Vous aimerez peut-être aussi
- KEI Wires & Cables - Instrumentation Cable ManufacturingDocument1 pageKEI Wires & Cables - Instrumentation Cable Manufacturingrobinknit2009Pas encore d'évaluation
- Detail Engineering SummaryDocument15 pagesDetail Engineering SummaryDattatray Nikam100% (6)
- Loop Checking and Field Instrument Testing ProcedureDocument7 pagesLoop Checking and Field Instrument Testing Procedurecharzree0% (1)
- Improve manufacturing performance through loop checkingDocument8 pagesImprove manufacturing performance through loop checkingOhaneje Uzoma67% (3)
- IDocument78 pagesIrathnam.pmPas encore d'évaluation
- TDW SmartPlug BrochureDocument6 pagesTDW SmartPlug BrochureRodolfo Cabrera100% (2)
- FAT & SAT in Automation SystemDocument97 pagesFAT & SAT in Automation SystemSonal Power Unlimitd100% (1)
- Loop Checking Procedure IdeasDocument2 pagesLoop Checking Procedure IdeasJonatas13Pas encore d'évaluation
- Commissioning of A PLCDocument10 pagesCommissioning of A PLCTahir DonPas encore d'évaluation
- Project number pressure transmitter datasheetDocument2 pagesProject number pressure transmitter datasheetdiksha surekaPas encore d'évaluation
- Instrumentation and Control Valves 1Document31 pagesInstrumentation and Control Valves 1Ahmed ElShoraPas encore d'évaluation
- Instrumentation Drawing 1Document33 pagesInstrumentation Drawing 1Ercherio MarpaungPas encore d'évaluation
- Instrumentation For Oil and Gas - Printversion PDFDocument8 pagesInstrumentation For Oil and Gas - Printversion PDFjulioruchePas encore d'évaluation
- Loop Check Sheet TransmitterDocument2 pagesLoop Check Sheet Transmittershanks263100% (1)
- MQDP4 instrument loop checkDocument2 pagesMQDP4 instrument loop checkshanks263100% (1)
- Loop Test ReportDocument7 pagesLoop Test ReportAldeline Sungahid100% (1)
- Loop Check PresentationDocument39 pagesLoop Check Presentationsaqib javaid100% (5)
- Gas Detector InstallationDocument11 pagesGas Detector InstallationOmar TocmoPas encore d'évaluation
- Temperature Measuring Instruments Selection & ApplicationDocument70 pagesTemperature Measuring Instruments Selection & ApplicationIrfan AliPas encore d'évaluation
- Internal document guides field instrumentation projectDocument102 pagesInternal document guides field instrumentation projectCandice Williams100% (2)
- IDC Conference 2012 - Proof Test Procedure Effectiveness On Safety Instrumented SystemsDocument25 pagesIDC Conference 2012 - Proof Test Procedure Effectiveness On Safety Instrumented SystemsNaresh BajajPas encore d'évaluation
- 240-56355815 - Field Instrument Installation Standard - Junction Boxes and Cable TerminationDocument25 pages240-56355815 - Field Instrument Installation Standard - Junction Boxes and Cable TerminationShantanu RoyPas encore d'évaluation
- PC-J-94 Instrument Loop Check (Analogue Inputs)Document1 pagePC-J-94 Instrument Loop Check (Analogue Inputs)Memyhu MahmudahPas encore d'évaluation
- How To Do Loop Checks During Plant Pre-CommissioningDocument18 pagesHow To Do Loop Checks During Plant Pre-Commissioningtom2626Pas encore d'évaluation
- Instrument Cables SpecificationDocument12 pagesInstrument Cables Specificationdon121don121Pas encore d'évaluation
- Loop Checking and Field Instrument Testing ProcedureDocument3 pagesLoop Checking and Field Instrument Testing Procedureamirubote4Pas encore d'évaluation
- Loop Check: Operator's GuideDocument21 pagesLoop Check: Operator's Guidemc_prayerPas encore d'évaluation
- Instrumentation QuestionsDocument2 pagesInstrumentation QuestionsBalajirao Samatham100% (1)
- InstrumentationDocument7 pagesInstrumentationEmmanuel Enriquez0% (1)
- Commissioning Process Plant ProceduresDocument4 pagesCommissioning Process Plant ProceduresSiddharth0% (1)
- Instrument Symbols and Flow Measurement GuideDocument85 pagesInstrument Symbols and Flow Measurement GuidekichasPas encore d'évaluation
- IAEA - CANDU I&C Lesson Explains InstrumentationDocument100 pagesIAEA - CANDU I&C Lesson Explains InstrumentationIonescu ViorelPas encore d'évaluation
- Handbook On Process InstrumentationDocument21 pagesHandbook On Process InstrumentationFaruk Gunacan100% (2)
- Manvir Singh Gill 123613 M Tech (I&CDocument20 pagesManvir Singh Gill 123613 M Tech (I&CManvir Singh GillPas encore d'évaluation
- Product List: Pressure MeasurementDocument6 pagesProduct List: Pressure MeasurementSr FarezPas encore d'évaluation
- P & ID Review Check List: Chemical Engineering SiteDocument8 pagesP & ID Review Check List: Chemical Engineering SiteMAHESH CHANDPas encore d'évaluation
- Livening Up NotesDocument1 pageLivening Up NotesAceel FitchPas encore d'évaluation
- Instrument Loop Check ProcedureDocument3 pagesInstrument Loop Check ProcedureMiko Quijano100% (1)
- 006 Field Instrument InstallationDocument8 pages006 Field Instrument InstallationMohamed KasemPas encore d'évaluation
- Specifications For DCS, ESD and InstrumentationDocument219 pagesSpecifications For DCS, ESD and Instrumentationchandakbera100% (7)
- DP Transmitter Interface Level MeasurementDocument12 pagesDP Transmitter Interface Level MeasurementsubbaraoPas encore d'évaluation
- 3.4.instrument Location PlanDocument20 pages3.4.instrument Location PlanVinitaVartakPas encore d'évaluation
- Instrumentation Tubing and Their Connections-Nirbhay GuptaDocument127 pagesInstrumentation Tubing and Their Connections-Nirbhay Guptanirbhay111100% (13)
- Software Redundancy For S7-300 S7-400Document4 pagesSoftware Redundancy For S7-300 S7-400Minhvuong TrannguyenPas encore d'évaluation
- Instrument Commissioning ChecklistDocument13 pagesInstrument Commissioning Checklistrajeshkumarab100% (10)
- Control Systems Guide For Inteface Between Control Systems and ElectricalDocument4 pagesControl Systems Guide For Inteface Between Control Systems and Electricalaugur886Pas encore d'évaluation
- Process Control System A Complete Guide - 2020 EditionD'EverandProcess Control System A Complete Guide - 2020 EditionPas encore d'évaluation
- InstrumentDocument6 pagesInstrumentAnonymous wuBvdwPas encore d'évaluation
- Att 04, GTR-I&CDocument8 pagesAtt 04, GTR-I&CSiriepathi SeetharamanPas encore d'évaluation
- Annual Inspection Checklist for Multiple-Point Lightning Protection SystemsDocument4 pagesAnnual Inspection Checklist for Multiple-Point Lightning Protection SystemstelecttPas encore d'évaluation
- Facilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1Document3 pagesFacilities For Corrosion Monitoring in Process Equipment - Engineering Guide EG 19-6-1.1aminPas encore d'évaluation
- J.E. Maintenance Manual 2011 07Document8 pagesJ.E. Maintenance Manual 2011 07mahmoudPas encore d'évaluation
- Aircraft Instrument MaintenanceDocument22 pagesAircraft Instrument MaintenanceBharath Kumar Goud83% (6)
- YLAA InstallationDocument62 pagesYLAA InstallationJoe YoungPas encore d'évaluation
- PIP PCCIP001 Instrument Piping and Tubing Systems CriteriaDocument7 pagesPIP PCCIP001 Instrument Piping and Tubing Systems CriteriaRija Mobin100% (1)
- Field Instruments Installation Procedure Pt. Kuwera Pandukarya Mega EngineeringDocument6 pagesField Instruments Installation Procedure Pt. Kuwera Pandukarya Mega EngineeringGalang PratamaPas encore d'évaluation
- Method Statement - Installation of Conduits & Fitting - Rev 1Document16 pagesMethod Statement - Installation of Conduits & Fitting - Rev 1Muhammad IrfanPas encore d'évaluation
- Chapter 26 Chemical Analysis Moisture Measurement 2010 Instrumentation Reference Book Fourth EditionDocument8 pagesChapter 26 Chemical Analysis Moisture Measurement 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Chapter 34 Advanced Control For The Plant Floor 2010 Instrumentation Reference Book Fourth EditionDocument10 pagesChapter 34 Advanced Control For The Plant Floor 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Programming With MatLabDocument23 pagesProgramming With MatLabZia SilverPas encore d'évaluation
- Simulation, Modeling, and Performance Analysis of IEEE 802.16e OFDMA Systems For Urban and Rural EnvironmentsDocument4 pagesSimulation, Modeling, and Performance Analysis of IEEE 802.16e OFDMA Systems For Urban and Rural EnvironmentsMotasim_mPas encore d'évaluation
- Introduction 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesIntroduction 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Avatar Upgrade Program PDFDocument33 pagesAvatar Upgrade Program PDFMotasim_mPas encore d'évaluation
- Contributors 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesContributors 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Chapter 35 Batch Process Control 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 35 Batch Process Control 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Copyright 2010 Instrumentation Reference Book Fourth EditionDocument1 pageCopyright 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Switches ExplainedDocument3 pagesSwitches ExplainedMotasim_mPas encore d'évaluation
- 1001 Vocabulary and Spelling QuestionsDocument160 pages1001 Vocabulary and Spelling Questionssashi01092% (12)
- Prepare For IELTSDocument169 pagesPrepare For IELTSapi-3818413100% (2)
- ISO 9000 Quality Assurance AcknowledgementsDocument1 pageISO 9000 Quality Assurance AcknowledgementsMotasim_mPas encore d'évaluation
- 90 Days of ActionDocument92 pages90 Days of ActionPaula StanwyckPas encore d'évaluation
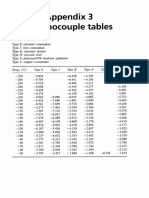
- Appendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Appendix 2 TH Venin S Theorem 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 2 TH Venin S Theorem 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Appendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionDocument4 pagesAppendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Appendix 1 Imperial Metric SI Conversion Tables 2001 Measurement and Instrumentation Principles Third EditionDocument7 pagesAppendix 1 Imperial Metric SI Conversion Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Appendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionDocument6 pagesAppendix 3 Thermocouple Tables 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Appendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionDocument4 pagesAppendix 4 Solutions To Self Test Questions 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- 1081app A 1 PDFDocument11 pages1081app A 1 PDFMotasim_mPas encore d'évaluation
- Index 2001 Measurement and Instrumentation Principles Third EditionDocument7 pagesIndex 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Chapter 4 Simulation and Design Software1 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 4 Simulation and Design Software1 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Preface 2001 Measurement and Instrumentation Principles Third EditionDocument3 pagesPreface 2001 Measurement and Instrumentation Principles Third EditionMotasim_mPas encore d'évaluation
- Chapter 5 Security For Industrial Automation1 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 5 Security For Industrial Automation1 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Appendix C The Institute of Measurement and Control 2010 Instrumentation Reference Book Fourth EditionDocument4 pagesAppendix C The Institute of Measurement and Control 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Hsu 4 Information and Control Systems AbDocument43 pagesHsu 4 Information and Control Systems AbMotasim_mPas encore d'évaluation
- Chapter 3 Measurement Methods and Control Strategies 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesChapter 3 Measurement Methods and Control Strategies 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- Appendix D International Society of Automation Formerly Instrument Society of America 2010 Instrumentation Reference Book Fourth EditionDocument2 pagesAppendix D International Society of Automation Formerly Instrument Society of America 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- TR5 ArcWelding AlonzoDocument7 pagesTR5 ArcWelding AlonzoIsaiah Benjamin AlonzoPas encore d'évaluation
- Motor Test Instructions PDFDocument2 pagesMotor Test Instructions PDFAriel DimacaliPas encore d'évaluation
- BS 7671 - 2018+a2 - 2022 Model Forms For Certification and ReportingDocument7 pagesBS 7671 - 2018+a2 - 2022 Model Forms For Certification and ReportingsurenmePas encore d'évaluation
- UPS TroubleshootingDocument1 pageUPS TroubleshootingMohammed Sayeeduddin0% (1)
- KR87 InstallDocument66 pagesKR87 InstallZheng Long0% (1)
- Serial Interface RS-449Document17 pagesSerial Interface RS-449Loryliza M DeiparinePas encore d'évaluation
- Record PlusDocument250 pagesRecord PlusDixie VictoriaPas encore d'évaluation
- Exp No.7 Thevenin ModifyDocument9 pagesExp No.7 Thevenin Modifyem2200139Pas encore d'évaluation
- Contech 2429 PDFDocument5 pagesContech 2429 PDFAntoni MonteroPas encore d'évaluation
- DELTA V PDS S-Series Horizontal CarriersDocument7 pagesDELTA V PDS S-Series Horizontal CarrierspapashoPas encore d'évaluation
- Bor CelleDocument11 pagesBor CelleAdi KhardePas encore d'évaluation
- DatasheetDocument2 pagesDatasheetGustavo NavaPas encore d'évaluation
- ExpControl for PV Inverters - An alternative to InvControl for reactive power controlDocument5 pagesExpControl for PV Inverters - An alternative to InvControl for reactive power controlLeonardo LeonPas encore d'évaluation
- Durosite Series Led High Bay: For Industrial & Commercial ApplicationsDocument8 pagesDurosite Series Led High Bay: For Industrial & Commercial ApplicationsTiagohowpy RamosPas encore d'évaluation
- mHAWK RHD MANUALDocument52 pagesmHAWK RHD MANUALJavierPas encore d'évaluation
- DIY Automatic Alcohol Dispenser No Arduino NeededDocument16 pagesDIY Automatic Alcohol Dispenser No Arduino NeededAnkur RaiPas encore d'évaluation
- Hca550 50JDocument1 pageHca550 50JViJaY HaLdErPas encore d'évaluation
- Blowers: Blower Motors, Wheels & FansDocument27 pagesBlowers: Blower Motors, Wheels & FansAndrey GyrychPas encore d'évaluation
- Principles of Electronics RedoneDocument153 pagesPrinciples of Electronics RedoneOdale MitchellPas encore d'évaluation
- Report Continuity Megger TestDocument9 pagesReport Continuity Megger Testsugeng wahyudiPas encore d'évaluation
- Rev 1 Module2 PLCDocument293 pagesRev 1 Module2 PLCMuhd IzzatPas encore d'évaluation
- Experiment No10 Simulation of Photodiode Using MATLAB SIMULINKDocument3 pagesExperiment No10 Simulation of Photodiode Using MATLAB SIMULINKVaishnavi muralliPas encore d'évaluation
- Micom P547 Phase Comparison ProtectionDocument2 pagesMicom P547 Phase Comparison Protectiondave chaudhuryPas encore d'évaluation
- Solution Manual For Electric Motor Control 10th EditionDocument7 pagesSolution Manual For Electric Motor Control 10th EditionAudrey Elliott100% (29)
- Sony XM7547 CarampDocument28 pagesSony XM7547 CaramproskobyPas encore d'évaluation
- Panasonic Manual AAD03010Document94 pagesPanasonic Manual AAD03010Nick OngPas encore d'évaluation
- Et200sp Ai 4xu I 2 Wire ST Manual en-US en-USDocument35 pagesEt200sp Ai 4xu I 2 Wire ST Manual en-US en-USwiruPas encore d'évaluation
- Mid ExamDocument3 pagesMid ExamAbdulhakim heboPas encore d'évaluation
- Cadweld JointsDocument56 pagesCadweld Jointsgadgil_vikrantPas encore d'évaluation
- 325 and 325 L Excavator Electrical SystemDocument2 pages325 and 325 L Excavator Electrical SystemRichard Savina100% (1)