Vous aimerez peut-être aussi
- Corrosion Problems and Their Solutions in The Oil Refining IndustryDocument9 pagesCorrosion Problems and Their Solutions in The Oil Refining IndustryIslam M. RedaPas encore d'évaluation
- Domino Effects in the Process Industries: Modelling, Prevention and ManagingD'EverandDomino Effects in the Process Industries: Modelling, Prevention and ManagingÉvaluation : 3 sur 5 étoiles3/5 (1)
- Corrosion Control in the Oil and Gas IndustryD'EverandCorrosion Control in the Oil and Gas IndustryÉvaluation : 4 sur 5 étoiles4/5 (12)
- 29784-The Impact of Corrosion On Oil and Gas IndustryDocument5 pages29784-The Impact of Corrosion On Oil and Gas IndustryhersystinPas encore d'évaluation
- Effect of CorrosionDocument25 pagesEffect of Corrosionnurshazwani azharPas encore d'évaluation
- An Overview of Corrosion, Inhibitors and JournalsD'EverandAn Overview of Corrosion, Inhibitors and JournalsPas encore d'évaluation
- Corrosion and Fouling Control in Desalination IndustryD'EverandCorrosion and Fouling Control in Desalination IndustryPas encore d'évaluation
- Maria C. F. C. Miranda: Study On Causes and Effects of Corrosion in Petroleum PipelinesDocument7 pagesMaria C. F. C. Miranda: Study On Causes and Effects of Corrosion in Petroleum PipelinesMarcelo Varejão CasarinPas encore d'évaluation
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesD'EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Cost of CorrosionDocument13 pagesCost of CorrosionNakkolop100% (1)
- 1 - Introduction - 2021 - Techniques For Corrosion MonitoringDocument5 pages1 - Introduction - 2021 - Techniques For Corrosion MonitoringKhalil Abdul RazakPas encore d'évaluation
- Importance of Inspection For CorrosionDocument23 pagesImportance of Inspection For CorrosionabyPas encore d'évaluation
- Chem & PetrochemicalDocument24 pagesChem & PetrochemicalYang Gul LeePas encore d'évaluation
- Corrosion in Oil and Gas Industry - Rev06titlingeditDocument12 pagesCorrosion in Oil and Gas Industry - Rev06titlingeditbayoe_PLN100% (2)
- Hydraulic Fracturing Operations: Handbook of Environmental Management PracticesD'EverandHydraulic Fracturing Operations: Handbook of Environmental Management PracticesPas encore d'évaluation
- A Guide To Failure Analysis For The Oil and Gas IndustryDocument6 pagesA Guide To Failure Analysis For The Oil and Gas IndustryThirukkumaranBalasubramanian100% (1)
- CHEM 3563-Coursework PaperDocument9 pagesCHEM 3563-Coursework PaperAcalaPas encore d'évaluation
- Crs Corr of Define 0310Document8 pagesCrs Corr of Define 0310Ruqayya MasoodPas encore d'évaluation
- Checklist For Corrosion ControlDocument30 pagesChecklist For Corrosion ControlAli AkramPas encore d'évaluation
- Well-Control-Incidents Study 2011 PDFDocument47 pagesWell-Control-Incidents Study 2011 PDFJun Hao HengPas encore d'évaluation
- A04301010 PDFDocument10 pagesA04301010 PDFMohammad HaqPas encore d'évaluation
- Corrosion HandbookDocument5 pagesCorrosion HandbookTroy ThomasPas encore d'évaluation
- 10.17798-Bitlisfen.1191507-2718237-Ovo Da Se Koristi Za Poredjenje RezultataDocument9 pages10.17798-Bitlisfen.1191507-2718237-Ovo Da Se Koristi Za Poredjenje RezultataDina KaramuratovicPas encore d'évaluation
- 1.1 Economic Losses: © 2010 by Taylor and Francis Group, LLCDocument4 pages1.1 Economic Losses: © 2010 by Taylor and Francis Group, LLCSusanoo12Pas encore d'évaluation
- Solutions For Corrosion Monitoring in RefineriesDocument14 pagesSolutions For Corrosion Monitoring in RefineriesKUNALPas encore d'évaluation
- Tool Steel FailuresDocument20 pagesTool Steel Failuresmasta2000Pas encore d'évaluation
- 21 - Corrosion Monitoring in Oil & Gas IndustryDocument5 pages21 - Corrosion Monitoring in Oil & Gas IndustryMohamed F. OmarPas encore d'évaluation
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFDocument5 pagesAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFOrlando19490% (1)
- Report About Petroleum Industry Pollution & ControlDocument15 pagesReport About Petroleum Industry Pollution & Controlحسين ميثم سعيد مهديPas encore d'évaluation
- Global Needs For Knowledge Dissemination, Research, and Development in Materials Deterioration and Corrosion ControlDocument44 pagesGlobal Needs For Knowledge Dissemination, Research, and Development in Materials Deterioration and Corrosion ControlEugene OgosiPas encore d'évaluation
- Corrosion 2 PDFDocument5 pagesCorrosion 2 PDFDima Al KibbiPas encore d'évaluation
- 1 s2.0 S0950423014001739 MainDocument13 pages1 s2.0 S0950423014001739 MainRenato BittencourtPas encore d'évaluation
- Failure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisD'EverandFailure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisPas encore d'évaluation
- NACEProceedings C2015-5534Document17 pagesNACEProceedings C2015-5534wahyu hidayatPas encore d'évaluation
- (Corrosion Reviews) Technological Applications of Volatile Corrosion inhibitors-UABCDocument13 pages(Corrosion Reviews) Technological Applications of Volatile Corrosion inhibitors-UABCmoe_kyaw100% (1)
- rr1023 PDFDocument36 pagesrr1023 PDFrachedPas encore d'évaluation
- Cpde 6Document26 pagesCpde 6Abdul HaseebPas encore d'évaluation
- Heterogeneous Catalytic Materials: Solid State Chemistry, Surface Chemistry and Catalytic BehaviourD'EverandHeterogeneous Catalytic Materials: Solid State Chemistry, Surface Chemistry and Catalytic BehaviourPas encore d'évaluation
- UK HSE Plant Ageing Study Ref - No. RR823Document199 pagesUK HSE Plant Ageing Study Ref - No. RR823kzlpPas encore d'évaluation
- Corrosion Costs in Preventive and Corrective Maintenance in Equipment and Facilities in IndustryDocument13 pagesCorrosion Costs in Preventive and Corrective Maintenance in Equipment and Facilities in IndustryMaría MartínezPas encore d'évaluation
- Contribution To The Ageing Control of Onshore Oil and Gas FieldsDocument7 pagesContribution To The Ageing Control of Onshore Oil and Gas Fieldsadityamunthe93Pas encore d'évaluation
- 2015 01 Macaw Paper PDFDocument9 pages2015 01 Macaw Paper PDFkeby9iscPas encore d'évaluation
- Industrial Pollution PreventionDocument15 pagesIndustrial Pollution PreventionGOWTHAM GUPTHAPas encore d'évaluation
- CAP04 Paper 06Document14 pagesCAP04 Paper 06bitam_27Pas encore d'évaluation
- Learning Lessons From Forensic Investigation of Corrosion FailuresDocument7 pagesLearning Lessons From Forensic Investigation of Corrosion FailuresjorgebbcaargPas encore d'évaluation
- The Marine Corrosion Process and Control: Design Guides for Oil and Gas FacilitiesD'EverandThe Marine Corrosion Process and Control: Design Guides for Oil and Gas FacilitiesPas encore d'évaluation
- Corrosion and Degradation OF: Metallic MaterialsDocument277 pagesCorrosion and Degradation OF: Metallic Materialszendaoui amine100% (1)
- rr823 Plant Ageing Study Report Phase 1 PDFDocument199 pagesrr823 Plant Ageing Study Report Phase 1 PDFVu Hoang VoPas encore d'évaluation
- Development of A Computer Software For Determining The Corrosion Rate of Oil Pipelines in CO2 Environment Using Modified NORSOK M 506 ModelDocument18 pagesDevelopment of A Computer Software For Determining The Corrosion Rate of Oil Pipelines in CO2 Environment Using Modified NORSOK M 506 ModelalikhanimaryamPas encore d'évaluation
- Crude Oil Fouling: Deposit Characterization, Measurements, and ModelingD'EverandCrude Oil Fouling: Deposit Characterization, Measurements, and ModelingFrancesco ColettiPas encore d'évaluation
- NDT HandBookDocument297 pagesNDT HandBookasimovvPas encore d'évaluation
- Top Int Meth - MSL.1Document106 pagesTop Int Meth - MSL.1Eyoma EtimPas encore d'évaluation
- Oil and Gas Process ChemistryDocument123 pagesOil and Gas Process Chemistryjps21100% (1)
- Risk Based Inspection Methodology and Software Applied AST 1670794528Document13 pagesRisk Based Inspection Methodology and Software Applied AST 1670794528Udayakumar SundarPas encore d'évaluation
- Mitigation CorrossionDocument6 pagesMitigation CorrossionhadzicklPas encore d'évaluation
- Ssci - 2022 - 153 Hansler - Etal Ageing Assets at Major Hazard Chemical Sites - The Dutch ExperienceDocument16 pagesSsci - 2022 - 153 Hansler - Etal Ageing Assets at Major Hazard Chemical Sites - The Dutch ExperienceErwan SaifulPas encore d'évaluation
- 201C Script Corrosion Prevention and MitigationDocument44 pages201C Script Corrosion Prevention and MitigationGRANRICKYPas encore d'évaluation
- Experts - SSO - Manual - Industrial Steam System Optimization.Document148 pagesExperts - SSO - Manual - Industrial Steam System Optimization.Jaime AndrewsPas encore d'évaluation
- Corrosion Management and The Significance of Regular ReportingDocument7 pagesCorrosion Management and The Significance of Regular ReportingJaime AndrewsPas encore d'évaluation
- Caustic GougingDocument5 pagesCaustic GougingChristian Paul Salazar SanchezPas encore d'évaluation
- BASICWATERTREATM Ene162017Document359 pagesBASICWATERTREATM Ene162017Jaime Andrews100% (1)
- Cooling Water Treatment PDFDocument56 pagesCooling Water Treatment PDFwaheed22860% (1)
- TN 010296Document27 pagesTN 010296Srhosseini3Pas encore d'évaluation
- Corosion in Natural Waters - Mar92017Document160 pagesCorosion in Natural Waters - Mar92017Jaime AndrewsPas encore d'évaluation
- EPRI Galvanic CorrosionDocument138 pagesEPRI Galvanic CorrosionJaime AndrewsPas encore d'évaluation
- Cooling Tower Handbook - FINAL PDFDocument33 pagesCooling Tower Handbook - FINAL PDFOscarJimenez19870% (1)
- 39 2019-172 PDFDocument13 pages39 2019-172 PDFGeorgia.annaPas encore d'évaluation
- CabinetcountresultsDocument44 pagesCabinetcountresultsRoman AunarioPas encore d'évaluation
- 9 Corrosion Prevention Design Material SelectDocument58 pages9 Corrosion Prevention Design Material SelectJesus De la RosaPas encore d'évaluation
- Bolt CoatingsDocument8 pagesBolt CoatingsAlex LevinPas encore d'évaluation
- The Conservation of Early Post-Medieval Period PDFDocument15 pagesThe Conservation of Early Post-Medieval Period PDFPaula AranhaPas encore d'évaluation
- Silo Failures PDFDocument15 pagesSilo Failures PDFpalanipaaaaPas encore d'évaluation
- Corrosion Engineering - A Fascinating, Little-Known Career Option - NewEngineerDocument10 pagesCorrosion Engineering - A Fascinating, Little-Known Career Option - NewEngineerMekinePas encore d'évaluation
- BWA Belcor 575 Replaces Molybdate USA WF 0Document2 pagesBWA Belcor 575 Replaces Molybdate USA WF 0dalton2003Pas encore d'évaluation
- Volume 1 API 510 ExamDocument34 pagesVolume 1 API 510 ExamMohammad Danish67% (3)
- 3638 PDFDocument9 pages3638 PDFSridhar TholasingamPas encore d'évaluation
- Thermal Spray Powder GuideDocument28 pagesThermal Spray Powder GuideAbdul RafiiPas encore d'évaluation
- Morth Clause of Road SignsDocument9 pagesMorth Clause of Road SignskelsaildonuPas encore d'évaluation
- M.Tech Seminar ReportDocument33 pagesM.Tech Seminar ReportKalyaniPas encore d'évaluation
- 4340 Fracture Toughness PDFDocument22 pages4340 Fracture Toughness PDFGrafton Montgomery0% (1)
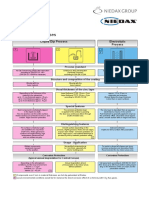
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaPas encore d'évaluation
- REC - 038 - pdf1427 (1) Cable ChainDocument9 pagesREC - 038 - pdf1427 (1) Cable Chainargentum19619692Pas encore d'évaluation
- NickelDocument15 pagesNickelibraheem shehadehPas encore d'évaluation
- Chloride Attack On Stainless SteelDocument10 pagesChloride Attack On Stainless SteelgovimanoPas encore d'évaluation
- Coating ProcedureDocument43 pagesCoating ProcedureMerko67% (3)
- ConduitsDocument10 pagesConduitsSiddiqui Abdul KhaliqPas encore d'évaluation
- Kolsterising: AISI 316 AISI 304Document4 pagesKolsterising: AISI 316 AISI 304YouPas encore d'évaluation
- 1 s2.0 S1878535217301090 Main PDFDocument64 pages1 s2.0 S1878535217301090 Main PDFZainb123gmail. com Zainb123gmail. comPas encore d'évaluation
- Osogril CatalogueDocument16 pagesOsogril CatalogueszeestherPas encore d'évaluation
- TUV India COLUMN InspectionDocument21 pagesTUV India COLUMN InspectionParthiban NC100% (1)
- GTAW Liquid Pool Convections and The Weld Shape Variations UnderDocument73 pagesGTAW Liquid Pool Convections and The Weld Shape Variations UnderMariliaFrancoPas encore d'évaluation
- Engineering MaterialsDocument206 pagesEngineering MaterialsLeo HagosPas encore d'évaluation
- PTR HARTMANN Testing Technology CatalogueDocument244 pagesPTR HARTMANN Testing Technology CatalogueRangit RayPas encore d'évaluation
- Storage Silos: General CatalogueDocument32 pagesStorage Silos: General CatalogueNatarajan RavisankarPas encore d'évaluation
- Passive Layer (EDTA Cleaning)Document7 pagesPassive Layer (EDTA Cleaning)coincoin1Pas encore d'évaluation
- CAP562 CAIPS 09 Elec EqptDocument128 pagesCAP562 CAIPS 09 Elec EqptVinayPas encore d'évaluation