Vous aimerez peut-être aussi
- Lista de Verificación de Requisitos en Base A Decreto de Ley Boliviana 16998Document11 pagesLista de Verificación de Requisitos en Base A Decreto de Ley Boliviana 16998Reinaldo Araúz AramayoPas encore d'évaluation
- Proyecto PDFDocument160 pagesProyecto PDFNari AdnarimPas encore d'évaluation
- Caso Punto de EquilibrioDocument4 pagesCaso Punto de Equilibriolxime1621Pas encore d'évaluation
- Cuadro de Matriz PanaderiaDocument2 pagesCuadro de Matriz PanaderiaFranco AR0% (1)
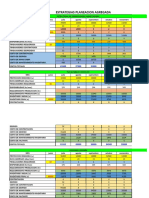
- Plan de Gestion Barberia-Eyder QuiñonezDocument38 pagesPlan de Gestion Barberia-Eyder QuiñonezEyder Sebastian QuiñonezPas encore d'évaluation
- Iso 22000Document141 pagesIso 22000Ronald Jimenez TemochePas encore d'évaluation
- Mapa Conceptual (La Norma ISO 9000)Document2 pagesMapa Conceptual (La Norma ISO 9000)Mixzi Odalis Vicente Cabrera0% (1)
- 6.2.2 Planificación de Acciones para Lograr Los Objetivos AmbientalesDocument6 pages6.2.2 Planificación de Acciones para Lograr Los Objetivos AmbientalesEmanuel FernandezPas encore d'évaluation
- Estudio de Caso EMBOL S.A.Document35 pagesEstudio de Caso EMBOL S.A.Guido HerediaPas encore d'évaluation
- Matriz de Requisitos Legales Riesgo QuimicoDocument14 pagesMatriz de Requisitos Legales Riesgo QuimicoCESAR CAMPOSPas encore d'évaluation
- Trabajo Final de Modulo de La Materia Gestion de Calidad (Originalpresentar)Document39 pagesTrabajo Final de Modulo de La Materia Gestion de Calidad (Originalpresentar)DavidHinojosaVasquezPas encore d'évaluation
- Ingenieria ComercialDocument1 pageIngenieria ComercialAna MamaniPas encore d'évaluation
- Certificacion Alpina ValeriaDocument3 pagesCertificacion Alpina ValeriaValeria Segura Diaz100% (1)
- NB 39005 2002 PDFDocument5 pagesNB 39005 2002 PDFMariana Pérez FelixPas encore d'évaluation
- Modelo Liezo CanvasDocument3 pagesModelo Liezo CanvasAlex RobJacPas encore d'évaluation
- PDF AserrinDocument3 pagesPDF AserrinGuilder VelazquezPas encore d'évaluation
- Investigación de Mercado Hamburguesa de Lentej1Document80 pagesInvestigación de Mercado Hamburguesa de Lentej1Julio Enrique Mendoza Mosquera0% (1)
- Mapa de ProcesosDocument2 pagesMapa de ProcesosMiguel Ángel Alfaro LópezPas encore d'évaluation
- Manual de Seguridad y Salud en PanaderiaDocument22 pagesManual de Seguridad y Salud en PanaderiaMilagros Sofia Bustamante0% (1)
- Equilibrio GeneralDocument9 pagesEquilibrio GeneralFrancisco Ayala ZavalaPas encore d'évaluation
- Aspectos Ambientales Restaurante Las TejasDocument2 pagesAspectos Ambientales Restaurante Las TejasTeddy PerezPas encore d'évaluation
- 8 Factores CriticosDocument12 pages8 Factores CriticosJhoan Andres Cordoba BuitronPas encore d'évaluation
- Higiene Cofar Tiene Iso 45001Document5 pagesHigiene Cofar Tiene Iso 45001Jimena Encinas LópezPas encore d'évaluation
- Plan de Emergencias UmssDocument56 pagesPlan de Emergencias UmssCarlos Enrique Ayala Martinez100% (1)
- Ficha Técnica Filete JibiaDocument4 pagesFicha Técnica Filete JibiaMarco Godoy AstorgaPas encore d'évaluation
- Taller Curso Coordinador Trabajo en AltuDocument75 pagesTaller Curso Coordinador Trabajo en AltuAlejandra AvendañoPas encore d'évaluation
- Historia de IABSADocument2 pagesHistoria de IABSAAnonymous H8BzgmGjNPas encore d'évaluation
- Proyecto ComunicacionDocument268 pagesProyecto ComunicacionLenin Mendez100% (1)
- Diseño de Un Sistema de Costos Por Proceso para La Panaderia Pan Caribe SasDocument11 pagesDiseño de Un Sistema de Costos Por Proceso para La Panaderia Pan Caribe SasLuis AngelPas encore d'évaluation
- Estrategia Comunicacional de Marketing para La Empresa SalteñeriaDocument21 pagesEstrategia Comunicacional de Marketing para La Empresa SalteñeriaGabriel Ailed100% (1)
- Khipu Sofa CamaDocument47 pagesKhipu Sofa CamaLita Ocsa SerranoPas encore d'évaluation
- Proyectos Jeans - FinalDocument39 pagesProyectos Jeans - FinalMaria Sa BraPas encore d'évaluation
- ACTA DE ENTREGA DE ELEMENTOS DE BIOSEGURIDAD DistripolloDocument2 pagesACTA DE ENTREGA DE ELEMENTOS DE BIOSEGURIDAD DistripolloRuth Elena Escorcia Hernandez0% (1)
- Cxs - 087 Norma para El Chocolate y Los Productos Del ChocolateDocument12 pagesCxs - 087 Norma para El Chocolate y Los Productos Del ChocolateSandra Patricia DíazPas encore d'évaluation
- Plan de Emergencia Según La NB 517002Document46 pagesPlan de Emergencia Según La NB 517002Pamela Astrid Barahona100% (1)
- Analisis de FamiliaDocument16 pagesAnalisis de FamiliaJaqueiry Nicole MedinaPas encore d'évaluation
- MANUAL DE PROCEDIMIENTO Productos LacteosDocument40 pagesMANUAL DE PROCEDIMIENTO Productos LacteosEunice Lopez0% (1)
- Impuesto Al Valor Agregado: Elaborado Por: Lcdo. Jhon H. Morillo S. C.P.C.87.632Document18 pagesImpuesto Al Valor Agregado: Elaborado Por: Lcdo. Jhon H. Morillo S. C.P.C.87.632Jhon Harris Morillo S.Pas encore d'évaluation
- PostobonDocument3 pagesPostobonAnonymous USCJNrf1Pas encore d'évaluation
- Los 7 Principios de La Gestión de La Calidad en ISO 9001Document3 pagesLos 7 Principios de La Gestión de La Calidad en ISO 9001Mildrey ZuluagaPas encore d'évaluation
- Trabajo Práctico Herramientas de Calidad - 2020Document8 pagesTrabajo Práctico Herramientas de Calidad - 2020Katerin CastellanosPas encore d'évaluation
- Trabajo Final Seguridad IndustrialDocument22 pagesTrabajo Final Seguridad IndustrialMARKO GUTIÉRREZ PRADOPas encore d'évaluation
- Política Ambiental de Coc Cola European PartenersDocument1 pagePolítica Ambiental de Coc Cola European PartenersCristhian BraPas encore d'évaluation
- Azucarera UnagroDocument3 pagesAzucarera Unagroyobana LucyPas encore d'évaluation
- Manual de Calidad Panaderia Divino Niño''Document25 pagesManual de Calidad Panaderia Divino Niño''Jimena Encinas LópezPas encore d'évaluation
- Taller No8Document3 pagesTaller No8Jey BukowskiPas encore d'évaluation
- Actividad 1 - PresupuestoDocument9 pagesActividad 1 - PresupuestoSG SSTPas encore d'évaluation
- mc-00-pr-03 - Producto - No - Conforme - v11 1313 PDFDocument7 pagesmc-00-pr-03 - Producto - No - Conforme - v11 1313 PDFAnghi CrPas encore d'évaluation
- Resolución 4143 de 2012Document21 pagesResolución 4143 de 2012AlejoRSolanoPas encore d'évaluation
- Politica Ambiental Alpina SDocument1 pagePolitica Ambiental Alpina SBrian Steve BarraganPas encore d'évaluation
- Proyecto Manaco OkDocument30 pagesProyecto Manaco OkmarioPas encore d'évaluation
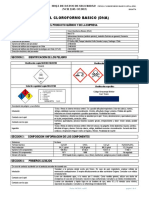
- Fenol CloroformoDocument4 pagesFenol CloroformoDuban martinezPas encore d'évaluation
- Anualidades - Ejercicios ResueltosDocument11 pagesAnualidades - Ejercicios ResueltosAlexandra CaballeroPas encore d'évaluation
- Activida 9 Monopol. ImerDocument17 pagesActivida 9 Monopol. ImerImer LaurePas encore d'évaluation
- Poe de Elaboracion de Jugo de NaranjaDocument6 pagesPoe de Elaboracion de Jugo de Naranjajuan pa100% (1)
- Manual Finanzas IDocument195 pagesManual Finanzas IJAIME ALONSO MARIN DURANPas encore d'évaluation
- Informe No. 4 - Salchichón.Document5 pagesInforme No. 4 - Salchichón.YorladiPencuePas encore d'évaluation
- Gestion de Proceso Empresarial Tarea 4 - Sheylla LopezDocument4 pagesGestion de Proceso Empresarial Tarea 4 - Sheylla LopezAnahii Lopez100% (5)
- Plan de Mantenimiento Embutidora HaasDocument36 pagesPlan de Mantenimiento Embutidora HaasJhony Antonio Marca Meneses100% (1)
- Proyecto 2013 - Elaboracion de Rebozados de PescadoDocument18 pagesProyecto 2013 - Elaboracion de Rebozados de PescadoFrancisco PórfidoPas encore d'évaluation
- II Transporte PotencialDocument97 pagesII Transporte PotencialCarmen TanasiPas encore d'évaluation
- Diseño Instruccional A DistanciaDocument8 pagesDiseño Instruccional A DistanciaCarmen TanasiPas encore d'évaluation
- Convocatoria Piscca Ven2022 - Condiciones y RequistosDocument6 pagesConvocatoria Piscca Ven2022 - Condiciones y RequistosCarmen TanasiPas encore d'évaluation
- P1 1 Med Esp. Meninges. Fluid Cereb EspDocument62 pagesP1 1 Med Esp. Meninges. Fluid Cereb EspCarmen TanasiPas encore d'évaluation
- PresentacionfisioDocument22 pagesPresentacionfisioCarmen TanasiPas encore d'évaluation
- Documento Completo .pdf-PDFADocument117 pagesDocumento Completo .pdf-PDFACarmen TanasiPas encore d'évaluation
- Artículo 3 MarthaDocument15 pagesArtículo 3 MarthaCarmen TanasiPas encore d'évaluation
- En FR ES ProgrammeDocument84 pagesEn FR ES ProgrammeCarmen TanasiPas encore d'évaluation
- Spanish NRC Hi ReportDocument86 pagesSpanish NRC Hi ReportCarmen TanasiPas encore d'évaluation
- Detección de Necesidades de Formación en El Sector de Organizaciones No Gubernamentales: Informe de ResultadosDocument496 pagesDetección de Necesidades de Formación en El Sector de Organizaciones No Gubernamentales: Informe de ResultadosJoaquín Vicente Ramos RodríguezPas encore d'évaluation
- TD 1577Document147 pagesTD 1577Carmen TanasiPas encore d'évaluation
- Modelo de Gestion de Una OngDocument164 pagesModelo de Gestion de Una OngOmar ValdarragoPas encore d'évaluation
- YrodriguezDocument109 pagesYrodriguezLuis A BerroteranPas encore d'évaluation
- Pdfslide - Tips Tesis Maestria Una Freddy BolivarDocument159 pagesPdfslide - Tips Tesis Maestria Una Freddy BolivarCarmen TanasiPas encore d'évaluation
- MDH1HCH01501Document256 pagesMDH1HCH01501Carmen TanasiPas encore d'évaluation
- La Dimension Social de La Universidad PDFDocument423 pagesLa Dimension Social de La Universidad PDFJairo RacinesPas encore d'évaluation
- SSCMP 2 de 2Document237 pagesSSCMP 2 de 2Carmen TanasiPas encore d'évaluation
- SSCMP 1 de 2Document349 pagesSSCMP 1 de 2Carmen TanasiPas encore d'évaluation
- Acción Humanitaria - Luisa Pineda - Mayra Sánchez - USBCTG - 2012Document118 pagesAcción Humanitaria - Luisa Pineda - Mayra Sánchez - USBCTG - 2012Carmen TanasiPas encore d'évaluation
- La Gestion de Las Ong de Desarrollo en Su Lucha Por La SupervivenciaDocument572 pagesLa Gestion de Las Ong de Desarrollo en Su Lucha Por La SupervivenciaAnonymous kgJQziPas encore d'évaluation
- T466-MBA-Flor-Propuesta de Sistema de Gestión para Organizaciones Sociales de DesarrolloDocument84 pagesT466-MBA-Flor-Propuesta de Sistema de Gestión para Organizaciones Sociales de DesarrolloCarmen TanasiPas encore d'évaluation
- Intervención y Participación. ONGDDocument281 pagesIntervención y Participación. ONGDGregorio SantanaPas encore d'évaluation
- Portalderevistas,+Gestor a+de+La+Revista,+73-90Document18 pagesPortalderevistas,+Gestor a+de+La+Revista,+73-90Carmen TanasiPas encore d'évaluation
- Ong Como Actores InternacionalesDocument25 pagesOng Como Actores Internacionalesmaria diazPas encore d'évaluation
- Esqueleto de La TesisDocument42 pagesEsqueleto de La TesisCarmen TanasiPas encore d'évaluation
- AAT5311Document145 pagesAAT5311Carmen TanasiPas encore d'évaluation
- Forma BCDC 1Document1 pageForma BCDC 1Carmen TanasiPas encore d'évaluation
- HttpsDocument10 pagesHttpsCarmen TanasiPas encore d'évaluation
- Des AhDocument149 pagesDes AhCarmen TanasiPas encore d'évaluation
- EAH CE 2019-2026 v3Document58 pagesEAH CE 2019-2026 v3Carmen TanasiPas encore d'évaluation
- RSC TSHHKCSXTF TERCERODESECUNDARIALUNES05DEOCTUBREMATEMATICASDocument37 pagesRSC TSHHKCSXTF TERCERODESECUNDARIALUNES05DEOCTUBREMATEMATICASNorma BautistaPas encore d'évaluation
- Clase - 6 - Logica de Orden 1Document12 pagesClase - 6 - Logica de Orden 1Rodrigo Guerrero RochaPas encore d'évaluation
- Di UniformeDocument5 pagesDi UniformeYmary MB767Pas encore d'évaluation
- Solución Ejercicios Propuestos 1Document14 pagesSolución Ejercicios Propuestos 1Andy Fernando Medina Valencia100% (2)
- Elementos y Principios de La PlaneaciónDocument8 pagesElementos y Principios de La PlaneaciónDulce Maria Perez100% (1)
- Toma de DecisionesDocument18 pagesToma de DecisionesDamaris Merary HernandezPas encore d'évaluation
- Ecuación Parabólica MATLABDocument28 pagesEcuación Parabólica MATLABkatiaPas encore d'évaluation
- Ensayo Ia PDFDocument7 pagesEnsayo Ia PDFAnonymous j1yoxRAVV4100% (2)
- Evaluación Matemática 4º OCTUBREDocument5 pagesEvaluación Matemática 4º OCTUBREJosé Felipe Pastenes ArancibiaPas encore d'évaluation
- Clasificacion de Las Levas y Los SeguidoresDocument7 pagesClasificacion de Las Levas y Los SeguidoresRosa MaribelPas encore d'évaluation
- Notas de Analisis Matematico PDFDocument118 pagesNotas de Analisis Matematico PDFmariaPas encore d'évaluation
- Posición-V-A&transformacion CoordenadasDocument9 pagesPosición-V-A&transformacion CoordenadasRAMON ELIZARRARASPas encore d'évaluation
- Biomecánica y Bases Neuromusculares de La Actividad Física y El Deporte2008 PDFDocument15 pagesBiomecánica y Bases Neuromusculares de La Actividad Física y El Deporte2008 PDFAnomalie12345100% (1)
- Guia N°2 Geometría Terceros AñosDocument7 pagesGuia N°2 Geometría Terceros AñosMarcia Robles SantanaPas encore d'évaluation
- Extracto Manual de Aerodinamica (Texto)Document22 pagesExtracto Manual de Aerodinamica (Texto)sebastianPas encore d'évaluation
- AO1 Unidad1 AyLF Herasimovich OrlandoDocument7 pagesAO1 Unidad1 AyLF Herasimovich OrlandoHerasimovichPas encore d'évaluation
- Procedimiento de Formula PolinomicaDocument5 pagesProcedimiento de Formula PolinomicaJulian Flores AbarcaPas encore d'évaluation
- 8 Densidad de RocasDocument6 pages8 Densidad de RocasAlex CalderonPas encore d'évaluation
- Evaluación Diagnostica Matemática.Document13 pagesEvaluación Diagnostica Matemática.Claudia Ynes Viza Rodriguez100% (1)
- MATRICESDocument21 pagesMATRICESLu SánchezPas encore d'évaluation
- Dpo2 U2 A2 JomgDocument4 pagesDpo2 U2 A2 JomgJOSUE MILLANPas encore d'évaluation
- Ejercicios Resueltos Estadistica de MarcDocument20 pagesEjercicios Resueltos Estadistica de MarcVergel IvanPas encore d'évaluation
- Guia de Fisica Segunda 2012Document38 pagesGuia de Fisica Segunda 2012naomi solanesPas encore d'évaluation
- Unidad #1 - Fisica - Magnitudes - UnidadesDocument6 pagesUnidad #1 - Fisica - Magnitudes - UnidadesMarian ElizabethPas encore d'évaluation
- Cuestionario Previo 2Document5 pagesCuestionario Previo 2Jhynka SánchezPas encore d'évaluation
- Examen Matemáticas Grado 5°Document2 pagesExamen Matemáticas Grado 5°Jesus BedoyaPas encore d'évaluation
- Caracterización de CerámicosDocument4 pagesCaracterización de CerámicosFranco PetrosinoPas encore d'évaluation
- Mecanica de Fluidos II. Sesion #14Document28 pagesMecanica de Fluidos II. Sesion #14Diego BarbozaPas encore d'évaluation
- Generador de Van de GraaffDocument8 pagesGenerador de Van de GraaffYremay MoralesPas encore d'évaluation