Vous aimerez peut-être aussi
- Arcal Chrome Technical SheetDocument2 pagesArcal Chrome Technical SheetDarryl007Pas encore d'évaluation
- Xxy Z (/ (: : U Ax: U R©D:Apu QRDocument8 pagesXxy Z (/ (: : U Ax: U R©D:Apu QRDarryl007Pas encore d'évaluation
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Euro Steel ASTM A312 Pipe DimensionsDocument2 pagesEuro Steel ASTM A312 Pipe DimensionsEnrico FermiPas encore d'évaluation
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007Pas encore d'évaluation
- Special Report Avoid Common Mistakes With VesselsDocument21 pagesSpecial Report Avoid Common Mistakes With VesselsAnonymous oVRvsdWzfB0% (1)
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007Pas encore d'évaluation
- Data Sheet 152uk Hardox 500 20180212 184 371857150 enDocument2 pagesData Sheet 152uk Hardox 500 20180212 184 371857150 enszystPas encore d'évaluation
- Weldex - Drawing8Document1 pageWeldex - Drawing8Darryl007Pas encore d'évaluation
- Datasheet Sandvik 2212htDocument2 pagesDatasheet Sandvik 2212htDarryl007Pas encore d'évaluation
- Hardox® 450: General Product DescriptionDocument2 pagesHardox® 450: General Product DescriptionAntonijaPas encore d'évaluation
- Gb6654-1996 Steel Plate For PVDocument14 pagesGb6654-1996 Steel Plate For PVsiens2304Pas encore d'évaluation
- Weldex - Production Records PDFDocument1 pageWeldex - Production Records PDFDarryl007Pas encore d'évaluation
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007Pas encore d'évaluation
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Document1 page(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- Amended Act - Occupational Health and Safety 1993Document27 pagesAmended Act - Occupational Health and Safety 1993Paul MaposaPas encore d'évaluation
- Best Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDocument124 pagesBest Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDarryl007Pas encore d'évaluation
- DBT ExamplesDocument12 pagesDBT ExamplesDarryl007Pas encore d'évaluation
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007Pas encore d'évaluation
- En 50504-2008Document25 pagesEn 50504-2008Darryl007Pas encore d'évaluation
- BS 7570-2000 - Validation of Arc Welding EquipmentDocument18 pagesBS 7570-2000 - Validation of Arc Welding EquipmentDarryl007100% (1)
- SANS-1431 Withdrawal (2010)Document1 pageSANS-1431 Withdrawal (2010)Darryl007Pas encore d'évaluation
- UnicornDocument1 pageUnicornDarryl007Pas encore d'évaluation
- Overview Fusion Welding StandardsDocument1 pageOverview Fusion Welding Standardskaelcorbett100% (2)
- Electrogas WeldingDocument11 pagesElectrogas WeldingDarryl007100% (1)
- Sans-50818-2-2000 - Short Link Chain For Lifting PurposesDocument27 pagesSans-50818-2-2000 - Short Link Chain For Lifting PurposesDarryl0070% (1)
- Thermite Welding MetallurgyDocument3 pagesThermite Welding MetallurgyDarryl007Pas encore d'évaluation
- Friction Welding: Schillings Tsang, EG&G Rocky FlatsDocument3 pagesFriction Welding: Schillings Tsang, EG&G Rocky FlatsDarryl007Pas encore d'évaluation
- Explosive WeldingDocument3 pagesExplosive WeldingDarryl007Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Engineering Workshop Lab ManualDocument74 pagesEngineering Workshop Lab ManualMD Al-AminPas encore d'évaluation
- 23 31 13 DuctworkDocument4 pages23 31 13 DuctworkLangzkie NalipaPas encore d'évaluation
- A1-40 Metal CladdingDocument16 pagesA1-40 Metal Claddinglwin_oo2435Pas encore d'évaluation
- Intern SummerDocument25 pagesIntern SummerPrakash GPas encore d'évaluation
- Jis G 3103Document19 pagesJis G 3103Thanh Tín TăngPas encore d'évaluation
- Lee Valley HerramientasDocument468 pagesLee Valley HerramientasggdsPas encore d'évaluation
- Core & Shell BOQ - ArchDocument58 pagesCore & Shell BOQ - ArchashokPas encore d'évaluation
- ASTM C-1186-Cement Fiber Flexural StrengthDocument4 pagesASTM C-1186-Cement Fiber Flexural StrengthReshan VidurangaPas encore d'évaluation
- Light Gauge Metal Roof and Wall PanelsDocument51 pagesLight Gauge Metal Roof and Wall PanelstungPas encore d'évaluation
- Corner ReflectorDocument37 pagesCorner ReflectorSoham DasguptaPas encore d'évaluation
- Catalog Accesorii Productie Wilson Tool Xtra 2017Document44 pagesCatalog Accesorii Productie Wilson Tool Xtra 2017SM TECH SRLPas encore d'évaluation
- Accepted Practices For Post-Frame Building Construction: Metal Panel and Trim Installation TolerancesDocument29 pagesAccepted Practices For Post-Frame Building Construction: Metal Panel and Trim Installation TolerancesChuck AchbergerPas encore d'évaluation
- BMW 760 01 - F01 Introduction PDFDocument35 pagesBMW 760 01 - F01 Introduction PDFElisio Marques100% (1)
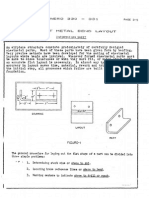
- Accepted - Industry Practices For Sheet Metal LaggingDocument128 pagesAccepted - Industry Practices For Sheet Metal LaggingAaron AngPas encore d'évaluation
- Welded Wire MeshDocument23 pagesWelded Wire MeshSushmit Sharma100% (1)
- 014-1001 - Vibration Damping MaterialsDocument4 pages014-1001 - Vibration Damping MaterialsMarian VMPas encore d'évaluation
- Aluminum Foams Lectures TALATDocument24 pagesAluminum Foams Lectures TALATMiguel PradaPas encore d'évaluation
- Sheet Metal Bend LayoutingDocument24 pagesSheet Metal Bend LayoutinghuouinkyoumaPas encore d'évaluation
- Normas Iso Publicadas - Maio e JunhoDocument112 pagesNormas Iso Publicadas - Maio e JunhoTrung DũngPas encore d'évaluation
- 57-54!00!201 A330 - Inboard Flap RT RepairDocument137 pages57-54!00!201 A330 - Inboard Flap RT RepairGeraldo Pires Júnior100% (1)
- 200-80 R2 InsulationGeneralDocument7 pages200-80 R2 InsulationGeneralMayur PatelPas encore d'évaluation
- Sawing ExerciseDocument4 pagesSawing ExerciseAndi FasimpaurPas encore d'évaluation
- Workshop System Manual: WSM 1 17 Jun 09 21 of 24Document7 pagesWorkshop System Manual: WSM 1 17 Jun 09 21 of 24Rio DharmawanPas encore d'évaluation
- Project TopicsDocument16 pagesProject TopicsVasu VermaPas encore d'évaluation
- Wirework Fall 2015Document84 pagesWirework Fall 2015chuchotolken2023Pas encore d'évaluation
- Product Manual 0311Document63 pagesProduct Manual 0311Gonzalo Chicoma MuñozPas encore d'évaluation
- Ejot FDS: The Self Piercing and Extruding Screw For High-Strength Sheet JointsDocument20 pagesEjot FDS: The Self Piercing and Extruding Screw For High-Strength Sheet JointsML DeshmukhPas encore d'évaluation
- K-Factor - SheetMetal PDFDocument2 pagesK-Factor - SheetMetal PDFsunilbholPas encore d'évaluation
- Sheet MetalDocument8 pagesSheet MetalPrabir Kumar Pati100% (1)