Vous aimerez peut-être aussi
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209D'EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Pas encore d'évaluation
- 26 - Cambio de Válvula Dardo - FL - Rougher Rev0Document20 pages26 - Cambio de Válvula Dardo - FL - Rougher Rev0Gonzalo TurpoPas encore d'évaluation
- Informe BalancinesDocument16 pagesInforme BalancinesmanievesyaPas encore d'évaluation
- Prácticas seguras sierra de cintaDocument8 pagesPrácticas seguras sierra de cintaAnnii PradaPas encore d'évaluation
- INSPECCIÓN PRE-OPERACIÓN EQUIPO IZAJEDocument4 pagesINSPECCIÓN PRE-OPERACIÓN EQUIPO IZAJEFelipe Andrés Camarada SilvaPas encore d'évaluation
- Evaluación Procedimiento Bloqueo Lock-OutDocument2 pagesEvaluación Procedimiento Bloqueo Lock-Outzero_one51Pas encore d'évaluation
- Cartilla de Mantenimiento Preventivo PolipastosDocument1 pageCartilla de Mantenimiento Preventivo PolipastosEduardo David Huaman HinostrozaPas encore d'évaluation
- Minera Peñasquito - Procedimiento Mantenimiento de Sensor de PH Rosemount - Rev3Document36 pagesMinera Peñasquito - Procedimiento Mantenimiento de Sensor de PH Rosemount - Rev3Antonio SánchezPas encore d'évaluation
- Pets-Chi-Sn-004.-Izaje de Cargas Con Grúa Puente y Polipasto.Document5 pagesPets-Chi-Sn-004.-Izaje de Cargas Con Grúa Puente y Polipasto.Dennis Esquivel GarciaPas encore d'évaluation
- Datos generales. Evaluación de riesgos plantilla principalDocument36 pagesDatos generales. Evaluación de riesgos plantilla principaljofeluPas encore d'évaluation
- P-OPE-MEL-HID-001 - Mantención Del Sistema Hidráulico en Frenos SvendborgDocument19 pagesP-OPE-MEL-HID-001 - Mantención Del Sistema Hidráulico en Frenos SvendborgNelson CuevasPas encore d'évaluation
- Procedimiento de Bajado de Tuberia Proyecto CañeteDocument4 pagesProcedimiento de Bajado de Tuberia Proyecto CañeteJOSE PASCUAL SILVAPas encore d'évaluation
- 003 Pets - Oc Mantenimiento de Valvula Guillotina Deslizante Neumatica CFDocument15 pages003 Pets - Oc Mantenimiento de Valvula Guillotina Deslizante Neumatica CFEmerson Quiroz AguilarPas encore d'évaluation
- Montaje sensor nivelDocument15 pagesMontaje sensor niveljaime anibal navarrete aburtoPas encore d'évaluation
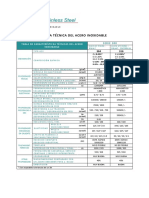
- Ficha Tecnica Del Acero Inoxidable PDFDocument6 pagesFicha Tecnica Del Acero Inoxidable PDFelsa anilloPas encore d'évaluation
- Cap 1 Curso B30 P 7Document17 pagesCap 1 Curso B30 P 7Cristian Lira0% (1)
- Rema Tip TopDocument343 pagesRema Tip Topjulioramos1183Pas encore d'évaluation
- Proceso de Corte (AAC) 2da. ParteDocument12 pagesProceso de Corte (AAC) 2da. ParteDieggo CamposPas encore d'évaluation
- Check List Tecle ManualDocument5 pagesCheck List Tecle ManualJonathan YañezPas encore d'évaluation
- Iper Eseasa 001 Armado GruaDocument4 pagesIper Eseasa 001 Armado Gruaamendoxa. gricasaPas encore d'évaluation
- Cambio o reparación de barra estabilizadora en camiones CAT 797BDocument18 pagesCambio o reparación de barra estabilizadora en camiones CAT 797BJORGE ALEXIS NEIRA �LVAREZPas encore d'évaluation
- Procedimiento para Fabricacion y Montaje de Piping Agua BlandaDocument28 pagesProcedimiento para Fabricacion y Montaje de Piping Agua Blandafelipemorales.grupoexproPas encore d'évaluation
- Manual Seguridad Operacion MontacargasDocument31 pagesManual Seguridad Operacion Montacargased_perez86Pas encore d'évaluation
- ES-PO-GT-15 Instalacion de Geomembrana Sobre Vigas en Plataforma Sobre PilotesDocument4 pagesES-PO-GT-15 Instalacion de Geomembrana Sobre Vigas en Plataforma Sobre PilotesEnzo Olórtegui PérezPas encore d'évaluation
- Manual Operacion Puente GruaDocument50 pagesManual Operacion Puente GruaSimón Pedro Araya TapiaPas encore d'évaluation
- Manual de Mantenimiento Manipulador Telescopico Manitou 1030S PDFDocument21 pagesManual de Mantenimiento Manipulador Telescopico Manitou 1030S PDFsebastianPas encore d'évaluation
- 3131-00 - Isaje de Equipos VenezuelaDocument10 pages3131-00 - Isaje de Equipos VenezuelaJared E. Araujo RodriguezPas encore d'évaluation
- Tksa 60.en - EsDocument119 pagesTksa 60.en - EsCarlos TorresPas encore d'évaluation
- Instructivo - Del Area 1 Rev 0Document37 pagesInstructivo - Del Area 1 Rev 0Julio PCPas encore d'évaluation
- Hoja Check List Tractor Oruga GrandeDocument1 pageHoja Check List Tractor Oruga GrandeJimenaAlvarezPas encore d'évaluation
- Muelas Abrasivas VastagoDocument57 pagesMuelas Abrasivas VastagoDavid Morales100% (1)
- 5-2-Estandares de MantenimientoDocument4 pages5-2-Estandares de MantenimientoLuisPas encore d'évaluation
- %%examen para LlanterosDocument4 pages%%examen para Llanterosantsansolyahoo.com.mxPas encore d'évaluation
- Guía de herramientas para mecanizado de cuadros eléctricosDocument16 pagesGuía de herramientas para mecanizado de cuadros eléctricosIvan Gavilan SotoPas encore d'évaluation
- Mantenimiento El - Ctrico Equipos Planta Concentradora de MineralesDocument5 pagesMantenimiento El - Ctrico Equipos Planta Concentradora de MineralesluisandradePas encore d'évaluation
- Soldadura HdpeDocument3 pagesSoldadura Hdpejo borjaPas encore d'évaluation
- PTS-09 Operacion de Cargador FrontalDocument10 pagesPTS-09 Operacion de Cargador FrontalJuan Moraga SaldañaPas encore d'évaluation
- Pets de Ensamble de Manguera Hidraulicas 2013Document3 pagesPets de Ensamble de Manguera Hidraulicas 2013Carlos Rodriguez CastilloPas encore d'évaluation
- Dmm-020118-M-i-001 Medicion de Espesores Por UltrasonidoDocument3 pagesDmm-020118-M-i-001 Medicion de Espesores Por UltrasonidoBryan PorrasPas encore d'évaluation
- Sistema de Revisiones Físico - Mecánicas A Grúas Viajeras y Grúas CamiónDocument94 pagesSistema de Revisiones Físico - Mecánicas A Grúas Viajeras y Grúas CamiónKei Freud100% (1)
- Sgo Npiw Exe SWD CND 93001 Montaje de Cubiertas Rev 1Document27 pagesSgo Npiw Exe SWD CND 93001 Montaje de Cubiertas Rev 1Ricardo Andres Ojeda VidalPas encore d'évaluation
- Anexo 12.1 Ventilacion Aguasin Calculos y Disenos NUEVO 4Document11 pagesAnexo 12.1 Ventilacion Aguasin Calculos y Disenos NUEVO 4Javier Mollo RossellPas encore d'évaluation
- INS-DMV-01 Instructivo Uso Cuchillo Industrial (OLFA)Document7 pagesINS-DMV-01 Instructivo Uso Cuchillo Industrial (OLFA)Maria CarrizoPas encore d'évaluation
- Reglas de Oro ConstrucciónDocument2 pagesReglas de Oro ConstrucciónSICE MKT SOLUTIONSPas encore d'évaluation
- Check List OxicorteDocument1 pageCheck List OxicorteAnonymous Z9S3wHoO6Pas encore d'évaluation
- Manual para Usar El Ultrasonido Nova Tg110 PDFDocument5 pagesManual para Usar El Ultrasonido Nova Tg110 PDFJESGEDEONPas encore d'évaluation
- Victor Equipos Oxicorte Journeyman II-EDGEDocument1 pageVictor Equipos Oxicorte Journeyman II-EDGEGary Jonathan Morales AlvaradoPas encore d'évaluation
- Informe de Cambio de Bases y Nivelacion de Chumaceras de Polin Tensor de CV017 C2Document12 pagesInforme de Cambio de Bases y Nivelacion de Chumaceras de Polin Tensor de CV017 C2josePas encore d'évaluation
- Lub Lubritek Long Life Antifreeze CoolanDocument15 pagesLub Lubritek Long Life Antifreeze CoolanJhonatan García MonzónPas encore d'évaluation
- Mantenimiento Preventivo de ElevadoresDocument2 pagesMantenimiento Preventivo de ElevadoresJules CañasPas encore d'évaluation
- 6.FT ECP Grúa Horquilla Web19Document1 page6.FT ECP Grúa Horquilla Web19javiera100% (1)
- Fichas Técnicas Cable Acero GalvDocument3 pagesFichas Técnicas Cable Acero GalvVeronica BrittPas encore d'évaluation
- DES-P-HSS-019 - Estándar de Trabajos Con Llama AbiertaDocument6 pagesDES-P-HSS-019 - Estándar de Trabajos Con Llama AbiertaDAN DANPas encore d'évaluation
- Cuestionario taller mecánico ajusteDocument5 pagesCuestionario taller mecánico ajustemonica ruizPas encore d'évaluation
- GAre 006 Reglamento Interno para La Conduccion de Vehiculos en SCM El Abra2Document60 pagesGAre 006 Reglamento Interno para La Conduccion de Vehiculos en SCM El Abra2Diego Aguero ArellanoPas encore d'évaluation
- Informe Inspección No 029-2021 - TREVALI - Martillo H. - BTIDocument14 pagesInforme Inspección No 029-2021 - TREVALI - Martillo H. - BTIJuanGuerraRojas100% (1)
- Uso de Vernier, Flexómetro, Micrómetro UatDocument65 pagesUso de Vernier, Flexómetro, Micrómetro UatEduardo ZapataPas encore d'évaluation
- Topos GRUNDOMAT - Perforación horizontal sin zanjasDocument3 pagesTopos GRUNDOMAT - Perforación horizontal sin zanjasDaniel VelezPas encore d'évaluation
- Catalogo Motores WEG Con DimensionesDocument10 pagesCatalogo Motores WEG Con DimensionesCarlos Diaz100% (1)
- Chockfast OrangeDocument8 pagesChockfast OrangeCarlos Rosselló PadrónPas encore d'évaluation
- Manual - Manteniento de ValvulasDocument12 pagesManual - Manteniento de ValvulasMarcos RuizPas encore d'évaluation
- Manula Sobre Conseptos de NormasDocument8 pagesManula Sobre Conseptos de NormasjoseeltucolozadaPas encore d'évaluation
- Especificaciones PernosDocument4 pagesEspecificaciones Pernoscaos000Pas encore d'évaluation
- Catalogo Sidor 2Document38 pagesCatalogo Sidor 2Emilio Jose GaliciaPas encore d'évaluation
- Plan de Mantenimiento TIMCADocument12 pagesPlan de Mantenimiento TIMCAEmilio Jose GaliciaPas encore d'évaluation
- Cavitacion - UralitaDocument23 pagesCavitacion - UralitarungekutasaPas encore d'évaluation
- MachosDocument68 pagesMachosEmilio Jose GaliciaPas encore d'évaluation
- 11451Document54 pages11451Emilio Jose GaliciaPas encore d'évaluation
- Manual - Manteniento de ValvulasDocument12 pagesManual - Manteniento de ValvulasMarcos RuizPas encore d'évaluation
- 140010Document0 page140010Emilio Jose GaliciaPas encore d'évaluation
- 1475170346.3er Laboratorio Ensayos No DestructivosDocument7 pages1475170346.3er Laboratorio Ensayos No DestructivosEmilio Jose GaliciaPas encore d'évaluation
- Secado en Lechos Fluidizados EquipoDocument2 pagesSecado en Lechos Fluidizados EquipoEmilio Jose GaliciaPas encore d'évaluation
- Mktech Ulc11e-8Document3 pagesMktech Ulc11e-8Emilio Jose Galicia60% (10)
- Talón de Apertura de ExpedienteDocument1 pageTalón de Apertura de ExpedienteEmilio Jose GaliciaPas encore d'évaluation
- Manual SAAD - Versión 2017Document90 pagesManual SAAD - Versión 2017ANGIE ZUÑIGA ZARATESPas encore d'évaluation
- Grupo 81 Trabajo de PotenciaDocument11 pagesGrupo 81 Trabajo de PotenciajenniferPas encore d'évaluation
- Actividad de La Unidad III Adm de Empresa UapaDocument7 pagesActividad de La Unidad III Adm de Empresa UapaJoan MataPas encore d'évaluation
- Accidente laboral con resultado de fallecimiento en taller de mecánicaDocument20 pagesAccidente laboral con resultado de fallecimiento en taller de mecánicaCristina ArcicollarPas encore d'évaluation
- Equipos ConsolidacionDocument6 pagesEquipos ConsolidacionMarcela TibataPas encore d'évaluation
- La Serpiente Cascabel y Otros RelatosDocument53 pagesLa Serpiente Cascabel y Otros RelatosAmarilysSolerPas encore d'évaluation
- E2 Trabajo de Desarrollo EYRS PRES - VF - DIDocument4 pagesE2 Trabajo de Desarrollo EYRS PRES - VF - DILUCAS JAVIER ARISMENDI CONTRERASPas encore d'évaluation
- Efectos estérico e inductivo molécularesDocument10 pagesEfectos estérico e inductivo molécularesCesar Vasquez100% (1)
- Inteligencia Artificial - ÉticaDocument10 pagesInteligencia Artificial - ÉticaDeilin Janneth Linares BarriosPas encore d'évaluation
- Cotizacion - Servicios MOODLEDocument1 pageCotizacion - Servicios MOODLERichard Dup100% (1)
- PPP-Fonética-y-fonología Presentación. Buenas Gráficas PDFDocument23 pagesPPP-Fonética-y-fonología Presentación. Buenas Gráficas PDFErikaPas encore d'évaluation
- Entrevista y Focus Group Tomalo Con SaborDocument19 pagesEntrevista y Focus Group Tomalo Con SaborAriana Ashly Velarde PeredaPas encore d'évaluation
- Pandemia de COVID-19Document87 pagesPandemia de COVID-19Breuss17Pas encore d'évaluation
- 3º Nota Aclaratoria Sobre La Instrucción de Servicio nº1-BT2003 Con Varias Aclaraciones en Referencia A La Tramitación de Instalaciones de BT en CLMDocument4 pages3º Nota Aclaratoria Sobre La Instrucción de Servicio nº1-BT2003 Con Varias Aclaraciones en Referencia A La Tramitación de Instalaciones de BT en CLMvaleriaPas encore d'évaluation
- Memoria Descriptiva Caminos Herradura CarumasDocument9 pagesMemoria Descriptiva Caminos Herradura CarumasLinda Flores sosaPas encore d'évaluation
- Guia Tutorial Model Builder 1Document7 pagesGuia Tutorial Model Builder 1Naty LuquePas encore d'évaluation
- Práctica 1 Sockets en PythonDocument5 pagesPráctica 1 Sockets en Pythonhack hackPas encore d'évaluation
- Diagnosticos Diferenciales Del Exantema Palmoplantar en AdultosDocument3 pagesDiagnosticos Diferenciales Del Exantema Palmoplantar en AdultosOswaldo MorenoPas encore d'évaluation
- Sistema de Prácticas en La Formación Docente. - 2Document84 pagesSistema de Prácticas en La Formación Docente. - 2D E L A I N EPas encore d'évaluation
- Curriculum MinasDocument5 pagesCurriculum MinasMiguel Angel CLPas encore d'évaluation
- Guía sobre costeo y control de materiales en la producciónDocument5 pagesGuía sobre costeo y control de materiales en la producciónKdPas encore d'évaluation
- Psicopatología Del Lenguaje PDFDocument31 pagesPsicopatología Del Lenguaje PDFMariella Romero MuñozPas encore d'évaluation
- U6 S 5 MulticulturalismoDocument4 pagesU6 S 5 MulticulturalismoJenny TuyucPas encore d'évaluation
- Unidad 2 Upds MRKT InternacionalDocument59 pagesUnidad 2 Upds MRKT InternacionalFreddy Ariel Angulo SarabiaPas encore d'évaluation
- Sesión de Aprendizaje MayoDocument12 pagesSesión de Aprendizaje MayorubenPas encore d'évaluation
- Programa de PML Ceramica Coboce Final 1Document53 pagesPrograma de PML Ceramica Coboce Final 1Henry Arias SolizPas encore d'évaluation
- El Imperio Bizantino O Imperio RomanoDocument4 pagesEl Imperio Bizantino O Imperio RomanoCamila CastellanosPas encore d'évaluation
- Gestión efectiva de almacenes - Casos de estudio No1 y No3Document9 pagesGestión efectiva de almacenes - Casos de estudio No1 y No3Martin Hernan CRPas encore d'évaluation
- Crédito EmpresarialDocument26 pagesCrédito EmpresarialVillalva ChoquePas encore d'évaluation
- Guia de Instantaneas en SQL ServerDocument4 pagesGuia de Instantaneas en SQL ServermarcicanoPas encore d'évaluation