Vous aimerez peut-être aussi
- Measurement of Antioxidant Activity and Capacity: Recent Trends and ApplicationsD'EverandMeasurement of Antioxidant Activity and Capacity: Recent Trends and ApplicationsResat ApakPas encore d'évaluation
- Biological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesD'EverandBiological Sludge Minimization and Biomaterials/Bioenergy Recovery TechnologiesEtienne PaulPas encore d'évaluation
- The Effects of Process Variables On Scale Inhibition in Dynamic Scale TestingDocument9 pagesThe Effects of Process Variables On Scale Inhibition in Dynamic Scale TestingJulio PulidoPas encore d'évaluation
- The Effect of Biocides On Deposit Control Polymer Performance.Document17 pagesThe Effect of Biocides On Deposit Control Polymer Performance.mnasiroleslamiPas encore d'évaluation
- Quiz 18Document12 pagesQuiz 18Banvari GurjarPas encore d'évaluation
- BWA - Alternative Chemistry For Cooling Water Formulation, Speciality Chemicals, Mar 2014Document4 pagesBWA - Alternative Chemistry For Cooling Water Formulation, Speciality Chemicals, Mar 2014Shrikant S. Barkade100% (1)
- Enzymatic Catalysis Treatment Method of Meat Indus PDFDocument8 pagesEnzymatic Catalysis Treatment Method of Meat Indus PDFCristina MacreaPas encore d'évaluation
- Automating titration in the pharmaceutical industryDocument3 pagesAutomating titration in the pharmaceutical industrySalam MohammedPas encore d'évaluation
- Hyd RO Dose User ManualDocument114 pagesHyd RO Dose User ManualMohammed HassanPas encore d'évaluation
- ChemDocument4 pagesChemPrincess Janine CatralPas encore d'évaluation
- A New Multifunctional Corrosion and Scale Inhibitor - 2008Document13 pagesA New Multifunctional Corrosion and Scale Inhibitor - 2008Benoit EmoPas encore d'évaluation
- Anaerobic Digestion System Control Via Fuzzy LogicDocument25 pagesAnaerobic Digestion System Control Via Fuzzy LogicDanny TanPas encore d'évaluation
- Gsi Sop BS Ra C 7Document6 pagesGsi Sop BS Ra C 7cinvehbi711Pas encore d'évaluation
- Deposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsDocument15 pagesDeposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsJohnPas encore d'évaluation
- Calcium Phosphate RO TreatmentDocument16 pagesCalcium Phosphate RO TreatmentVimal Girnara100% (1)
- Guidelines For Validation of Chemical Methods, 2 - EditionDocument9 pagesGuidelines For Validation of Chemical Methods, 2 - EditionThiago Haeitmann da FonsecaPas encore d'évaluation
- Analisa PolimerDocument26 pagesAnalisa PolimerSaras Unggul UtamiPas encore d'évaluation
- Volume 5 Phosphonate TestingDocument4 pagesVolume 5 Phosphonate TestingMiguel GonzalezPas encore d'évaluation
- Evaluation of A Synthesis Process For The Production of Calcium Nitrate Liquid FertilizerDocument6 pagesEvaluation of A Synthesis Process For The Production of Calcium Nitrate Liquid FertilizerLeandro QuevedoPas encore d'évaluation
- LECTURADocument11 pagesLECTURAsamantaPas encore d'évaluation
- Modelling coagulant dosage in a water treatment plantDocument4 pagesModelling coagulant dosage in a water treatment plantDini AryantiPas encore d'évaluation
- Phosphate Det.Document4 pagesPhosphate Det.dafteri11Pas encore d'évaluation
- KF Titration 1 PDFDocument8 pagesKF Titration 1 PDFFabianus Galih Ari WigunaPas encore d'évaluation
- Inhibitor Choice & DosageDocument6 pagesInhibitor Choice & DosagemnasiroleslamiPas encore d'évaluation
- Which Buffer Should I SelectDocument3 pagesWhich Buffer Should I Selectnurfarahin_anuarPas encore d'évaluation
- Abts AssayDocument7 pagesAbts AssayHelen Kristel Turin VillegasPas encore d'évaluation
- Pharma CalcDocument15 pagesPharma CalcHarikrushnaPas encore d'évaluation
- Formula Development - Cooling Water Treatment - ScrantonDocument12 pagesFormula Development - Cooling Water Treatment - ScrantonΔημήτρης ΝαλμπάντηςPas encore d'évaluation
- Lab8 PDFDocument5 pagesLab8 PDFgb-sarinPas encore d'évaluation
- Optimum Conditions for Pharma Wastewater AcidificationDocument6 pagesOptimum Conditions for Pharma Wastewater AcidificationArun EbenezerPas encore d'évaluation
- A Kinetic Study of The Lactic Acid Batch Process at Controled PHDocument9 pagesA Kinetic Study of The Lactic Acid Batch Process at Controled PHMansour AbdulazizPas encore d'évaluation
- Advantages and New Technologies of High-AVT Water Treatment in Combined Cycle PlantsDocument6 pagesAdvantages and New Technologies of High-AVT Water Treatment in Combined Cycle PlantsRAJAMANICKAMPas encore d'évaluation
- PeptidoBioactivo EscamasTilapia 2021 P1BDocument10 pagesPeptidoBioactivo EscamasTilapia 2021 P1BDenis Huanca De La CruzPas encore d'évaluation
- ADM Pada MikroalgaDocument7 pagesADM Pada MikroalgaYahdini QorninPas encore d'évaluation
- Fruta S Bicarb OnDocument4 pagesFruta S Bicarb OnLiviaBFPas encore d'évaluation
- The Proper Use of Modern Polymer Technology in Cooling Water ProgramsDocument11 pagesThe Proper Use of Modern Polymer Technology in Cooling Water ProgramsLekhamani YadavPas encore d'évaluation
- 2014 Ifa Moisture DeterminationDocument12 pages2014 Ifa Moisture DeterminationvzgscribdPas encore d'évaluation
- Selection and Application Methods For Adsorption and Precipitation Scale Inhibitors For Squeeze Treatments in North Sea OilfieldsDocument20 pagesSelection and Application Methods For Adsorption and Precipitation Scale Inhibitors For Squeeze Treatments in North Sea OilfieldsGuilherme MonteiroPas encore d'évaluation
- The Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High StressedDocument23 pagesThe Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High Stressedwilmar100% (1)
- Articulo 1Document9 pagesArticulo 1Jason SanchezPas encore d'évaluation
- Systematic Purification of Salt-IntolerantDocument13 pagesSystematic Purification of Salt-IntolerantIsmael RochaPas encore d'évaluation
- Control PH para Evitar Perdas EvapDocument12 pagesControl PH para Evitar Perdas EvapjavierPas encore d'évaluation
- Drinking WaterDocument28 pagesDrinking WaterArunkumar ChandaranPas encore d'évaluation
- New Colorimetric Methodfor Lipases Activity Assayin Microbial MediaDocument4 pagesNew Colorimetric Methodfor Lipases Activity Assayin Microbial MediaFina Mustika SimanjuntakPas encore d'évaluation
- Syrris Africa BrochureDocument7 pagesSyrris Africa BrochurebhawanisrPas encore d'évaluation
- Non-Oxidizing Biocides: Selection, Application and MonitoringDocument7 pagesNon-Oxidizing Biocides: Selection, Application and MonitoringMr SinghPas encore d'évaluation
- 21808, Boiler Water Treatment Chemicals S PDFDocument14 pages21808, Boiler Water Treatment Chemicals S PDFSuresh Damu BhadPas encore d'évaluation
- How pH affects catalase reaction timeDocument5 pagesHow pH affects catalase reaction timeBinnie KaurPas encore d'évaluation
- TNT Plus Phosphorus MethodDocument10 pagesTNT Plus Phosphorus MethodOudah AliPas encore d'évaluation
- An Approach For Decontamination of Contaminants in The Pharmaceutical Manufacturing EnvironmentDocument4 pagesAn Approach For Decontamination of Contaminants in The Pharmaceutical Manufacturing EnvironmentMaruf RasselPas encore d'évaluation
- 14043-Article Text PDF-58576-2-10-20190902Document8 pages14043-Article Text PDF-58576-2-10-20190902R. VersteeghPas encore d'évaluation
- VIC J MET 508ffddssddddddDocument26 pagesVIC J MET 508ffddssddddddshxsha830Pas encore d'évaluation
- ETV Joint Verification Statement: U.S. Environmental Protection AgencyDocument8 pagesETV Joint Verification Statement: U.S. Environmental Protection AgencyAloysiusHandyPas encore d'évaluation
- Coagulation Flocculation Jar Test of Water ASTM D2035Document4 pagesCoagulation Flocculation Jar Test of Water ASTM D2035angeljosechuquiure100% (1)
- Salanitro Muirhead 1975 Quantitative Method For The Gas Chromatographic Analysis of Short Chain Monocarboxylic andDocument8 pagesSalanitro Muirhead 1975 Quantitative Method For The Gas Chromatographic Analysis of Short Chain Monocarboxylic andVictor Candel AlmaidaPas encore d'évaluation
- Qfarc 2016 EEPP1948Document3 pagesQfarc 2016 EEPP1948Abdelrahman AwadPas encore d'évaluation
- Application: Reversed-Phase HPLC Separation of Water-Soluble Vitamins On Agilent ZORBAX Eclipse Plus ColumnsDocument8 pagesApplication: Reversed-Phase HPLC Separation of Water-Soluble Vitamins On Agilent ZORBAX Eclipse Plus ColumnsThanh Thanh Hai LePas encore d'évaluation
- Chemical Enhanced Primary Treatment of WDocument9 pagesChemical Enhanced Primary Treatment of Wtallef001Pas encore d'évaluation
- Analysis of FOG Effect in Activated Sludge ProcessDocument11 pagesAnalysis of FOG Effect in Activated Sludge ProcessJim TsikasPas encore d'évaluation
- Single Transaction and Revenue Should Be RecognizedDocument5 pagesSingle Transaction and Revenue Should Be RecognizedShesharam ChouhanPas encore d'évaluation
- Commonly Used AccountsDocument4 pagesCommonly Used AccountsShesharam ChouhanPas encore d'évaluation
- Steam Quality Sampling and AnalysisDocument7 pagesSteam Quality Sampling and AnalysisEdi HaryonoPas encore d'évaluation
- P1001QTR PDFDocument8 pagesP1001QTR PDFShesharam ChouhanPas encore d'évaluation
- Analyze The Effects of The Transactions On The Accounting Equation.eDocument4 pagesAnalyze The Effects of The Transactions On The Accounting Equation.eShesharam ChouhanPas encore d'évaluation
- Condensate TrapsDocument10 pagesCondensate TrapsShesharam ChouhanPas encore d'évaluation
- Big Increase in Trade ReceivableseDocument4 pagesBig Increase in Trade ReceivableseShesharam ChouhanPas encore d'évaluation
- General Journal, The Most CommonDocument4 pagesGeneral Journal, The Most CommonShesharam ChouhanPas encore d'évaluation
- Adjusted Trial Balance To StatementDocument5 pagesAdjusted Trial Balance To StatementShesharam ChouhanPas encore d'évaluation
- SamplingDocument20 pagesSamplingShesharam ChouhanPas encore d'évaluation
- BD RecycleDocument118 pagesBD RecycleShesharam ChouhanPas encore d'évaluation
- Sampling Steam and Water PDFDocument6 pagesSampling Steam and Water PDFShesharam ChouhanPas encore d'évaluation
- CopperDocument31 pagesCopperKarthikManikandanPas encore d'évaluation
- Effective Use of Recycled Water in Cooling TowersDocument12 pagesEffective Use of Recycled Water in Cooling TowersNipen ParekhPas encore d'évaluation
- Our Drinking Water Quality 2015Document7 pagesOur Drinking Water Quality 2015Shesharam ChouhanPas encore d'évaluation
- Solu BilityDocument8 pagesSolu BilityShesharam ChouhanPas encore d'évaluation
- Engineering Design Guidelines - Cooling Towers - Rev01Document6 pagesEngineering Design Guidelines - Cooling Towers - Rev01Shesharam Chouhan100% (1)
- Condensate TrapsDocument3 pagesCondensate Trapsalamdar321Pas encore d'évaluation
- Engineering Design Guidelines - Cooling Towers - Rev01Document33 pagesEngineering Design Guidelines - Cooling Towers - Rev01Ayman Imad El Mulki100% (1)
- Natural Draft Cooling Tower DesignDocument16 pagesNatural Draft Cooling Tower DesignShesharam Chouhan100% (2)
- CEP Plate and Frame HXDocument5 pagesCEP Plate and Frame HXShesharam ChouhanPas encore d'évaluation
- Rental Spec 500t CTDocument2 pagesRental Spec 500t CTShesharam ChouhanPas encore d'évaluation
- Requirements For Discharge of Trade Effluent Into The Public SewersDocument6 pagesRequirements For Discharge of Trade Effluent Into The Public Sewersalfador_yxPas encore d'évaluation
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องPas encore d'évaluation
- Designing Compact Heat ExchangersDocument6 pagesDesigning Compact Heat ExchangersAndrés Ramón Linares100% (1)
- Code of Practice On Sewerage and Sanitary WorksDocument56 pagesCode of Practice On Sewerage and Sanitary Worksexlife86100% (2)
- LMTD CalculatorDocument2 pagesLMTD CalculatorSATISH PAWARPas encore d'évaluation
- Startup and Shutdown ProceduresDocument1 pageStartup and Shutdown ProceduresShesharam ChouhanPas encore d'évaluation
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIkishku123Pas encore d'évaluation
- WcacsCoP Part 2Document45 pagesWcacsCoP Part 2Anonymous jlLBRMAr3OPas encore d'évaluation
- Oxford Combined Brochure 8.5x11 V3.0-CompressedDocument44 pagesOxford Combined Brochure 8.5x11 V3.0-CompressedRafaelGerardoAgueroZamoraPas encore d'évaluation
- Klercide Quat BiguanideDocument12 pagesKlercide Quat BiguanideLee Cole100% (1)
- Formulasi Dan Optimasi Basis Krim Tipe A/M Dan Aktivitas Antioksidan Daun Cempedak (Artocarpus Champeden Spreng)Document9 pagesFormulasi Dan Optimasi Basis Krim Tipe A/M Dan Aktivitas Antioksidan Daun Cempedak (Artocarpus Champeden Spreng)ElfiaNeswitaPas encore d'évaluation
- Revisin Test - Chemical KineticsDocument4 pagesRevisin Test - Chemical KineticsSABIQPas encore d'évaluation
- DPP 1Document2 pagesDPP 1rajeev sekhriPas encore d'évaluation
- Himachal Pradesh University SHIMLA - 171005Document39 pagesHimachal Pradesh University SHIMLA - 171005Sahil KumarPas encore d'évaluation
- States of Matter: Science Revision Worksheet 2Document6 pagesStates of Matter: Science Revision Worksheet 2Sibtain RazaPas encore d'évaluation
- 2017 - Formulation & Adjuvant Technology 17Document1 page2017 - Formulation & Adjuvant Technology 17Catherine TangPas encore d'évaluation
- 36 1 93 96 Jakovac enDocument4 pages36 1 93 96 Jakovac enDewi WulandhariPas encore d'évaluation
- Care and Maintenance of PipettesDocument2 pagesCare and Maintenance of PipettesChristian VmPas encore d'évaluation
- Pressure in LiquidsDocument36 pagesPressure in LiquidsBee Dz80% (15)
- Astm F 467 - 03Document10 pagesAstm F 467 - 03Bernardo FonsecaPas encore d'évaluation
- Lucar & Connector Plate Plating DetailsDocument2 pagesLucar & Connector Plate Plating DetailsSVAIPLPas encore d'évaluation
- Aluminium Curtain Walling and Windows Bill of QuantitiesDocument12 pagesAluminium Curtain Walling and Windows Bill of QuantitiesOtunba Adeyemi Kingsley0% (1)
- Imf - FidpDocument3 pagesImf - FidpAustin Capal Dela CruzPas encore d'évaluation
- Modul 9 - TermokimiaDocument18 pagesModul 9 - TermokimiaAkmaPas encore d'évaluation
- ZBZBDocument3 pagesZBZBanon-329132Pas encore d'évaluation
- High Performance TLC As Part of Pheur Monographs: Seoul February 2012Document49 pagesHigh Performance TLC As Part of Pheur Monographs: Seoul February 2012Gerson Fernandez ChambiPas encore d'évaluation
- Chapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidDocument32 pagesChapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidSuraya Afriyani100% (2)
- TM344 2022Document7 pagesTM344 2022tuyenmanh_hpPas encore d'évaluation
- Contact Angle Measurement Using Imaging MethodDocument16 pagesContact Angle Measurement Using Imaging MethodMohamed ModerPas encore d'évaluation
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovPas encore d'évaluation
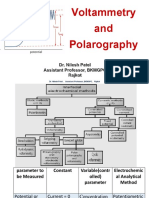
- Voltammetry and PolarographyDocument30 pagesVoltammetry and PolarographyDr Nilesh Patel100% (1)
- LIX 984N-C TI EVH 0147 e PDFDocument2 pagesLIX 984N-C TI EVH 0147 e PDFmdshopp100% (2)
- Method Statement For Laying GeomembraneDocument6 pagesMethod Statement For Laying GeomembraneMhando IgnasPas encore d'évaluation
- CG5052 - CRYSTALLIZATION - LAB - REPORT - ASSIGNMENT - 19180691 (2) MDocument38 pagesCG5052 - CRYSTALLIZATION - LAB - REPORT - ASSIGNMENT - 19180691 (2) MChisom ChubaPas encore d'évaluation
- Chem PaDocument21 pagesChem PaAarushi ShuklaPas encore d'évaluation
- E-CAPS-02 - Class XI (FS) - ChemistryDocument3 pagesE-CAPS-02 - Class XI (FS) - ChemistryAmrita DeshpandePas encore d'évaluation
- 2.2. 5. Relative Density 20205eDocument2 pages2.2. 5. Relative Density 20205evafaashkPas encore d'évaluation
- Technical Data: EOS Materials PlasticDocument2 pagesTechnical Data: EOS Materials PlasticXavierPas encore d'évaluation