Vous aimerez peut-être aussi
- Commercial Hydroponics Is It ViableDocument67 pagesCommercial Hydroponics Is It ViableFayaz MohammedPas encore d'évaluation
- Online PaymentDocument25 pagesOnline PaymentSwetha Pattipaka100% (2)
- Commercial Hydroponics Is It ViableDocument67 pagesCommercial Hydroponics Is It ViableFayaz MohammedPas encore d'évaluation
- Arduino Based Smart Drip Irrigation System Using Internet of ThingsDocument6 pagesArduino Based Smart Drip Irrigation System Using Internet of ThingsPrem KumarPas encore d'évaluation
- Finger Print Based Electronic Voting MachineDocument104 pagesFinger Print Based Electronic Voting MachinePrem KumarPas encore d'évaluation
- Online Voting SystemDocument26 pagesOnline Voting SystemVenkatesh Hanumandla96% (27)
- Online Voting SystemDocument26 pagesOnline Voting SystemVenkatesh Hanumandla96% (27)
- Online PaymentDocument25 pagesOnline PaymentSwetha Pattipaka100% (2)
- Android Sub-Urban Railway Ticketing Using Gps As Ticket Checker DocumentsDocument14 pagesAndroid Sub-Urban Railway Ticketing Using Gps As Ticket Checker DocumentsPrem Kumar0% (1)
- Pneumetic Punching Machine PPNDocument48 pagesPneumetic Punching Machine PPNKamlesh Motghare100% (1)
- Pneumatic Punching MachineDocument40 pagesPneumatic Punching MachineIlaya Raja67% (6)
- Automatic Tolltax Gate Final Year Synopsis1Document39 pagesAutomatic Tolltax Gate Final Year Synopsis1Prem KumarPas encore d'évaluation
- Automatic Pesticides SprayingDocument10 pagesAutomatic Pesticides SprayingPrem KumarPas encore d'évaluation
- Power Generation by Vertical Axis Wind Turbine DocumentsDocument45 pagesPower Generation by Vertical Axis Wind Turbine DocumentsPrem KumarPas encore d'évaluation
- Automatic Rain Sensing WiperDocument30 pagesAutomatic Rain Sensing WiperDelroy Washington BrownPas encore d'évaluation
- Pnematic Injecton Moulding Final ReportsDocument45 pagesPnematic Injecton Moulding Final ReportsPrem KumarPas encore d'évaluation
- Intelligent Cooling System For MachiningDocument11 pagesIntelligent Cooling System For MachiningPrem KumarPas encore d'évaluation
- Intelligent Cooling System For Machining PDFDocument6 pagesIntelligent Cooling System For Machining PDFPrem KumarPas encore d'évaluation
- Solar UPS ProjectDocument144 pagesSolar UPS ProjectPrem KumarPas encore d'évaluation
- Automatic Pneumatic Plastic Injection Molding MachineDocument7 pagesAutomatic Pneumatic Plastic Injection Molding MachinePrem KumarPas encore d'évaluation
- Gesture VocalizerDocument2 pagesGesture VocalizerPrem KumarPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Abs 0678Document11 pagesAbs 0678Jorge OrtegaPas encore d'évaluation
- Technical Data Sheet Star FavoritDocument4 pagesTechnical Data Sheet Star FavoritIgor VlushPas encore d'évaluation
- Pulp and PaperDocument18 pagesPulp and PaperAbhishek AwasthiPas encore d'évaluation
- Amino Acid MetabolismDocument30 pagesAmino Acid MetabolismMeddebatePas encore d'évaluation
- 9869 0099 01e Grouting Solutions Technical Specification EnglishDocument7 pages9869 0099 01e Grouting Solutions Technical Specification Englishignacio.garcia11Pas encore d'évaluation
- Tilting Rotary Furnace PDFDocument8 pagesTilting Rotary Furnace PDFLaudino Vega ValenciaPas encore d'évaluation
- Geotechnical ENGGDocument10 pagesGeotechnical ENGGUjjwal GuptaPas encore d'évaluation
- High Frontier 3rd Card ListDocument14 pagesHigh Frontier 3rd Card ListfireheartPas encore d'évaluation
- Almex Conveyor Belt Training Manual (Glossary of Terms Section)Document27 pagesAlmex Conveyor Belt Training Manual (Glossary of Terms Section)Luis FloresPas encore d'évaluation
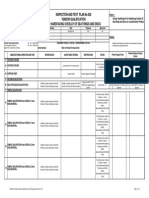
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocument3 pagesInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanPas encore d'évaluation
- Mitsubishi AcDocument28 pagesMitsubishi AcZeeshanPas encore d'évaluation
- Isolasi Dan Karakterisasi Runutan Senyawa Metabolit Sekunder Fraksi Etil Asetat Dari Umbi Binahong Cord F L A Steen S)Document12 pagesIsolasi Dan Karakterisasi Runutan Senyawa Metabolit Sekunder Fraksi Etil Asetat Dari Umbi Binahong Cord F L A Steen S)Fajar ManikPas encore d'évaluation
- Effect of Heat Treatment On Microstructure and Mechanical Behaviours of 18ni-300 Maraging Steel Manufactured by Selective Laser MeltingDocument11 pagesEffect of Heat Treatment On Microstructure and Mechanical Behaviours of 18ni-300 Maraging Steel Manufactured by Selective Laser MeltingHasan TaşPas encore d'évaluation
- Project 2Document56 pagesProject 2Parth ShahPas encore d'évaluation
- FARMAKOKINETIKADocument27 pagesFARMAKOKINETIKACupi RahmaPas encore d'évaluation
- Que BankDocument12 pagesQue BankAbhishek VishwakarmaPas encore d'évaluation
- Curriculum Vitae Harry Rigby: Personal DetailsDocument3 pagesCurriculum Vitae Harry Rigby: Personal Detailsharryrigby11Pas encore d'évaluation
- Hollow Bricks Manufacturing StepsDocument3 pagesHollow Bricks Manufacturing StepsClark G. BennettPas encore d'évaluation
- High Temprature and High Pressure 2Document16 pagesHigh Temprature and High Pressure 2Sushmita SatiPas encore d'évaluation
- Stress Strain Curve ExplanationDocument8 pagesStress Strain Curve ExplanationGptc Chekkanurani0% (1)
- Basic GeologyDocument39 pagesBasic Geologyduncmcleod100% (1)
- ACI 523.1 (1992) Guide For Cast-In-Place Low-Density ConcreteDocument8 pagesACI 523.1 (1992) Guide For Cast-In-Place Low-Density Concretephilipyap0% (1)
- Wave Induced AccelerationDocument6 pagesWave Induced AccelerationAnonymous g5FCwMRPas encore d'évaluation
- Respirable Dust Sampler Envirotech Apm460BlDocument19 pagesRespirable Dust Sampler Envirotech Apm460BlECRDPas encore d'évaluation
- Nano Coating Application For Corrosion Reduction in Oil and Gas Transmission Pipe: A Case Study in South of IranDocument7 pagesNano Coating Application For Corrosion Reduction in Oil and Gas Transmission Pipe: A Case Study in South of IranInternational Journal of Science and Engineering InvestigationsPas encore d'évaluation
- Fluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusDocument22 pagesFluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusAsim WazirPas encore d'évaluation
- Phenolic Pro Filing of Portuguese Propolis by LC - MS Spectrometry: Uncommon Propolis Rich in Flavonoid GlycosidesDocument10 pagesPhenolic Pro Filing of Portuguese Propolis by LC - MS Spectrometry: Uncommon Propolis Rich in Flavonoid GlycosidesBanuraspatiPas encore d'évaluation
- Can Man Alter MarsDocument1 pageCan Man Alter MarsJan Gabriel Gimao100% (2)
- Earth Wire FittingsDocument11 pagesEarth Wire FittingsWeber HahnPas encore d'évaluation
- Kinetics of The Partial Oxidation of MethanolDocument16 pagesKinetics of The Partial Oxidation of MethanolmagierezPas encore d'évaluation