Vous aimerez peut-être aussi
- PNO MGA 0041 Determinación Agua Por Karl FischerDocument10 pagesPNO MGA 0041 Determinación Agua Por Karl FischerJude LizowskyPas encore d'évaluation
- Amfe - LaboratorioDocument1 pageAmfe - LaboratorioDaniel Corman TrujilloPas encore d'évaluation
- IE-B.3.2.3-LF-01 - BPM - Laboratorios - Nacionales DIC 18 PDFDocument412 pagesIE-B.3.2.3-LF-01 - BPM - Laboratorios - Nacionales DIC 18 PDFLipsi Merchán100% (1)
- Estudio de Estabilidad de Losartan PotasicoDocument16 pagesEstudio de Estabilidad de Losartan PotasicoChristian GonzalesPas encore d'évaluation
- Preinforme 1. Reconocimiento de Agentes GelificantesDocument3 pagesPreinforme 1. Reconocimiento de Agentes GelificantesGINNA LORENA GOMEZ RONCANCIO100% (1)
- VANIAprevreologiadepolvosDocument3 pagesVANIAprevreologiadepolvosAdriana MarinPas encore d'évaluation
- Informe de IntercambiabilidadDocument13 pagesInforme de IntercambiabilidadDulce Sara RodriguezPas encore d'évaluation
- Practica Fama 1Document29 pagesPractica Fama 1Karen NiizePas encore d'évaluation
- Certificado Analitico Supositorios de Indometacina - rv1Document1 pageCertificado Analitico Supositorios de Indometacina - rv1Castro Ros0% (1)
- Orden Maestra de Fabricacion Trimetoprima y SulfametoxazolDocument9 pagesOrden Maestra de Fabricacion Trimetoprima y SulfametoxazolEduardo A. Castillo BeltránPas encore d'évaluation
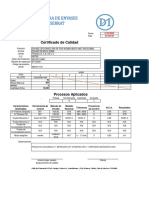
- Decoradora de Envases MonserratDocument1 pageDecoradora de Envases MonserratDiego DokkerPas encore d'évaluation
- Presentación Curso HPLC Parte 1 PDFDocument47 pagesPresentación Curso HPLC Parte 1 PDFLourdes CruzPas encore d'évaluation
- Flunixina Meglumina DefDocument28 pagesFlunixina Meglumina DefAndrea DelgadoPas encore d'évaluation
- Reporte F.A (Polvos) .Document8 pagesReporte F.A (Polvos) .Adriana MarinPas encore d'évaluation
- INFORME DE VALIDACION Albendazol SuspensionDocument27 pagesINFORME DE VALIDACION Albendazol SuspensionEdwin MoralesPas encore d'évaluation
- Flyer Afdm - Armado de Dossier Dispositivos MedicosDocument7 pagesFlyer Afdm - Armado de Dossier Dispositivos Medicosqfbfabyhola100% (1)
- PNO MGA 0299 Uniformidad de DosisDocument7 pagesPNO MGA 0299 Uniformidad de DosisJude LizowskyPas encore d'évaluation
- Que Es La Fecha de Vencimiento o CaducidadDocument3 pagesQue Es La Fecha de Vencimiento o CaducidadAlejandro CangiPas encore d'évaluation
- Pnoac - DisolutorDocument7 pagesPnoac - DisolutorKaren Belen Labastida EspinosaPas encore d'évaluation
- Como Calibrar PHmetro Mettler ToledoDocument3 pagesComo Calibrar PHmetro Mettler ToledoWilmer BonillaPas encore d'évaluation
- Informe Metenamina - Brayan Alexander Ceron - MiercolesDocument5 pagesInforme Metenamina - Brayan Alexander Ceron - MiercolesBRAYAN ALEXÁNDER CERON CRUZPas encore d'évaluation
- OOS NaClDocument2 pagesOOS NaClDaniel SuarezPas encore d'évaluation
- Evaluación de SiO2 y Talco Como GlidantesDocument10 pagesEvaluación de SiO2 y Talco Como GlidantesAngel AulestiaPas encore d'évaluation
- ICH Q7 BPF de Ingredientes Farmacéuticos ActivosDocument49 pagesICH Q7 BPF de Ingredientes Farmacéuticos ActivosLuis Miguel Matos OteroPas encore d'évaluation
- GTC 245Document25 pagesGTC 245juancarlosgalvis100% (1)
- Guía Práctica 9Document5 pagesGuía Práctica 9Nicolas CastilloPas encore d'évaluation
- Hds SimeticonaDocument10 pagesHds SimeticonaJuan Pablo BarralesPas encore d'évaluation
- Practica 3 MetodosDocument6 pagesPractica 3 MetodosAvril Correa AparicioPas encore d'évaluation
- 3 - DiyodoquinDocument5 pages3 - DiyodoquinYadir CamposPas encore d'évaluation
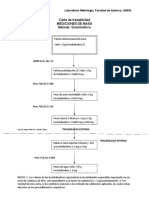
- Carta de Trazabilidad. Metodo GravimetricoDocument1 pageCarta de Trazabilidad. Metodo GravimetricoDaniel CuadrielloPas encore d'évaluation
- PCD 01 18 01Document12 pagesPCD 01 18 01Li RLPas encore d'évaluation
- Perdida Por Secado Residuo de Ignicion Perdida Por IgnicionDocument1 pagePerdida Por Secado Residuo de Ignicion Perdida Por IgnicionDavid Espinosa SuárezPas encore d'évaluation
- Procedimiento Manejo de EquiposDocument14 pagesProcedimiento Manejo de EquiposCristian PortillaPas encore d'évaluation
- MP HPLC Agilent Rev20Document23 pagesMP HPLC Agilent Rev20Jaime Muñoz ArayaPas encore d'évaluation
- I. Defectos Formas FarmacéuticasDocument2 pagesI. Defectos Formas FarmacéuticasRICKY MARTINEZ HERNANDEZPas encore d'évaluation
- Informe 1. Calibracion de Material de Vidrio Volumetrico Por El Metodo Gavimetrico1Document9 pagesInforme 1. Calibracion de Material de Vidrio Volumetrico Por El Metodo Gavimetrico1GINNA LORENA GOMEZ RONCANCIOPas encore d'évaluation
- HPLCDocument88 pagesHPLCChris CtrPas encore d'évaluation
- Orden de ProduccionDocument2 pagesOrden de ProduccionFlor Marina Montero GarciaPas encore d'évaluation
- Inspecciones Industria FarmacéuticaDocument75 pagesInspecciones Industria Farmacéuticaarjom01Pas encore d'évaluation
- Orden y Registro de Acondicionamiento y ControlDocument10 pagesOrden y Registro de Acondicionamiento y ControlMarcos Cruz100% (1)
- Preinforme - Tecnología Farmacéutica DETERMINACION DE TIEMPO OPTIMO DE MEZCLA Y SEPARACION Y CLASIFICACION DE PARTICULAS POR TAMAÑODocument14 pagesPreinforme - Tecnología Farmacéutica DETERMINACION DE TIEMPO OPTIMO DE MEZCLA Y SEPARACION Y CLASIFICACION DE PARTICULAS POR TAMAÑOOLGA PATRICIA MUÑOZ GARZON100% (1)
- A - 3 - Métodos Cromatograficos - Cromatografia de GasesDocument79 pagesA - 3 - Métodos Cromatograficos - Cromatografia de GasesVictorPas encore d'évaluation
- Presentacion Validacion MeloxicamDocument95 pagesPresentacion Validacion MeloxicamANGIE CAROLINA CAMBEROS RODRIGUEZPas encore d'évaluation
- Tabla Capsulas 2014 PDFDocument2 pagesTabla Capsulas 2014 PDFRoberto CamachoPas encore d'évaluation
- Pno-Llenado de CapsulasDocument6 pagesPno-Llenado de CapsulasQuique De La LuzPas encore d'évaluation
- PNO Calibración de Material VolumetricoDocument4 pagesPNO Calibración de Material VolumetricoJ Emanuel Aguayo PalafoxPas encore d'évaluation
- Validación de Un Método Por RP-HPLC para La Determinación de Tiocolchicósido en TabletasDocument7 pagesValidación de Un Método Por RP-HPLC para La Determinación de Tiocolchicósido en TabletasVarinia ZubiletaPas encore d'évaluation
- Informe 1 Farmacia Química 1Document7 pagesInforme 1 Farmacia Química 1Santiago CristanchoPas encore d'évaluation
- RobustezDocument39 pagesRobustezMarco Villacorta SayrePas encore d'évaluation
- Agentes AntifricciónDocument4 pagesAgentes AntifricciónKinoshita KamuPas encore d'évaluation
- Aptitud Del SistemaDocument6 pagesAptitud Del SistemaGeovanny JavierPas encore d'évaluation
- Flujograma de Tableta (Granulación Húmeda)Document1 pageFlujograma de Tableta (Granulación Húmeda)Ricardo Jackichan Barzola LopezPas encore d'évaluation
- Practica No. 1 Tabletas FarmaceuticasDocument9 pagesPractica No. 1 Tabletas Farmaceuticasemexico82Pas encore d'évaluation
- Verificación de Documentos Del Expediente de Fabricación de LoteDocument1 pageVerificación de Documentos Del Expediente de Fabricación de LoteDannyVenegasFeriaPas encore d'évaluation
- Práctica 1Document8 pagesPráctica 1Andrea Cordova CedilloPas encore d'évaluation
- Informe 1 - Biofarmacia & FarmacocineticaDocument5 pagesInforme 1 - Biofarmacia & FarmacocineticaVicky SalazarPas encore d'évaluation
- Procedimiento y Funciones Del Comité de ValidaciónDocument7 pagesProcedimiento y Funciones Del Comité de ValidaciónEd Mont0% (1)
- Prueba de HermeticidadDocument1 pagePrueba de HermeticidadcarlosPas encore d'évaluation
- Patricio Zubicueta Tarea7Document6 pagesPatricio Zubicueta Tarea7Alberto TabaresPas encore d'évaluation
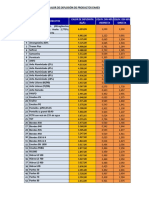
- CostoDocument4 pagesCostodanielaPas encore d'évaluation
- EquivalenciasDocument2 pagesEquivalenciasDaniel Andres Roa UmañaPas encore d'évaluation
- Federico Kauffmann Doig - Julio C. TelloDocument5 pagesFederico Kauffmann Doig - Julio C. TelloJhosiel Jairo Falcón Buitrón100% (1)
- DIOS RESTAURA LO QUE COMIÓ LA ORUGA Oscar GómezDocument7 pagesDIOS RESTAURA LO QUE COMIÓ LA ORUGA Oscar GómezKendra HernandezPas encore d'évaluation
- Dialnet MediacionYMedioAmbiente 5662196Document16 pagesDialnet MediacionYMedioAmbiente 5662196Mary Elena AvilaPas encore d'évaluation
- Tema 3 Procesos Clave Del Área de Gestión HumanaDocument32 pagesTema 3 Procesos Clave Del Área de Gestión HumanaVICTOR RICARDO DELGADO JULONPas encore d'évaluation
- Texto Expositivo Sobre El Acoso EscolarDocument4 pagesTexto Expositivo Sobre El Acoso EscolarmarinaPas encore d'évaluation
- Fase 2 Diseño de ProyectosDocument14 pagesFase 2 Diseño de ProyectosUnad Universidad100% (1)
- Práctica Pre Profesional Ed-FísicaDocument8 pagesPráctica Pre Profesional Ed-FísicaCetaf EirlPas encore d'évaluation
- UNIDAD DIDACTICA II COMUNICACIÓN 4to AvanzadoDocument3 pagesUNIDAD DIDACTICA II COMUNICACIÓN 4to AvanzadoAlex Fasabi50% (2)
- Medicina Herbaria en El Control de Ectoparasitos de BovinosDocument7 pagesMedicina Herbaria en El Control de Ectoparasitos de BovinosJose Joaquin Tangarife SaninPas encore d'évaluation
- CAPITULO I y IIDocument11 pagesCAPITULO I y IIRoberto Cama MendozaPas encore d'évaluation
- Trabajo Integrador SociologiaDocument3 pagesTrabajo Integrador SociologiaIbanElTrolazoLalalaPas encore d'évaluation
- Implementación de Máquina para Carga de Pila de Celulares en La Universidad IberoamericanaDocument4 pagesImplementación de Máquina para Carga de Pila de Celulares en La Universidad IberoamericanaraulPas encore d'évaluation
- UPC - CL2 Fundamentos de Marketing (2023-01)Document1 pageUPC - CL2 Fundamentos de Marketing (2023-01)ANDYMAX 18Pas encore d'évaluation
- 1 Estructura Del Informe Final de Prácticas Preprofesionales.Document4 pages1 Estructura Del Informe Final de Prácticas Preprofesionales.JUDITH HAYDEE QUISPE MACHAHUAYPas encore d'évaluation
- Derechos Humanos Clasificacion de Los DDDHHDocument9 pagesDerechos Humanos Clasificacion de Los DDDHHyahhy García.yPas encore d'évaluation
- Homilía en La Solemnidad de La Natividad Del SeñorDocument5 pagesHomilía en La Solemnidad de La Natividad Del SeñorJorge Luis Zarazúa CampaPas encore d'évaluation
- Alfonso XIII y La Crisis de La Restauración. Epígrafe 1 y 2Document5 pagesAlfonso XIII y La Crisis de La Restauración. Epígrafe 1 y 2PEPE botellonPas encore d'évaluation
- Alexandra Tacuri - Ecuaciones de Valor - cs0202Document26 pagesAlexandra Tacuri - Ecuaciones de Valor - cs0202Jazmin Ochoa100% (2)
- Capitulo 2 EconomiaDocument8 pagesCapitulo 2 Economiaanyara michell vasquez cruzPas encore d'évaluation
- Trabajo Oficial de - Daños Causados A Las Viviendas de Piura Por Las Intensas Lluvias en El 2023 - PDFDocument6 pagesTrabajo Oficial de - Daños Causados A Las Viviendas de Piura Por Las Intensas Lluvias en El 2023 - PDFMAYRA FABIOLA FLORES ALBURQUEQUEPas encore d'évaluation
- Ensayo Los Niños PerdidosDocument5 pagesEnsayo Los Niños Perdidoscarolina garciaPas encore d'évaluation
- Tomo III - SANTANDER 2030 DIAGNÓSTICO PARA LA FORMULACIÓN DE LA VISIÓN PROSPECTIVA DE SANTANDER 2019-2030Document181 pagesTomo III - SANTANDER 2030 DIAGNÓSTICO PARA LA FORMULACIÓN DE LA VISIÓN PROSPECTIVA DE SANTANDER 2019-2030deluargelaPas encore d'évaluation
- Personas Colectivas Civil 1Document10 pagesPersonas Colectivas Civil 1CésarPas encore d'évaluation
- Código de Etica - ADEIPDocument4 pagesCódigo de Etica - ADEIPSabri MPas encore d'évaluation
- Modelo FinancieroDocument13 pagesModelo FinancieroANGEL GUTIERREZ 401100% (2)
- Qué Problemática o Desafío Educativo Busca Resolver Este Proyecto de InnovaciónDocument7 pagesQué Problemática o Desafío Educativo Busca Resolver Este Proyecto de InnovaciónIris ChanduviPas encore d'évaluation
- Guia para La Elaboracion de ProyectosDocument65 pagesGuia para La Elaboracion de ProyectosEmmanuel Gregoire Kremer100% (9)
- Formato OptDocument1 pageFormato OptDIAMON CORPORATIONPas encore d'évaluation
- Balance de ComprobaciónDocument17 pagesBalance de ComprobaciónBritney AcevedoPas encore d'évaluation