Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Bwts Library 530 623Document27 pagesBwts Library 530 623Tri Minh100% (1)
- TM 5-3805-290-23P Caterpillar 924GDocument548 pagesTM 5-3805-290-23P Caterpillar 924GAdvocate100% (16)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Howo Patrs CatalogDocument89 pagesHowo Patrs CatalogАртем Журавлев100% (1)
- 3512 Engine MaintenanceDocument30 pages3512 Engine Maintenancekhir khirPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Jis G 3192Document6 pagesJis G 3192thakrarhits0% (1)
- Design For Blower Foundation - SATORPDocument30 pagesDesign For Blower Foundation - SATORPsinambeladavid100% (3)
- C253822 PDFDocument24 pagesC253822 PDFzee100% (1)
- Perkins 4.107 4.108 4.99 Workshop ManualDocument114 pagesPerkins 4.107 4.108 4.99 Workshop Manualjay100% (3)
- Citroen Bosch ME7.4.4 Operating PrincipleDocument66 pagesCitroen Bosch ME7.4.4 Operating Principleعرفان فلاحPas encore d'évaluation
- Perkins 4006 23TAG3A 800 KVADocument2 pagesPerkins 4006 23TAG3A 800 KVABudi SPas encore d'évaluation
- D375a 6Document14 pagesD375a 6zee100% (1)
- AP05.30-B-0560E.fm Valve Lash Adjustment 25.02.98Document4 pagesAP05.30-B-0560E.fm Valve Lash Adjustment 25.02.98LUKASPas encore d'évaluation
- PSV Data BookDocument16 pagesPSV Data Bookkenoly123Pas encore d'évaluation
- US Coast Guard Marine Safety Manual Volume II ChangesDocument1 342 pagesUS Coast Guard Marine Safety Manual Volume II ChangeszeePas encore d'évaluation
- RC8R Workshop Manul 3206077 PDFDocument460 pagesRC8R Workshop Manul 3206077 PDFlorenzPas encore d'évaluation
- VOLVO EXCAVATOR EC210B LC/NLC SPECSDocument12 pagesVOLVO EXCAVATOR EC210B LC/NLC SPECSzeePas encore d'évaluation
- SCORPIO PIK-UP MAHINDRA PIK-UP (SC DC) LHD DIESEL CHAIN DRIVE NEF CRDe 2.6 2WD 4WD - VER 2 - SEPTEMBER 2 PDFDocument188 pagesSCORPIO PIK-UP MAHINDRA PIK-UP (SC DC) LHD DIESEL CHAIN DRIVE NEF CRDe 2.6 2WD 4WD - VER 2 - SEPTEMBER 2 PDFAdolfo Andres Muñoz Cancino100% (1)
- C7-12 Nandang TaryanaDocument6 pagesC7-12 Nandang TaryanazeePas encore d'évaluation
- Hitachi ZX300 6 SpecDocument24 pagesHitachi ZX300 6 SpeczeePas encore d'évaluation
- Komatsu PC300-7 Hydraulic Excavator: Powerful Performance & Low Fuel ConsumptionDocument9 pagesKomatsu PC300-7 Hydraulic Excavator: Powerful Performance & Low Fuel ConsumptionfaizalPas encore d'évaluation
- Attachments Brochure EXC Buckets GP HD en 22 20035996-BDocument8 pagesAttachments Brochure EXC Buckets GP HD en 22 20035996-BzeePas encore d'évaluation
- Fluid HandDocument164 pagesFluid HandzeePas encore d'évaluation
- Steel CharacteristicsDocument6 pagesSteel CharacteristicscirlugeaPas encore d'évaluation
- FlangesDocument14 pagesFlangesOscar CruzPas encore d'évaluation
- Engineering ServicesDocument2 pagesEngineering ServiceszeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Conexpo 2014 PPT AemDocument46 pagesConexpo 2014 PPT AemzeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- 316 316L Data SheetDocument2 pages316 316L Data SheetHanna ChanPas encore d'évaluation
- 420 Data SheetDocument2 pages420 Data SheetSaransiri WongsiriPas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Karakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpaDocument5 pagesKarakteristik Perpindahan Panas Pada Loop Thermosyphon Dengan Fluida Kerja R-134A Bertekanan 0,8 MpazeePas encore d'évaluation
- Automotive Engine ReportDocument11 pagesAutomotive Engine ReportAly MohamedPas encore d'évaluation
- 1980 Garelli Engine Manual PDFDocument56 pages1980 Garelli Engine Manual PDFAnonymous YWDOAtIPas encore d'évaluation
- Cyl LubricationDocument7 pagesCyl LubricationThuria TunPas encore d'évaluation
- P51704-22-Kit For Cylinder Unit - NICODocument2 pagesP51704-22-Kit For Cylinder Unit - NICOFilipe FilipePas encore d'évaluation
- Kode DTC K3-VEDocument3 pagesKode DTC K3-VEAdi Catur WPas encore d'évaluation
- O, LO, To 360 Parts Catalog PC 306 2Document87 pagesO, LO, To 360 Parts Catalog PC 306 2joliverosherPas encore d'évaluation
- D5 CAT Finding Top Center Position For No. 1 PistonDocument4 pagesD5 CAT Finding Top Center Position For No. 1 PistonCEVegaOPas encore d'évaluation
- 12 M26.3 With SCR: IMO III / EPA IV - CompliantDocument2 pages12 M26.3 With SCR: IMO III / EPA IV - CompliantAlbertoPas encore d'évaluation
- New Holland G6030, G6035 Tractors Service Repair ManualDocument21 pagesNew Holland G6030, G6035 Tractors Service Repair ManualggjjjjotonesPas encore d'évaluation
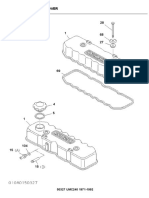
- UMC240 Cylinder Head CoverDocument2 pagesUMC240 Cylinder Head CoverBurik8Pas encore d'évaluation
- Manual Motor Crrcpro26iDocument8 pagesManual Motor Crrcpro26ieduardo_albornoz_5Pas encore d'évaluation
- ASE AutoGuide 2011 WEB PDFDocument84 pagesASE AutoGuide 2011 WEB PDFKen Hull100% (2)
- Easyboost Carburetor 17.5 MM PHBN Manual ..Document6 pagesEasyboost Carburetor 17.5 MM PHBN Manual ..Tom De BruyckerePas encore d'évaluation
- EMD OEM UltraLow Lube Oil Power Assys 0811Document2 pagesEMD OEM UltraLow Lube Oil Power Assys 0811Donato OvallePas encore d'évaluation
- 01-51 Output Diagnostic Test Mode PDFDocument16 pages01-51 Output Diagnostic Test Mode PDFmefisto06cPas encore d'évaluation
- The state-of-the-art TCG 2020 gas engine from DEUTZDocument4 pagesThe state-of-the-art TCG 2020 gas engine from DEUTZJoy DasPas encore d'évaluation
- SSP 606 Audi 18l and 20l Tfsi Engines of Series Ea888 3rd GenerationDocument64 pagesSSP 606 Audi 18l and 20l Tfsi Engines of Series Ea888 3rd Generationmohammad ghanbariPas encore d'évaluation
- IcenginesDocument27 pagesIcenginessaravanan l mechPas encore d'évaluation
- Hidrolavadora PDFDocument4 pagesHidrolavadora PDFCRIXUS3Pas encore d'évaluation
- Castelgarden XB32D PartsDocument5 pagesCastelgarden XB32D PartsАндрей ИвановPas encore d'évaluation