Vous aimerez peut-être aussi
- Copper Lead Zinc OresDocument1 pageCopper Lead Zinc OresAnnie Black MussaPas encore d'évaluation
- HydroFloat Paper MinEng 2018Document9 pagesHydroFloat Paper MinEng 2018JD FCPas encore d'évaluation
- Problems of Management of Domestic and Industrial Water System in Mining Environment-FullText-2019 PDFDocument5 pagesProblems of Management of Domestic and Industrial Water System in Mining Environment-FullText-2019 PDFPratip BhattacharyaPas encore d'évaluation
- Wiesmann, 1994 - Adv Biochem Eng - Biological Nitrogen Removal - Coeficientes de Rendimento ...Document22 pagesWiesmann, 1994 - Adv Biochem Eng - Biological Nitrogen Removal - Coeficientes de Rendimento ...lilinayloPas encore d'évaluation
- Flotation MPP at FalconbridgeDocument28 pagesFlotation MPP at FalconbridgeSachas PerezPas encore d'évaluation
- Jameson Brochure PDFDocument12 pagesJameson Brochure PDFrey740Pas encore d'évaluation
- Kolwezi SX StudyDocument22 pagesKolwezi SX StudywitkerzPas encore d'évaluation
- SGS MIN 2001 04 Cyanide Management by SART en 11 09Document7 pagesSGS MIN 2001 04 Cyanide Management by SART en 11 09Jon CastilloPas encore d'évaluation
- Cobalt: Cobalt Is A Chemical Element With Symbol Co and AtomicDocument14 pagesCobalt: Cobalt Is A Chemical Element With Symbol Co and AtomicKailash DhirwaniPas encore d'évaluation
- Moly-Cop Tools: Mineral Slurry Characterization Extensive PropertiesDocument2 pagesMoly-Cop Tools: Mineral Slurry Characterization Extensive PropertiesAnonymous TsKN7XZBPas encore d'évaluation
- EL-HAZEK - Liquid-Liquid Extraction of Tantalum and Niobium by OctanolDocument9 pagesEL-HAZEK - Liquid-Liquid Extraction of Tantalum and Niobium by OctanolOscar BenimanaPas encore d'évaluation
- DRA ProjectDocument10 pagesDRA ProjectAmit PathakPas encore d'évaluation
- MemoQ Server Installation GuideDocument18 pagesMemoQ Server Installation GuideLeon0% (1)
- Use of SO2 As Reducing Agent in Cobalt Leaching PDFDocument4 pagesUse of SO2 As Reducing Agent in Cobalt Leaching PDFBen KalPas encore d'évaluation
- Cobalt (22221) PDFDocument23 pagesCobalt (22221) PDFKhder DayubPas encore d'évaluation
- Exploration Ree 2012-43-101 PackDocument184 pagesExploration Ree 2012-43-101 PackKartik ParmeshwaranPas encore d'évaluation
- Minerals Engineering: Jian Liu, Yu Wang, Deqiang Luo, Yong ZengDocument8 pagesMinerals Engineering: Jian Liu, Yu Wang, Deqiang Luo, Yong ZengLuisito Mayhua PaucarPas encore d'évaluation
- Flujo de Caja - Costos de ProducciónDocument11 pagesFlujo de Caja - Costos de ProducciónDanielIgnacioLuengoCordovaPas encore d'évaluation
- L3 Actuator PDFDocument23 pagesL3 Actuator PDFharishcsharmaPas encore d'évaluation
- Minerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. CoetzeeDocument10 pagesMinerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. Coetzeefaouzi rachidPas encore d'évaluation
- 2017-5-22 - Rare EarthDocument8 pages2017-5-22 - Rare EarthTJEKEYKURFKRYRKPas encore d'évaluation
- 2007 HydroCopper PaperDocument12 pages2007 HydroCopper Paperdario_fiallos_1Pas encore d'évaluation
- Basf 004Document4 pagesBasf 004worldchemical5741Pas encore d'évaluation
- Lecture 7 - To PostDocument58 pagesLecture 7 - To PostFerry FangPas encore d'évaluation
- Progress On Geoenvironmental Models For Selected Mineral DepositDocument217 pagesProgress On Geoenvironmental Models For Selected Mineral DepositJHOEL_GEOPas encore d'évaluation
- A Study On Viability To Construct A Copper Concentrate Smelter in Tanzania1Document20 pagesA Study On Viability To Construct A Copper Concentrate Smelter in Tanzania1Mohamed DraaPas encore d'évaluation
- AQC GuidelineDocument66 pagesAQC GuidelineRegina EfraimPas encore d'évaluation
- Relief Valves PDFDocument10 pagesRelief Valves PDFDipti BhanjaPas encore d'évaluation
- Stripping Ratio PDFDocument59 pagesStripping Ratio PDFKeylla Chavez RosasPas encore d'évaluation
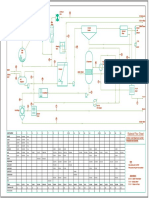
- Material Flow SheetDocument1 pageMaterial Flow Sheetharsha0% (1)
- Guayabales NI 43-101 Technical Report Dated July 31, 2012Document121 pagesGuayabales NI 43-101 Technical Report Dated July 31, 2012Rahim JivrajPas encore d'évaluation
- Final ESIA Project Report For 2d Seismic Survey in Block 12bDocument381 pagesFinal ESIA Project Report For 2d Seismic Survey in Block 12bEzzadin Baban100% (2)
- ECSA Discipline-Specific Training Guideline For Candidate Engineers in Metallurgical EngineeringDocument7 pagesECSA Discipline-Specific Training Guideline For Candidate Engineers in Metallurgical EngineeringMoosewanger01Pas encore d'évaluation
- Bayovar 12 NI 43 101 PDFDocument133 pagesBayovar 12 NI 43 101 PDFGerardo Arquimedes Luis BenitesPas encore d'évaluation
- Porphyry Deposits - 7Document43 pagesPorphyry Deposits - 7InesstyPas encore d'évaluation
- Strategic Management Introduction Mar2017 v1Document82 pagesStrategic Management Introduction Mar2017 v1Mariam SayedPas encore d'évaluation
- Mining Methods-Part IV-Solution Mining: February 2010Document50 pagesMining Methods-Part IV-Solution Mining: February 2010DewaDewi BussinessPas encore d'évaluation
- Combination of Ion Exchange and Solvent Extraction Versus Solvent Extraction, A Technical-Economical ComparisonDocument14 pagesCombination of Ion Exchange and Solvent Extraction Versus Solvent Extraction, A Technical-Economical ComparisonJordan GonzalezPas encore d'évaluation
- Examination of Copper Electrowinning Smoothing Agents. Part I: A ReviewDocument7 pagesExamination of Copper Electrowinning Smoothing Agents. Part I: A ReviewHelen HuancaPas encore d'évaluation
- 2014 Fact Book LRDocument40 pages2014 Fact Book LRYul Armand OrtigasPas encore d'évaluation
- 2013 Mining Initiative Concept PaperDocument14 pages2013 Mining Initiative Concept PaperTrisTan DolojanPas encore d'évaluation
- Improving Processing by Adaption To Conditional Geostatistical Simulation of Block CompositionsDocument14 pagesImproving Processing by Adaption To Conditional Geostatistical Simulation of Block CompositionsgetasewPas encore d'évaluation
- CPT Cavitation SystemDocument9 pagesCPT Cavitation SystemLuis Gutiérrez AlvarezPas encore d'évaluation
- USIM PAC 32 Starting GuideDocument0 pageUSIM PAC 32 Starting GuideEdinson Klever Ponce Ramirez100% (1)
- Kinetic Leaching CopperDocument15 pagesKinetic Leaching CopperSteven DziobaPas encore d'évaluation
- Mineral Processing Circuits - Detection of The Appropriate Sampling SchemeDocument19 pagesMineral Processing Circuits - Detection of The Appropriate Sampling SchemeTsakalakis G. KonstantinosPas encore d'évaluation
- PLS Viscosity PaperDocument5 pagesPLS Viscosity PaperYessirkegenov MeirbekPas encore d'évaluation
- Development of A Mineral Processing Flowsheet - Case - SMEDocument12 pagesDevelopment of A Mineral Processing Flowsheet - Case - SMEOctavio Paulino SolisPas encore d'évaluation
- Geochemical and Environmental Serv: Available Analytical ServicesDocument2 pagesGeochemical and Environmental Serv: Available Analytical ServicesCarlos MarovePas encore d'évaluation
- Ore Sorting Molib Flow SheetDocument10 pagesOre Sorting Molib Flow SheetMICHAEL CUETO MERCADOPas encore d'évaluation
- Kennocott Copper MineDocument11 pagesKennocott Copper Mineapi-439505326Pas encore d'évaluation
- EZ7300 Series Online Microbiology Analyser For Adenosine Triphosphate (ATP)Document4 pagesEZ7300 Series Online Microbiology Analyser For Adenosine Triphosphate (ATP)leonardseniorPas encore d'évaluation
- Supply, Demand and PriceDocument26 pagesSupply, Demand and PriceSim Je HanPas encore d'évaluation
- Electrowinning ReportDocument31 pagesElectrowinning ReportScribdTranslationsPas encore d'évaluation
- 35 Alex Doll - Formato PRM16Document24 pages35 Alex Doll - Formato PRM16rodrigoalcaino100% (1)
- Copper Leaching From Chalcopyrite Concentrate in Cu (II) - Fe (III) Chloride SystemDocument6 pagesCopper Leaching From Chalcopyrite Concentrate in Cu (II) - Fe (III) Chloride SystemSantiago NuñezPas encore d'évaluation
- Process and Economic Considerations in Copper MetallurgyDocument53 pagesProcess and Economic Considerations in Copper Metallurgydars23Pas encore d'évaluation
- Mill PerformanceDocument4 pagesMill PerformanceDuong VuPas encore d'évaluation
- Mbuya 2018Document8 pagesMbuya 2018elpellejoPas encore d'évaluation
- Hongyu Tian Et Al., 2021 Comprehensive Review On Metallurgical Recycling and Cleaning of CopperDocument22 pagesHongyu Tian Et Al., 2021 Comprehensive Review On Metallurgical Recycling and Cleaning of CopperMarcela diaz riveraPas encore d'évaluation
- Minerals Engineering: Xiuli Yang, Xiong Huang, Tingsheng QiuDocument6 pagesMinerals Engineering: Xiuli Yang, Xiong Huang, Tingsheng QiuJordan Ulloa BelloPas encore d'évaluation
- Hydrometallurgy: Tao Chen, Chang Lei, Bo Yan, Xianming XiaoDocument5 pagesHydrometallurgy: Tao Chen, Chang Lei, Bo Yan, Xianming XiaoJordan Ulloa BelloPas encore d'évaluation
- 1 s2.0 S0304386X1200059X MainDocument7 pages1 s2.0 S0304386X1200059X MainJordan Ulloa BelloPas encore d'évaluation
- Bioleaching of Heavy Metals From Mine Tailings by Indigenous Sulfur-Oxidizing Bacteria: Effects of Substrate ConcentrationDocument6 pagesBioleaching of Heavy Metals From Mine Tailings by Indigenous Sulfur-Oxidizing Bacteria: Effects of Substrate ConcentrationJordan Ulloa BelloPas encore d'évaluation
- Tolerance of Grasses To Heavy Metals and Microbial Functional Diversity in Soils Contaminated With Copper Mine TailingsDocument8 pagesTolerance of Grasses To Heavy Metals and Microbial Functional Diversity in Soils Contaminated With Copper Mine TailingsJordan Ulloa BelloPas encore d'évaluation
- Extraction and Characterization of Chitin and Chitosan PDFDocument9 pagesExtraction and Characterization of Chitin and Chitosan PDFJordan Ulloa BelloPas encore d'évaluation
- Title: Speech of Corazon C. Aquino Before The US Congress: 3 Hours)Document3 pagesTitle: Speech of Corazon C. Aquino Before The US Congress: 3 Hours)Verna TrillanaPas encore d'évaluation
- Emcee Script For CompetitionDocument2 pagesEmcee Script For CompetitionArdini Izzati100% (3)
- Regional Trial Court National Capital Judicial Region: ComplainantDocument5 pagesRegional Trial Court National Capital Judicial Region: ComplainantNeil Patrick QuiniquiniPas encore d'évaluation
- Neighbor'S Plot - : Sheet No Rev No R0Document1 pageNeighbor'S Plot - : Sheet No Rev No R0jibeesh cmPas encore d'évaluation
- Assignment Practice ProblemsDocument5 pagesAssignment Practice ProblemsibrahimmoizPas encore d'évaluation
- Din en 10346Document45 pagesDin en 10346Lucero AlemanPas encore d'évaluation
- Sample Paper For Professional Ethics in Accounting and FinanceDocument6 pagesSample Paper For Professional Ethics in Accounting and FinanceWinnieOngPas encore d'évaluation
- Earthquake Lesson Plan 2022Document5 pagesEarthquake Lesson Plan 2022Maylyn Grace Dalumpines-Colon EbonaloPas encore d'évaluation
- Police OrgDocument70 pagesPolice OrgSeagal UmarPas encore d'évaluation
- Catalogue Mega EnglishDocument40 pagesCatalogue Mega EnglishInotech Outillage Nouvelle CalédoniePas encore d'évaluation
- Code-It Project ReportDocument40 pagesCode-It Project Reportm r100% (1)
- Comparative Genomics 2 - PART 1Document31 pagesComparative Genomics 2 - PART 1NnleinomPas encore d'évaluation
- Class 11 Assignment 10 (Prac)Document3 pagesClass 11 Assignment 10 (Prac)9crollno14bhewensagarsahuPas encore d'évaluation
- Arabic Unit 1 June 2011 Mark SchemeDocument9 pagesArabic Unit 1 June 2011 Mark SchemeGhaleb W. MihyarPas encore d'évaluation
- Mutants Genetic Gladiators Hack PDFDocument2 pagesMutants Genetic Gladiators Hack PDFFercho GarciaPas encore d'évaluation
- Convention Concerning The Protection of The WorldDocument41 pagesConvention Concerning The Protection of The WorldMonica Ardeleanu100% (1)
- PRP RationaleDocument12 pagesPRP Rationalemarquezjayson548Pas encore d'évaluation
- Modfied Indian Systems of MedicineDocument8 pagesModfied Indian Systems of MedicineNishamolKSPas encore d'évaluation
- How To Use KEATDocument5 pagesHow To Use KEATAamir KhanPas encore d'évaluation
- Iit Delhi Project Scientist Project Associate Posts Advt Details Efa5f6Document1 pageIit Delhi Project Scientist Project Associate Posts Advt Details Efa5f6SadanandPas encore d'évaluation
- Maha Nirvana Tantra EngDocument200 pagesMaha Nirvana Tantra EngDev Vyas100% (2)
- Professional Education: St. Louis Review Center, IncDocument10 pagesProfessional Education: St. Louis Review Center, IncEarshad Shinichi IIIPas encore d'évaluation
- LEASE CONTRACT Taytay Residentialhouse Kei Inagaki Nena TrusaDocument6 pagesLEASE CONTRACT Taytay Residentialhouse Kei Inagaki Nena TrusaJaime GonzalesPas encore d'évaluation
- CodeDocument47 pagesCodeNadia KhurshidPas encore d'évaluation
- Oral ComDocument2 pagesOral ComChristian OwlzPas encore d'évaluation
- Answers & Solutions: For For For For For JEE (MAIN) - 2019 (Online) Phase-2Document22 pagesAnswers & Solutions: For For For For For JEE (MAIN) - 2019 (Online) Phase-2Manila NandaPas encore d'évaluation
- Ksiidc and KssidcDocument13 pagesKsiidc and KssidckasperPas encore d'évaluation
- Deferred Tax QsDocument4 pagesDeferred Tax QsDaood AbdullahPas encore d'évaluation
- Ealpha - Week 4 - Half A Day - ForeshadowingDocument2 pagesEalpha - Week 4 - Half A Day - ForeshadowingaalshehabPas encore d'évaluation
- Markets and Commodity Figures: Total Market Turnover StatisticsDocument6 pagesMarkets and Commodity Figures: Total Market Turnover StatisticsTiso Blackstar GroupPas encore d'évaluation