Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- E 9604Document4 pagesE 9604dimdaliak_985662241Pas encore d'évaluation
- E 9604Document4 pagesE 9604dimdaliak_985662241Pas encore d'évaluation
- For Ropes at Columns: Linde AgDocument1 pageFor Ropes at Columns: Linde Agdimdaliak_985662241Pas encore d'évaluation
- 2150 Attachment 13 - Minimum Piping DesiDocument24 pages2150 Attachment 13 - Minimum Piping Desidimdaliak_985662241100% (1)
- E7605Document2 pagesE7605dimdaliak_985662241Pas encore d'évaluation
- Purchasing Requirements For Shop Fabricated Structural SteelDocument6 pagesPurchasing Requirements For Shop Fabricated Structural Steeldimdaliak_985662241Pas encore d'évaluation
- Pigging OperationsDocument29 pagesPigging Operationsdimdaliak_985662241Pas encore d'évaluation
- E8312 PDFDocument1 pageE8312 PDFdimdaliak_985662241Pas encore d'évaluation
- Pigging ToolsDocument31 pagesPigging Toolsdimdaliak_985662241Pas encore d'évaluation
- For Column Trays: Distance BoltsDocument2 pagesFor Column Trays: Distance Boltsdimdaliak_985662241Pas encore d'évaluation
- ValvesDocument10 pagesValvesdimdaliak_985662241Pas encore d'évaluation
- Scope: Mal (Atiunof Colum TraysDocument3 pagesScope: Mal (Atiunof Colum Traysdimdaliak_985662241Pas encore d'évaluation
- CP 23Document1 pageCP 23dimdaliak_985662241Pas encore d'évaluation
- ES For Pipe Support 011123Document12 pagesES For Pipe Support 011123dimdaliak_985662241Pas encore d'évaluation
- Bhe WeldDocument2 pagesBhe Welddimdaliak_985662241Pas encore d'évaluation
- WeldDocument3 pagesWelddimdaliak_985662241Pas encore d'évaluation
- Floating Roof DesinDocument5 pagesFloating Roof Desindimdaliak_985662241Pas encore d'évaluation
- E&pDocument5 pagesE&pdimdaliak_985662241Pas encore d'évaluation
- General Rules For inDocument1 pageGeneral Rules For indimdaliak_985662241Pas encore d'évaluation
- CP 21Document2 pagesCP 21dimdaliak_985662241Pas encore d'évaluation
- Design ConditionDocument3 pagesDesign Conditiondimdaliak_985662241Pas encore d'évaluation
- CP 22Document1 pageCP 22dimdaliak_985662241Pas encore d'évaluation
- English ProposalDocument13 pagesEnglish Proposaldimdaliak_985662241Pas encore d'évaluation
- Stepwise Cracking - SWCDocument1 pageStepwise Cracking - SWCdimdaliak_985662241Pas encore d'évaluation
- Tracing 1Document2 pagesTracing 1dimdaliak_985662241Pas encore d'évaluation
- Pds CommoditDocument2 pagesPds Commoditdimdaliak_985662241Pas encore d'évaluation
- TraapsDocument2 pagesTraapsdimdaliak_985662241Pas encore d'évaluation
- DLM FileDocument4 pagesDLM Filedimdaliak_985662241Pas encore d'évaluation
- Material 5Document1 pageMaterial 5dimdaliak_985662241Pas encore d'évaluation
- Owned and operated buses for organizations, charities, and promotional purposesDocument2 pagesOwned and operated buses for organizations, charities, and promotional purposeskaru320Pas encore d'évaluation
- Design Guides: Join Now User Login Search AiscDocument2 pagesDesign Guides: Join Now User Login Search Aiscnewbie_101Pas encore d'évaluation
- 3259r ACI 91 PDFDocument27 pages3259r ACI 91 PDFAnonymous Ybg3qa100% (2)
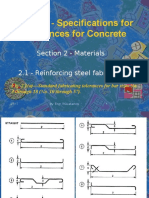
- ACI 117 - Specifications For Tolerances For ConcreteDocument88 pagesACI 117 - Specifications For Tolerances For ConcreteRhonzkie GapuzPas encore d'évaluation
- DTZ (2014) Choosing Key CitiesDocument20 pagesDTZ (2014) Choosing Key CitiesvdmaraPas encore d'évaluation
- European Standards For Metallic MaterialsDocument16 pagesEuropean Standards For Metallic MaterialsClaudia Mms0% (1)
- Dwarka Expressway Commonfoor ReportDocument12 pagesDwarka Expressway Commonfoor ReportAshok SharmaPas encore d'évaluation
- Duplex Stainless Grade DatasheetDocument12 pagesDuplex Stainless Grade DatasheetLuan NguyenPas encore d'évaluation
- Cooling CurvesDocument7 pagesCooling CurvesAvinash RampariyaPas encore d'évaluation
- Retail LogisticsDocument11 pagesRetail Logisticsbalram nayakPas encore d'évaluation
- Valve Seat Installation InstructionsDocument10 pagesValve Seat Installation InstructionscpaolinodPas encore d'évaluation
- Delisted Companies in Pakistan 1963-2002Document21 pagesDelisted Companies in Pakistan 1963-2002Qurratulain AliPas encore d'évaluation
- Special Mission Aircraft Briefing: Air Ambulance Configurations for Hawker and Beechcraft ModelsDocument22 pagesSpecial Mission Aircraft Briefing: Air Ambulance Configurations for Hawker and Beechcraft ModelsBernardoPas encore d'évaluation
- Laying CC Road Project in VillageDocument18 pagesLaying CC Road Project in Villagesankar_rao333Pas encore d'évaluation
- Light Rail SystemsDocument25 pagesLight Rail Systemsapi-294562810Pas encore d'évaluation
- Nitoproof 100Document2 pagesNitoproof 100Balasubramanian AnanthPas encore d'évaluation
- List of Longest Bridges in The WorldDocument15 pagesList of Longest Bridges in The Worldtavros152603Pas encore d'évaluation
- Presentation - Bit - 003 - Diamond Bit ComponentsDocument22 pagesPresentation - Bit - 003 - Diamond Bit ComponentsMohamed HamdyPas encore d'évaluation
- SMCDocument37 pagesSMCAmalina ZainalPas encore d'évaluation
- Rotational MoldingDocument3 pagesRotational MoldingVenkadesh SubramanianPas encore d'évaluation
- NMS 2-MS-Rectification of Excess Gap Between The Door Frame and WallDocument8 pagesNMS 2-MS-Rectification of Excess Gap Between The Door Frame and WallsathiyaprasathPas encore d'évaluation
- Dana Steel - UAE-INDIA-QATAR-SAUDI-ARABIA-OMAN-BAHRAIN Steel Coils/Sheets/Slits SupplierDocument11 pagesDana Steel - UAE-INDIA-QATAR-SAUDI-ARABIA-OMAN-BAHRAIN Steel Coils/Sheets/Slits SupplierankurdanaPas encore d'évaluation
- Sae J2484 2002 (En)Document11 pagesSae J2484 2002 (En)Juan David Bolaños AguilarPas encore d'évaluation
- Engineering Materials: (Hi) Wrought IronsDocument1 pageEngineering Materials: (Hi) Wrought Ironsyashvirsingh21Pas encore d'évaluation
- E-COMMERCE: The Revolution Is Just BeginningDocument24 pagesE-COMMERCE: The Revolution Is Just BeginningEPic Gamers0% (1)
- New Bus Route To Connect STS Riders To Calvert CountyDocument2 pagesNew Bus Route To Connect STS Riders To Calvert CountySouthern Maryland OnlinePas encore d'évaluation
- Sport Aviation Abr-1975Document92 pagesSport Aviation Abr-1975laerciofilho100% (1)
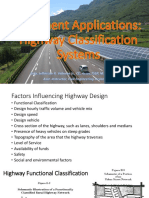
- 1.1 Pavement Applications - Highway Classification Systems (Philippines)Document24 pages1.1 Pavement Applications - Highway Classification Systems (Philippines)Jeffjr VallentePas encore d'évaluation
- Steel Structure - CorrosionDocument10 pagesSteel Structure - CorrosionVibhor YadavPas encore d'évaluation
- F436 Hardened Washers Dimension and Tolerance SpecificationsDocument3 pagesF436 Hardened Washers Dimension and Tolerance SpecificationsWilfredo Marin AndradePas encore d'évaluation