma-rays are also strongly attenuated by metallic walls and, nevertheless, gamma-
ray densitometry is one of the most widely used techniques in multiphase flow studies
and in the oil industry. Besides, Bamberger and Greenwood (8) used the ultrasonic
technique to noninvasively measure the density and solids concentration of opaque
liquids and slurries; the density measurements were based on multiple reflections of the
ultrasonic signal at the pipe wall / fluid interface.
Table 4 Reflection and transmission indexes at the various interfaces.
1st Interface 2nd Interface
Interface
Reflected [%] Transmitted [%] Reflected [%] Transmitted [%]
S teel / Oil 87.6 12.4 10.9 1.5
Plexiglas / Oil 13.1 86.9 11.4 75.6
Oil / Water 0.01 99.98 0.01 99.97
Oil / Air 1.00 0.00 0.00 0.00
Oil / Glass beads 67.4 32.6 22.0 10.7
Water / Glass beads 67.9 32.1 21.8 10.3
110 BHR Group 2011 Multiphase 15
Therefore, the strong reflections predicted in Table 4 do not necessarily rule out further
development of the ultrasonic technique to be used in the oil industry. In Figure 8, maybe
due to the weaker signals that actually traverse the two-phase mixture, the energy ratio
curves for the four sensors for the 1 MHz transducers did not exhibit much variation and
there was more scatter than for the Plexiglas pipe. In addition, the interrelated behavior
was less consistent than for the Plexiglas pipe. For the 2.25 MHz transducers, the
different curves are more clearly distinguishable and the interrelated behavior more
clearly established; however, as for the 1 MHz transducers, there was more scatter in the
data when compared to the same results for the Plexiglas pipe. As a general conclusion,
the ultrasonic signals still exhibited a consistent behavior for oil-air mixtures in steel
pipes as a function of void fraction, especially for the 2.25 MHz transducers.
R = 0.87 0.6
1.0 R = 0.73
0.5
0.8
Energy ratio [-]
0.4
Energy [J]
0.6 R = 0.99
0.3 0
0.4 45
0 0.2 135
45 R = 0.99 180
0.2 0.1
135
180 2.25 MHz
0.0 0.0
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Solids fraction [%] Solids fraction [%]
(a) Energy ratios (b) Energy values
Figure 8 Acoustic data for oil-sand mixtures.
Ultrasonic data were then obtained for suspensions of sand in oil up to 4% v/v in the
Plexiglas pipe using the 2.25 MHz transducers. Figure 8 shows the energy ratios and the
energy for the four sensors as a function of the solids concentration; the particle size
range from 425 to 600 m corresponds to values of the ka parameter (9) between 1.72
and 2.43 (k is the wave number and a is the particle radius). The particle Reynolds
number, Re = a/, ranged from about 80 to 120, where is the thickness of the boundary
layer surrounding the particles. A rapid decrease in the energy ratios was observed for the
0 and 180 sensors for concentrations as small as 1% v/v; which agrees with the trends
in (7) for suspensions of sand in water. However, in the present case the data leveled off
at much higher values of the energy ratios; the small differences in the ka parameter
between the two studies are not expected to account for this discrepancy. On the other
hand, the particle Reynolds numbers in (7) extended to about 800, which could have
caused the increased attenuation in that case due to inertial effects. For the 45 sensor,
there was an abrupt increase in the energy ratio for whatever amount of sand there was in
the pipe; from this point on the energy ratios remained fairly fixed. The 135 sensor
exhibited a very similar behavior, but the data was considerably more scattered. As
expected, the energy plots show that very little energy gets through to the 180 sensor
and very little energy is scattered sideways. Once again, the data showed an interrelated
behavior among the sensors. Moreover, in the oil industry the sand concentrations are
very small, typically less than 1% v/v, so the ultrasonic technique seems to have enough
sensitivity in the concentration range of interest. A more thorough investigation for these
very small concentrations would be in order, but the current experimental setup does not
allow for such fine control of the solids fraction. Another very important point is how the
presence of sand will affect flow pattern detection and concentration measurements by
the ultrasound in liquid-gas or liquid-liquid-gas flows. This issue will be addressed in the
investigations to be carried out in the near future.
BHR Group 2011 Multiphase 15 111
Regarding the water-oil mixtures, Figure 9 shows the energy ratios measured by the four
transducers as a function of the water cut in the Plexiglas pipe. In general, there was very
little variation in the data compared with the other mixtures. It is thought that there are
two contributing factors to this behavior. First, the acoustic energy is virtually completely
transmitted through the water-oil interfaces (Table 4), which makes these mixtures less
sensitive to variations in the water concentration. Secondly, small water droplets (0.1 < d
< 2 mm) were observed only for 6% water cut onwards and in smaller numbers than in
air-oil mixtures; thus, acoustic scattering can be expected to play a very minor role in the
present case. In connection with the individual sensors, the 0 sensor levels off at a higher
energy ratio than the 180 sensor; the high values of the reflection coefficient at the
steel/oil interfaces is probably much more of a contributing factor than backward
reflection off water droplets (Table 4). The energy ratios in the side sensors were not
expected to exhibit any substantial variations due to the very little scattering expected.
This is certainly the case for the 45 sensor while the data for the 135 sensor scattered
significantly starting at 6% water cut; this coincides with the appearance of very small
water droplets. For the 45 sensor, the data did not scatter as much possibly because
backward reflection is not significant, as evidenced by the 0 sensor. The relative small
sensitivity of the ultrasound to the water cut in these mixtures might raise the question
whether the ultrasonic technique can indeed be used as a water cut meter. Besides
redoing the experimentation and testing different oils, it also anticipated that the acoustic
wave transit time variations could act as a water cut measuring parameter. Ultrasonic
measurements of the volume fraction of toluene-water and water-kerosene dispersion
systems have been performed (10) based on a comparison of the acoustic wave transit
time through the dispersions with the transit times through the pure phases. The
experimentation demonstrated the ability of the ultrasonic technique to measure volume
fractions as low as 0.005 with a relative error of 8%. In the present case, a measurable
variation in the transit time with increasing water cut could be seen (Figure 9b) even
though the particular behavior observed is not quite understood. For water cuts below
6%, the water contents existed mostly as single droplets, descending through the oil at
regular intervals; hence, the percentage of ultrasonic pulses actually intercepted by the
water droplets only gradually increased with the water cut and this might explain the
trends in the first half of Figure 9b. At 6% water cut very small water droplets appeared
and its population increased gradually as did turbulence in the mixture. A study is now
being undertaken to investigate whether the values of the ka parameter for the water
droplets in oil could explain the maximum observed in Figure 9b.
79.2
1.0
0.8 78.9
Energy ratio [-]
Transit time [s]
R = 0.96
0.6
78.6
0 R = 0.81
0.4 45 R = 0.89
135 R = 0.74 78.3
0.2 180 Transducer
180 R = 0.83
2.25 MHz Oil/Water
0.0 78.0
0 1 2 3 4 5 6 7 8 9 10 11 12 0 1 2 3 4 5 6 7 8 9 10 11 12
Water cut [%] Water cut [%]
(a) Energy ratios (b) Transit time
Figure 9 Acoustic data for oil-water mixtures in Plexiglas pipes.
112 BHR Group 2011 Multiphase 15
3.3 The Use of the Ultrasonic Technique in MFM Systems
Based on the discussion in (5) and the data above, the ultrasonic technique is seen to have
the potential to detect the flow pattern for low-concentration, dispersed-phase mixtures.
The potential of the ultrasonic technique to detect the flow pattern and measure the
phases flow rates in intermittent horizontal plug flows has also been demonstrated (12).
From cross-correlation of the acoustic signals in these different flows, it might also be
possible to measure the flow velocity. However, methods for velocity measurements
based on cross-correlation of acoustic signals still need to be further established and the
particular procedure to be used in a given application will probably be flow-pattern
dependent. On the other hand, if the flow pattern can be reliably detected, data reduction
procedures could be developed that would not require the flow to be homogenized and
the same ultrasonic apparatus could be used for flow pattern detection and velocity
measurements. Upon calibration, the ultrasonic technique can also provide the phase
fractions in two-phase gas-liquid and liquid-solid flows. The technique is still being
tested for phase fraction measurements in liquid-liquid flows; in the near future it will be
tested in three-phase liquid-liquid-gas flows and four-phase liquid-liquid-gas-solid flows.
If successful, the possibility exists that the same ultrasonic apparatus can be used for flow
pattern detection, velocity measurements, and determination of the phase fractions.
Provided the methods for determination of the phase concentrations from acoustic signals
obtained in three- or four-phase mixtures can be fully developed, the ultrasonic technique
could also be used with multiphase mixtures without the need for phase separation.
Specific combinations of the ultrasonic technique with other instruments in MFM
systems will depend on whether there is a need for homogenization and/or separation and
on the extent to which the ultrasonic technique can be developed. The discussion in the
preceding sections and, especially, Table 1 through Table 3 are intended to be guidelines
in these decisions. It is acknowledged that the ultrasonic method still requires substantial
research and development before it can be reliably used in the field as a substitute for
more established techniques. But the ultrasonic technique is promising and does not
involve gamma rays or neutrons and, thus, it would be simpler and less costly than, for
example, gamma-ray densitometers or the PNA technique. Another consideration
involves the ultrasonic technique as a substitute for simpler methods, especially the
capacitance technique, for the measurements of the phase fractions. As pointed out in
Table 1, electrical impedance methods require the phase configurations to be known
beforehand; besides, in oil-water mixtures a switch from capacitance measurements to
conductivity measurements is required as the mixture changes from oil-continuous to
water-continuous. In contrast, the ultrasonic technique itself could provide information
about the phases configuration and concentration. A direct confrontation between the
ultrasonic and capacitance techniques has been made by Sarangi (13) for the detection of
63 1000 m ferrous, non-ferrous, and non-conducting wires in SAE-5W-30 motor oil
and in water. The ultrasonic sensors used had an output resonant frequency of 3.5 MHz,
which restricted the study to the long wavelength limit. For these conditions, the
ultrasonic technique could not detect the presence of 63 m wires nor could it distinguish
between the different materials. In connection with the capacitance method, it was
observed that the technique was very sensitive to the position of the wires relative to the
capacitor plates; this corroborates the statement made previously that impedance methods
require the phases configuration to be known a priori. Additionally, the capacitance
method could not distinguish between different materials and could not detect the
presence of the non-conducting glass wires, which contrasts sharply with the ability of
the ultrasonic technique to detect the presence of glass beads in oil in the present
investigation. The capacitance method also was very sensitive to the differences in
permittivity between the fluid and solid media as well as to the geometrical dimensions
and spacing between the capacitor plates. However, by properly adjusting these
BHR Group 2011 Multiphase 15 113
parameters the authors could make the capacitance method more sensitive to variations in
wire diameter than the ultrasonic technique. In broad terms, the question involving the
ultrasonic technique is whether the value of the ka parameter for a particular fluid/solid
combination will be adequate for reliable detection and measurement of the dispersed
phase fraction; except for changes in the transducers frequency, the ka parameter is not
under the measurement engineers direct control. Nonetheless, the ultrasonic technique
still offers the possibility of measurements based on the transit time. The issue with the
capacitance probes, on the other hand, is whether the difference in permittivity between
solid and liquid will allow for proper detection and quantification of the dispersed phase;
this is not under the engineers direct control either. Yet, the possibility remains that
adjustment of the capacitor plates dimensions and gap could, at least in theory, improve
sensitivity. As a final word, there seems to be no general rule for choosing one technique
or the other; the pros and cons of each one should be evaluated for the applications at
hand.
Granted that the ultrasonic technique can be fully developed to measure the water cut, it
could also be a substitute for the microwave meter. Microwave measurements apparently
are restricted to small-scale applications and in the presence of gas this technique is
unlikely to work in an easily predictable way (1). The ultrasonic technique, on the other
hand, can detect the void fraction and testing will be carried out in the near future with
oil-water-gas mixtures to investigate how the presence of two dispersed phases affects
the ultrasonic signals. Provided that sufficiently strong acoustic signals can be obtained,
the ultrasonic technique would not be restricted to small-scale applications. Other
possible combinations of the ultrasonic technique, for instance, with pressure fluctuation
signals, are also being examined. These issues will be addressed in a project by Petrobras
to test the ultrasonic technique in the field scheduled to begin this year.
4 CONCLUSIONS
This paper discusses acoustic data in oil-continuous two-phase mixtures. In general,
phase detection and quantification were easier in oil-air than in oil-solids mixtures, which
in turn was easier than in oil-water mixtures. The ultrasonic technique seems to be a
viable alternative to electrical impedance methods and, possibly, microwave
measurements. However, the ultrasonic method still requires substantial research and
development before it can be reliably used in the field.
5 ACKNOWLEDGEMENTS
Financial support received from PETROBRAS and FINEP is gratefully acknowledged.
6 REFERENCES
[1] Falcone, G., Hewitt, G. F., and Alimonti, C., 2010. Multiphase Flow Metering,
Principles and Applications. First ed. Developments in Petroleum Science. Vol. 54.
Elsevier.
[2] Corneliussen, S., Couput, J-P., Dahl, E., Dykesteen, E., Froysa, K-E., Malde, E.,
Moestue, H., Moksnes, P. O., Scheers, L., Tunheim, H., 2005, Handbook of
Multiphase Flow Metering, Norwegian Society for Oil and Gas Measurement
(NFOGM) and The Norwegian Society of Chartered Technical and Scientific
Professionals (Tekna).
114 BHR Group 2011 Multiphase 15
[3] Devold, H., 2006. Oil and Gas Production Handbook, An Introduction to Oil and
Gas Production. Edition 1.3, ABB ATPA Oil and Gas.
[4] Al-Taweel, A. B., and Barlow, S. G., 2000, Field Testing Multiphase Meters. Saudi
Aramco Journal of Technology, pp. 50-59.
[5] Carvalho, R. D. M., and Bannwart, A. C., 2010, The Use of the Ultrasonic
Technique for the Study and Online Monitoring of Multiphase Flows, in Advances
in Multiphase Flow and Heat Transfer, L. Cheng and D. Mewes, Editors., Bentham
Science Publishers. pp. 144-177.
[6] Carvalho, R. D. M., Venturini, O. J., Tanahashi, E. I., Neves Jr., F., and Frana, F.
A., 2009. Application of the Ultrasonic Technique for the Study of the Structure of
Air-Water Bubbly Flows. Experimental Thermal and Fluid Science, Vol. 33, pp.
1065-1086.
[7] Tanahashi, E.I., Paiva, T. A., Grangeiro, F. A., Carvalho, R. D. M., Venturini, O.
J., Bannwart, A. C., and Bizotto, V. C., 2010, Application of the Ultrasonic
Technique for Monitoring Intermittent Liquid-Gas Flows and Liquid-Solid Flows,
7th North American Conference on Multiphase Technology (MPNA 2010), Banff,
Canada.
[8] Bamberger, J. A., and Greenwood, M. S., 2004, Measuring fluid and slurry density
and solids concentration non-invasively. Ultrasonics, Vol. 42, Issue 1-9, pp. 563-
567.
[9] Kytmaa, H. K., 1995. Theory of sound propagation in suspensions: a guide to
particle size and concentration characterization. Powder Technology, vol 82, pp 115-
121.
[10] Tavlarides, C., and Tsouris, L.L., 1993. Volume Fraction Measurements of Water
in Oil by an Ultrasonic Technique. Industrial and Engineering Chemistry Research,
Vol. 32, pp. 998-1002.
[11] Grangeiro Filho, F. A., 2010. Characterization of the Horizontal Intermittent Air-
Water Flow Using Ultrasound Technique Aided by High-Speed Filming, Paper
number 141244-STU in SPE Annual Technical Conference and Exhibition 2010,
Florence, Italy.
[12] Sarangi, M. A., 2007. Oil Debris Detection Using Capacitance and Ultrasonic
Measurements, Mechanical Engineering Department, University of Akron, Akron,
OH.
BHR Group 2011 Multiphase 15 115
Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- DEWA Electrical Installation Regulations Section 1 OverviewDocument123 pagesDEWA Electrical Installation Regulations Section 1 Overviewsiva_nagesh_280% (5)
- Cult of KUDocument31 pagesCult of KUEli GiudicePas encore d'évaluation
- MechanismDocument17 pagesMechanismm_er100Pas encore d'évaluation
- Report Vortex TubeDocument68 pagesReport Vortex TubePravinSharmaPas encore d'évaluation
- ST Veronica Giuliani For OFS PresentationDocument7 pagesST Veronica Giuliani For OFS Presentationleo jPas encore d'évaluation
- Openstack Deployment Ops Guide PDFDocument197 pagesOpenstack Deployment Ops Guide PDFBinank PatelPas encore d'évaluation
- 2018 Cambridge Lower Second Progression Test Science Stage 8 QP Paper 2 - tcm143-430409Document16 pages2018 Cambridge Lower Second Progression Test Science Stage 8 QP Paper 2 - tcm143-430409AnisahPas encore d'évaluation
- AnnulusDocument30 pagesAnnulusmohamad miriPas encore d'évaluation
- Tut20 PDFDocument28 pagesTut20 PDFmohamad miriPas encore d'évaluation
- 1 s2.0 S1001605815605510 MainDocument10 pages1 s2.0 S1001605815605510 Mainmohamad miriPas encore d'évaluation
- Surge Pressure Prediction For Running Liners PDFDocument13 pagesSurge Pressure Prediction For Running Liners PDFmohamad miriPas encore d'évaluation
- E TN SWD Csa A23 3 94 001 PDFDocument9 pagesE TN SWD Csa A23 3 94 001 PDFRazvan RobertPas encore d'évaluation
- Hempathane Topcoat 55219 Base 5521967280 En-UsDocument11 pagesHempathane Topcoat 55219 Base 5521967280 En-UsSantiago Rafael Galarza JacomePas encore d'évaluation
- CVR College of Engineering: UGC Autonomous InstitutionDocument2 pagesCVR College of Engineering: UGC Autonomous Institutionshankar1577Pas encore d'évaluation
- School newspaper report teaches Present PerfectDocument2 pagesSchool newspaper report teaches Present PerfectMiro MiroPas encore d'évaluation
- English 2.2 FPT PolytechnicDocument10 pagesEnglish 2.2 FPT PolytechnicKieu Mai Trang (FPL HCM)0% (1)
- MRP Format MbaDocument6 pagesMRP Format Mbasankshep panchalPas encore d'évaluation
- Gardiner 1979Document16 pagesGardiner 1979Oswaldo Manuel Ramirez MarinPas encore d'évaluation
- Armitage Tutorial for Cyber Attack ManagementDocument54 pagesArmitage Tutorial for Cyber Attack Managementworkmumbai3870Pas encore d'évaluation
- ExportDocument18 pagesExportDolon MukherjeePas encore d'évaluation
- Catalogue PDFDocument4 pagesCatalogue PDFShivam GuptaPas encore d'évaluation
- ATB Farmacología 2Document194 pagesATB Farmacología 2Ligia CappuzzelloPas encore d'évaluation
- (Salim Ross) PUA 524 - Introduction To Law and The Legal System (Mid Term)Document4 pages(Salim Ross) PUA 524 - Introduction To Law and The Legal System (Mid Term)Salim RossPas encore d'évaluation
- Scope of Incubator CentersDocument3 pagesScope of Incubator Centersanon_542600428Pas encore d'évaluation
- UNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMDocument1 pageUNIVERSIDAD NACIONAL DE COLOMBIA PALMIRA ENGLISH PROGRAMAlejandro PortoPas encore d'évaluation
- Liquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyDocument12 pagesLiquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyJosePPMolinaPas encore d'évaluation
- PPPoE Packet Format - HCNADocument6 pagesPPPoE Packet Format - HCNARobert Sanchez OchochoquePas encore d'évaluation
- Genigraphics Poster Template 36x48aDocument1 pageGenigraphics Poster Template 36x48aMenrie Elle ArabosPas encore d'évaluation
- Ivf Market in IndiaDocument15 pagesIvf Market in IndiaSunil Tak100% (1)
- Iwwusa Final Report IdsDocument216 pagesIwwusa Final Report IdsRituPas encore d'évaluation
- Manage a micro business with BSB30315Document3 pagesManage a micro business with BSB30315Theo A W JacksonPas encore d'évaluation
- Deconstructing Product Design Exploring The Form, Function, Usability, Sustainability, and Commercial Success of 100 Amazing Products PDFDocument100 pagesDeconstructing Product Design Exploring The Form, Function, Usability, Sustainability, and Commercial Success of 100 Amazing Products PDFMontserrat CifuentesPas encore d'évaluation
- Advanced Financial Accounting Chapter 2 LECTURE - NOTESDocument14 pagesAdvanced Financial Accounting Chapter 2 LECTURE - NOTESAshenafi ZelekePas encore d'évaluation
- Goldenberg and Reddy (2017)Document10 pagesGoldenberg and Reddy (2017)Mariana ToniniPas encore d'évaluation